民機結構綠色維修技術應用與發(fā)展
2023-07-29 03:04:08王芳麗劉凱潘微童明波
航空學報 2023年11期
王芳麗,劉凱,潘微,童明波,*
1.金陵科技學院 機電學院,南京 211169
2.南京航空航天大學 航空學院,南京 210016
自21 世紀初以來,民機維護保養(yǎng)、維修和大修(Maintenance,Repair and Overhaul,MRO)全球市場一直穩(wěn)步增長,航空咨詢機構國際航空局(IBA)2020 年調查數(shù)據顯示全球航空業(yè)MRO 需求達到了900 億美元,其中北美地區(qū)占25%,中國占比大約9%。根據《航空周刊2020 商業(yè)機隊和MRO 預測》,中國商用機隊將從2020 年的4 315 架增長到2029 年的5 970 架,按定值美元計算,商用飛機未來10 年期的MRO 市值將達到1 096 億美元[1]。航空產品結構系統(tǒng)復雜、價格昂貴,對安全性、舒適性和可靠性要求高,目前美國聯(lián)邦航空管理局(Federal Aviation Administration,F(xiàn)AA)、歐洲航空安全局(European Aviation Safety Agency,EASA)以及加拿大交通部民用航空局(Transport Canada Civil Aviation Authority,TCCA)均要求民機營運人按照“以可靠性為中心”的MSG-3 的標準來編制航空器初始的維修大綱;針對運輸類大飛機ARJ21、C919、MA600,通勤類飛機Y12F,直升機AC311、AC312、A313等,中國在 CCAR23、CCAR25、CCAR27、CCAR29 民用規(guī)章中均采用MSG-3 的方法來制定航空器的初始維修大綱。
各國政府環(huán)保政策和適航規(guī)章都對民機排放、節(jié)能提出了越來越嚴格的要求。民用飛機的安全使用壽命是由符合適航規(guī)定的嚴格、精細、科學的維護流程和修理技術來保證的。但是傳統(tǒng)的民機維修由于沒有考慮機體結構及系統(tǒng)組件在維修過程中所造成的環(huán)境污染以及資源不合理利用等問題,往往會導致大量的資源浪費和環(huán)境污染,甚至給維修人員帶來職業(yè)傷害。機體結構在拆卸、零部件清洗、修復以及其他附加燃燒、加熱等維修過程中所使用的維修設備、維修場所都可能成為污染源,污染大氣、水體、土壤及人身輻射危害。因此迫于資源和環(huán)境的巨大壓力,綠色維修無論從經濟角度還是從環(huán)境和社會角度,均符合國家可持續(xù)發(fā)展戰(zhàn)略。民機綠色維修是采用先進的技術和工藝設備,以最少的資源和能源消耗,在避免污染環(huán)境、廢棄物產生量最小化的條件下的維修;是基于社會可持續(xù)發(fā)展理念和科學發(fā)展觀,高效、優(yōu)質、低耗、無污染的維修;是故障概念和全系統(tǒng)、全壽命、全費用概念的拓展。
新技術、新戰(zhàn)略、新解決方案出現(xiàn)極大地改變MRO 的維修理念和執(zhí)行方式,因此需要采用新材料、新技術、新工藝、先進的損傷檢測和評估技術以及大數(shù)據和數(shù)字化集成平臺等提高維修效率、準確性、可靠性、安全性,節(jié)約資源和能源,減少廢棄物和環(huán)境污染,實現(xiàn)可持續(xù)發(fā)展。
1 新材料、先進涂層以及綠色清洗技術
1.1 新材料技術
材料作為航空業(yè)發(fā)展的基石,各國對新材料的研究都十分重視,在民機維修中材料的選擇應滿足市場需求、法律要求、成本和環(huán)境可持續(xù)性要求。目前,復合材料、鋁鋰合金、鈦合金、無害清洗劑、環(huán)保涂層等材料的性能和技術應用不斷發(fā)展,應用也越來越廣泛。
