環(huán)網(wǎng)柜氣箱漏氣問(wèn)題分析及解決措施
2023-07-26 10:15:02陳健豪
裝備制造技術(shù) 2023年5期
關(guān)鍵詞:焊縫
李 勉,熊 祺,李 浩,陳健豪,李 嘯
(常州博瑞電力自動(dòng)化設(shè)備有限公司,江蘇 常州 213025)
0 引言
環(huán)網(wǎng)柜是電力系統(tǒng)輸配中重要設(shè)備之一,因其安全可靠、結(jié)構(gòu)簡(jiǎn)單、尺寸小、占地面積小等凸出優(yōu)點(diǎn)而被廣泛應(yīng)用在電網(wǎng)系統(tǒng)中。而環(huán)網(wǎng)柜的關(guān)鍵優(yōu)勢(shì)在于將斷路器、負(fù)荷開(kāi)關(guān)等關(guān)鍵器件置于充滿絕緣氣體的密閉氣箱,提高其絕緣效果,從而提升了環(huán)網(wǎng)柜各方面的性能。但是環(huán)網(wǎng)柜在生產(chǎn)加工以及運(yùn)行中經(jīng)常遇到氣箱漏氣的問(wèn)題,制造企業(yè)在生產(chǎn)中出現(xiàn)氣箱漏氣后需要返工甚至報(bào)廢氣箱,在設(shè)備投入運(yùn)行后出現(xiàn)氣箱漏氣的情況設(shè)備可能出現(xiàn)停運(yùn)、燒毀。進(jìn)而對(duì)電力系統(tǒng)構(gòu)成威脅,所以環(huán)網(wǎng)柜氣箱漏氣問(wèn)題備受行業(yè)內(nèi)各方的關(guān)注。本文將著重介紹環(huán)網(wǎng)柜氣箱可能導(dǎo)致氣箱漏氣的各種情況、對(duì)應(yīng)的控制方法及指標(biāo)。
1 環(huán)網(wǎng)柜氣箱組成
環(huán)網(wǎng)柜氣箱由多塊不銹鋼板拼焊并配合各種密封件的共同作用形成一個(gè)封閉箱體(圖1),箱體內(nèi)部充滿絕緣氣體,同時(shí)箱體內(nèi)裝有斷路器、負(fù)荷開(kāi)關(guān)、隔離開(kāi)關(guān)、連接套管、熔絲筒、連接母線等器件,各類開(kāi)關(guān)通過(guò)動(dòng)密封結(jié)構(gòu)進(jìn)行傳動(dòng),導(dǎo)體通過(guò)密封套管引至箱體外側(cè)。此外,氣箱外側(cè)還安裝了氣壓表、泄壓閥等器件,這類器件采用靜密封方式滿足氣密性的要求。