輕質高強度新材料在航空維修上應用的比例越來越大,新材料的使用可以進一步降低飛行器重量,飛行能耗,提升飛行器可靠性,減少檢修次數(shù)。例如復合材料在飛機總材料中的比例逐步提高,已成為衡量飛機結構先進性的重要指標。國內外主要民機型號中復合材料占比如表1 所示,其中空客A350 是世界上應用復合材料比例最高的飛機,比例占總材料的52%[2]。
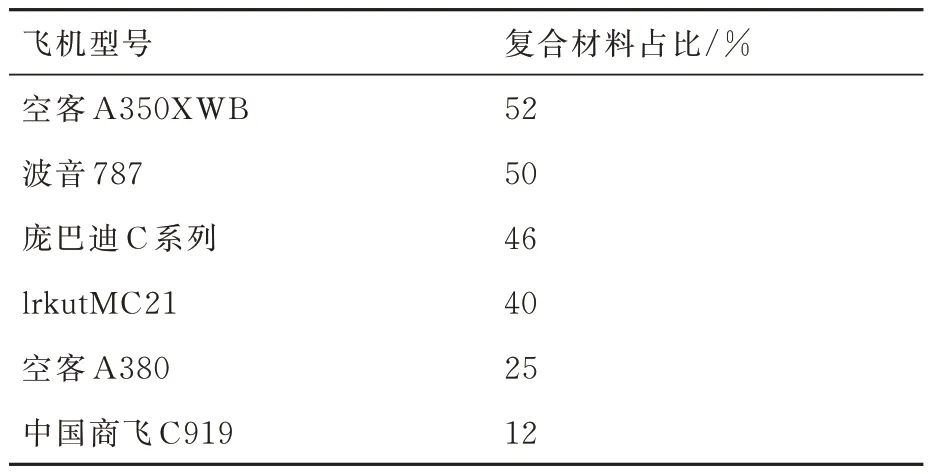
表1 各型飛機中復合材料占比Table 1 Proportion of composite materials in various types of aircraft
鋁鋰合金是近20 多年來航空金屬材料中發(fā)展迅速的一個領域。鋁鋰合金的發(fā)展大致分成4個階段:第1 階段為初步發(fā)展階段,1957 年美國Alcoa 公司成功研發(fā)了2020 合金[3],應用于海軍RA-5C 軍用預警機的機翼蒙皮和尾翼水平安定面上,獲得了6%的減重效果。第2 階段為繁榮階段,從20 世紀60~80 年代,鋁鋰合金得到了迅猛發(fā)展,成功研制了低密度型、中強耐損傷型和高強型等一系列較為成熟的鋁鋰合金產品。20世紀90 年代后,鋁鋰合金進入廣泛發(fā)展應用的第3 階段即新型鋁鋰合金,相比第2 代合金,第3 代新型合金的Li、Mg 元素含量下降,增加Ag 等固溶強化合金元素,具有耐損傷、低各向異性、耐腐蝕以及相對高的性價比等優(yōu)良性能。2009 年,鋁鋰合金進入第4 發(fā)展階段,第4 代不僅具有第3 代鋁鋰合金的優(yōu)良性能,還具有更高的靜強度和斷裂韌性,在民機研制和修理中得到進一步的應用。據C919 大型客機總設計師吳光輝介紹,國產C919 大型客機采用第3 代鋁鋰合金,其機體結構重量占比達7.4%,獲綜合減重7%的收益,在國際上屬于領先水平。
鈦合金具有比強度高、疲勞壽命長、耐腐蝕性好、耐高溫、與復合材料強度、剛度匹配良好等優(yōu)點,已成為當代航空業(yè)主要結構材料之一,可被用于制作飛機發(fā)動機壓氣機、風扇盤件和葉片等重要部件。在各類飛機結構用材中,鈦合金都占到了相當大的比例,例如民機中,波音777、波音787、空客A340、空客A380 中鈦合金用量也分別達到了7%、15%、6%以及10%[4];軍用飛機中美國第四代戰(zhàn)斗機F-22 中鈦合金的用量達到了40%以上,可見鈦合金已成為航空工業(yè)發(fā)展中不可或缺的材料之一。隨著“大飛機”等項目的系列化與持續(xù)推進,未來中國航空用鈦合金的需求也將會有較大程度的增長。
在民用飛機領域,復合材料、鋁鋰合金和鈦合金在機體材料中占比最高可達52%、8%[5]和15%[6],既減少了結構重量,又滿足強度、耐腐蝕、疲勞等要求。波音787 客機應用了玻璃纖維、鈦合金、碳纖維和碳夾層復合材料,其中復合材料、鈦合金占比分別為50%、15%,如圖1 所示。中國國產大飛機C919 復合材料、鋁鋰合金、鈦合金占比分別為12%、7.4%、9.3%。
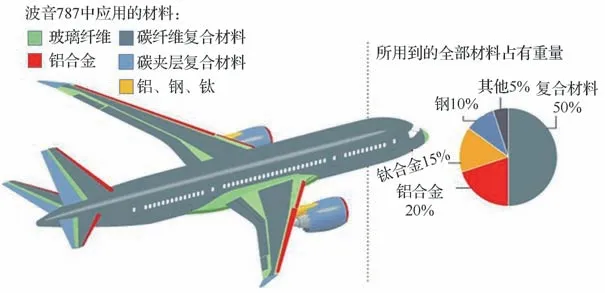
圖1 波音787 中各新材料所占比例Fig.1 Proportion of new materials in Boeing 787
1.2 先進綠色涂層技術
傳統(tǒng)的飛機涂層需要底層(底漆),飛機金屬蒙皮底漆主要是鋅黃環(huán)氧聚酰胺底漆和鋅黃聚氨酯底漆[7],雖然這類底漆具有優(yōu)異的抗腐蝕性能,但其主要成分為二甲苯及其異構體混合物、丁醇、異丁醇、甲苯、三甲基苯、甲基乙基異丁酮等有機物,會對生物和環(huán)境造成一定危害[8]。無底層涂層是一種不需要底漆的涂層材料,可大幅度減少對環(huán)境的污染。同時隨著世界范圍內對環(huán)保問題的重視及航空綠色涂料的發(fā)展,對環(huán)境友好的航空涂料應運而生,如不含鉛和鉻等重金屬的防腐蝕涂料、高固體分或低揮發(fā)性有機化合物(Volatile Organic Compounds,VOC)涂料以及水性涂料。不含重金屬的防腐蝕涂料中重金屬含量減少,可降低對環(huán)境的污染及對人體的傷害。高固體分涂料一般固體成份大于70%[9],這種涂料使用少量甚至不使用有機溶劑,從而降低了環(huán)境污染及有毒氣體的排放,提高了涂裝的效率,是一種重要的環(huán)境友好型涂料。水性涂料主要包括水性丙烯酸樹脂型、環(huán)氧樹脂型、聚氨酯型、水性無機富鋅涂料、有機硅水性涂料、水性光固化涂料等[10]。水性涂料利用水替代有機溶劑作為分散介質,毒性低、污染少,此外還具有耐沾污、阻燃、裝飾性好等優(yōu)點。