圖1 環(huán)網(wǎng)柜氣箱
2 環(huán)網(wǎng)柜氣箱漏氣影響
在環(huán)網(wǎng)柜生產(chǎn)廠家出現(xiàn)漏氣時(shí)會(huì)造成氣箱返工甚至報(bào)廢,降低環(huán)網(wǎng)柜的生產(chǎn)效率,增加生產(chǎn)成本,不能按期交貨。而在運(yùn)行中的環(huán)網(wǎng)柜氣箱漏氣造成的后果更為嚴(yán)重,一旦發(fā)生氣箱漏氣情況,會(huì)使氣箱內(nèi)絕緣設(shè)備耐壓強(qiáng)度降低,如果泄露嚴(yán)重,設(shè)備安全受到嚴(yán)重威脅,因此氣體泄露是環(huán)網(wǎng)柜的致命缺陷。密封性能是考核產(chǎn)品質(zhì)量的關(guān)鍵性能指標(biāo)之一,它對(duì)保證環(huán)網(wǎng)柜設(shè)備的安全運(yùn)行和人身安全都有重要意義[1]。
3 環(huán)網(wǎng)柜氣箱漏氣問(wèn)題
3.1 焊縫漏氣
氣箱在焊接過(guò)程中可能出現(xiàn)氣孔、夾渣、未熔合以及焊縫偏移等情況而導(dǎo)致焊縫中存在細(xì)小的孔洞、縫隙等問(wèn)題,在運(yùn)輸及分合閘過(guò)程中都會(huì)對(duì)氣箱帶來(lái)較為劇烈的振動(dòng)進(jìn)而引發(fā)細(xì)小孔洞及縫隙缺陷的放大。此外,氣箱長(zhǎng)期處于內(nèi)外壓差較大的環(huán)境,焊縫長(zhǎng)期受力也會(huì)導(dǎo)致細(xì)小孔洞及縫隙缺陷的放大從而導(dǎo)致氣箱漏氣絕緣失效。
目前市場(chǎng)上多數(shù)廠家采用CMT 焊接技術(shù)或激光焊接技術(shù)配合機(jī)械手完成氣箱焊接工作(圖2)。為了提高焊接質(zhì)量,我司對(duì)CMT 焊接技術(shù)的各項(xiàng)輸出參數(shù)開(kāi)展了調(diào)研分析,通過(guò)對(duì)不同焊接參數(shù)形成的焊縫對(duì)比最終得出了比較可靠的各項(xiàng)工藝參數(shù)(表1)。在焊接過(guò)程中,受到氣箱各零部件加工精度、焊接工裝精度等因素的影響常會(huì)發(fā)生焊縫偏移進(jìn)而導(dǎo)致氣箱漏氣,針對(duì)這種情況可以給機(jī)械手配備焊縫實(shí)時(shí)跟蹤系統(tǒng),用以校正焊槍的軌跡,而且可以實(shí)現(xiàn)自適應(yīng)控制。例如通過(guò)調(diào)整電流、送絲速度或行走速度來(lái)改變焊縫及焊接過(guò)程,確保較高的焊接質(zhì)量[2]。除此之外,焊前的清理工作也必不可少,焊縫上的油污、雜質(zhì)等會(huì)讓焊縫產(chǎn)生氣孔、夾渣等問(wèn)題從而導(dǎo)致出現(xiàn)焊縫漏氣的可能。
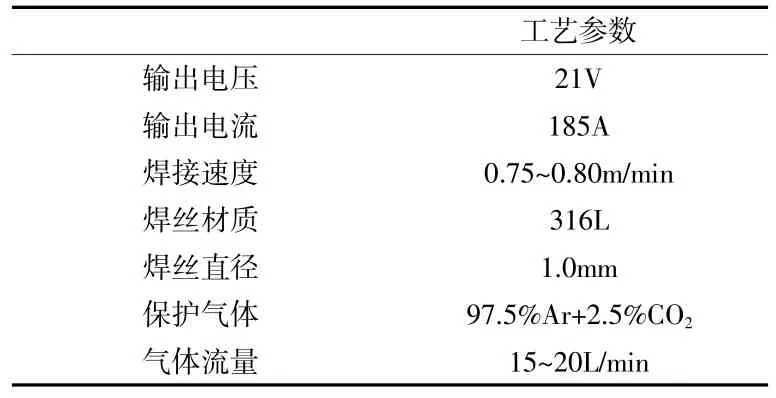
表1 CMT 焊接輸出參數(shù)表

圖2 機(jī)器人焊接設(shè)備
3.2 其他靜密封漏氣
環(huán)網(wǎng)柜氣箱上裝有連通氣箱內(nèi)外側(cè)回路的連接套管、防爆泄壓閥、充氣用的單向逆止閥、測(cè)量顯示氣箱內(nèi)部氣壓的氣壓表等器件。以上器件多采用“O”型密封圈的靜密封連接結(jié)構(gòu),密封圈如果設(shè)計(jì)、使用不當(dāng)或者失效都有可能導(dǎo)致氣箱漏氣。
3.2.1 密封圈壓縮率與膨脹率
密封圈壓縮量過(guò)小難以確保密封圈局部微觀的可靠密封;壓縮量過(guò)大則會(huì)導(dǎo)致密封圈應(yīng)力松弛、加速老化進(jìn)而導(dǎo)致密封失效。環(huán)網(wǎng)柜氣箱上密封形式為軸向靜密封,要確保其密封可靠性需要對(duì)設(shè)計(jì)階段密封圈的選型以及密封槽尺寸的控制,確保應(yīng)用中密封圈的壓縮量在15% ~30%范圍內(nèi)。此外密封圈在所用的密封硅脂介質(zhì)中或正常工作環(huán)境溫度要求范圍內(nèi)的膨脹率應(yīng)不大于15%[3]。
3.2.2 密封面表面控制
氣箱與其他器件安裝的密封面應(yīng)在生產(chǎn)加工、轉(zhuǎn)運(yùn)過(guò)程中做好防護(hù),確保無(wú)磕碰、劃傷、摩擦、焊渣殘留等表面缺陷。如圖3、圖4,磕碰、劃傷以及擦痕等問(wèn)題極易導(dǎo)致密封圈與密封面存在局部微觀接觸不緊密、有微縫隙等進(jìn)而導(dǎo)致漏氣。另外,由于氣箱鈑金整體是靠焊接連接密封,所以無(wú)可避免的存在一定的焊渣飛濺,當(dāng)焊渣飛濺在密封面且未經(jīng)處理或處理不凈極易導(dǎo)致密封圈破損或密封環(huán)氧件局部應(yīng)力集中導(dǎo)致開(kāi)裂從而引起氣箱密封失效。因此,在氣箱生產(chǎn)及轉(zhuǎn)運(yùn)過(guò)程中應(yīng)設(shè)計(jì)合適的放置工裝確保氣箱密封面不受磕碰、摩擦、拉劃等,在氣箱完成焊接后應(yīng)對(duì)關(guān)鍵密封面進(jìn)行打磨拋光以去除可能存在的焊渣,且應(yīng)確保打磨后的密封面表面粗糙度Ra 值不大于6.3 μm。
圖3 密封面劃傷

圖4 焊渣導(dǎo)致絕緣子開(kāi)裂
3.2.3 密封圈表面要求
密封圈表面有缺陷或在使用過(guò)程中未防護(hù)到位導(dǎo)致密封圈沾染雜物而引發(fā)的漏氣問(wèn)題也是存在的。密封圈表面破損或在涂抹硅脂后容易沾染一些雜物、頭發(fā)等以及用來(lái)涂抹硅脂的刷子涂抹硅脂時(shí)脫落的刷毛滯留在在密封圈表面,這些在安裝后都可能會(huì)導(dǎo)致密封失效漏氣,所以密封圈使用前應(yīng)確保其表面無(wú)任何破損并應(yīng)對(duì)密封圈實(shí)行全檢作業(yè)要求,密封件拆包后應(yīng)在無(wú)塵環(huán)境下完成檢驗(yàn)、轉(zhuǎn)運(yùn)、裝配安裝等工作確保其表面清潔度,硅脂涂抹推薦操作人員佩戴一次性指套并用手指涂抹或采用專用涂覆設(shè)備。如圖5、圖6 所示。

圖5 密封件無(wú)防護(hù)、清潔度較差

圖6 專用涂覆設(shè)備
3.2.4 密封圈受轉(zhuǎn)動(dòng)摩擦擠壓受損
部分靜密封結(jié)構(gòu)件非通過(guò)螺釘連接緊固而是通過(guò)旋轉(zhuǎn)零件自帶的螺紋從而達(dá)到壓縮密封圈的目的,但在轉(zhuǎn)動(dòng)過(guò)程中密封圈與內(nèi)外密封面因摩擦力過(guò)大導(dǎo)致在旋進(jìn)過(guò)程中密封圈與密封面產(chǎn)生摩擦很容易導(dǎo)致密封圈的破損,進(jìn)而導(dǎo)致氣箱漏氣,所以遇到類似這種緊固方式的密封件必須在密封圈上涂抹一層硅脂以降低密封圈與內(nèi)外密封面的摩擦力,從而達(dá)到保護(hù)密封圈在相對(duì)轉(zhuǎn)動(dòng)過(guò)程中不被破壞。
3.2.5 高低溫引起密封失效
成套環(huán)網(wǎng)箱多用于戶外環(huán)境對(duì)環(huán)網(wǎng)箱內(nèi)部的環(huán)網(wǎng)柜及各零部件均有著影響,其中低溫環(huán)境對(duì)密封圈密封性能的影響較大,低溫會(huì)導(dǎo)致大部分橡塑材料降低或散失彈性進(jìn)而失去密封作用引起氣箱漏氣。針對(duì)該類問(wèn)題應(yīng)在設(shè)計(jì)產(chǎn)品時(shí)結(jié)合產(chǎn)品轉(zhuǎn)運(yùn)、運(yùn)行環(huán)境的溫度選擇能滿足使用要求的密封圈以避免環(huán)境溫度變化對(duì)密封圈密封可靠性的影響。常用O 型密封圈材料及其適用范圍見(jiàn)表2。

表2 常用O 型密封圈材料及其適用范圍
4 結(jié)語(yǔ)
環(huán)網(wǎng)柜氣箱的密封可靠性需要從多個(gè)環(huán)節(jié)進(jìn)行控制。首先,在設(shè)計(jì)階段應(yīng)結(jié)合密封圈使用工況以及環(huán)網(wǎng)柜運(yùn)行環(huán)境選擇相應(yīng)材料的密封圈并通過(guò)密封圈的壓縮量設(shè)計(jì)密封槽確保密封圈壓縮量得到保障。其次,焊接加工階段應(yīng)選擇合適的焊接參數(shù)并對(duì)零件焊接面進(jìn)行焊前處理工作以避免焊縫存在氣孔、夾渣、未熔合等現(xiàn)象;同時(shí)在焊后應(yīng)對(duì)密封面位置進(jìn)行打磨處理避免殘留焊渣導(dǎo)致密封件的破損并失效。再次,裝配階段應(yīng)確保所有密封件的完整無(wú)損并在裝配過(guò)程中應(yīng)注意對(duì)氣箱、密封件等密封面的防護(hù)避免沾染雜物,且在裝配過(guò)程中應(yīng)盡可能避免密封圈與密封面發(fā)生相對(duì)位移,如無(wú)法避免應(yīng)添加適當(dāng)?shù)墓柚瑵?rùn)滑盡可能降低滑動(dòng)的摩擦力確保名密封圈不發(fā)生破損。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07