除了對涂層要求滿足綠色、環(huán)保之外,涂層涂覆或噴涂技術也要滿足綠色化的要求。主要有電刷鍍技術、高速電弧噴涂技術、噴鋅工藝和激光熔覆技術等。電鍍刷技術利用電場力的作用使刷鍍液中的金屬離子遷移到工件表面并還原成金屬原子,從而在工件表面形成鍍層。電鍍刷技術設備具有靈活、輕便、鍍積速度快、對環(huán)境污染少、節(jié)能節(jié)材、省水省電等一系列優(yōu)點。高速電弧噴涂技術是將電弧作為熱源,通過特殊的噴管將高壓氣體加速噴出,并將霧化后的金屬粒子高速噴涂到工件表面形成致密層的噴涂技術。高速電弧噴涂技術經濟性好、圖層組織致密、通用性強,經過此技術噴涂后的零部件耐高溫、防腐蝕、耐磨蝕性能顯著增強。使用噴鋅工藝代替?zhèn)鹘y(tǒng)的高強度鋼的鍍鎘工藝,鍍層硬度更高、耐蝕性更好,且噴鋅工藝污染小、環(huán)保性更好[11]。激光熔覆技術是利用大功率、高能量激光束使修復件表面金屬微熔,同時使金屬表面預置或同步送置的合金粉劑完全熔化,經激光掃描后合金迅速凝固,從而獲得與零件基體完全結合的致密熔覆層。激光熔覆修復技術[12]是一項能夠降低成本、減少資源和能源的消耗降低環(huán)境污染,優(yōu)質、高效、環(huán)保的綠色維修技術。
在飛機涂料領域,國外航空涂料生產商向著涂料綠色環(huán)境友好化發(fā)展。水性涂料作為綠色環(huán)保涂料已經被發(fā)達國家用于飛機底漆、色漆以及機艙內涂料,而國內雖然水性化技術經歷了20多年的發(fā)展,技術已經成熟,但涂料性能與溶劑型涂料還存有較大差異,因此國內水性涂料的應用與國外還存有一定差距。
1.3 綠色清洗技術
零部件清洗一直是飛機維修中的一道重要工序,對零部件的清洗可以有效去除零部件中的污垢、灰塵并減緩零部件的銹蝕和磨損。傳統(tǒng)航空維修零部件清洗,通常使用大量的溶劑型清潔劑,其中的揮發(fā)性化合物在常溫下容易揮發(fā)成為氣態(tài)物質,影響環(huán)境和員工的健康。綠色維修要求清洗零部件時采用的是不會產生對人體和環(huán)境有害的清洗劑,在清洗過程中可以有效地節(jié)省水資源,并對所清洗的設備、設施不造成損害、達到國家環(huán)保行業(yè)標準的綠色清洗技術。
目前飛機上所使用的飛機清洗劑主要有2 類:溶劑型清洗劑和水基型清洗劑。溶劑型清洗劑是指不含有水或者不以水為主體的溶液型或者氣霧型清洗劑,主要包括芳烴類、烷烴類、氟代類、氯代烴、溴代烴、醇醚類等。基于綠色維修的需要,這些類型的溶劑可以由基于乳酸鹽的成分替代。這是因為乳酸鹽基脂具有以下幾個優(yōu)點:不易揮發(fā)、無毒性、不會破壞臭氧、容易生物降解。新型水基型清洗劑是以水溶性表面活性劑為主,水基型清洗劑主要包括助洗劑、螯合劑、緩蝕劑、消泡劑、調味劑、增溶劑等[13]。近年來,隨著人們對環(huán)保問題越來越重視,研發(fā)出了各類環(huán)保型水基清洗劑如圖2 所示,主要有:可生物降解型、無磷型、低泡型。其中可生物降解型水基清洗劑不僅具有良好的脫脂去垢作用、緩蝕作用,而且具有較好的可生物降解性,不會對環(huán)境造成污染。無磷型水基清洗劑采用馬來酸酐-丙烯酸共聚物的鈉鹽、4A 沸石作為含磷化合物的替代品[14],減少磷的含量,可防止水體富營養(yǎng)化。低泡型水基清洗劑則是通過減少氣泡的產生來提高清洗效率,降低維修成本。
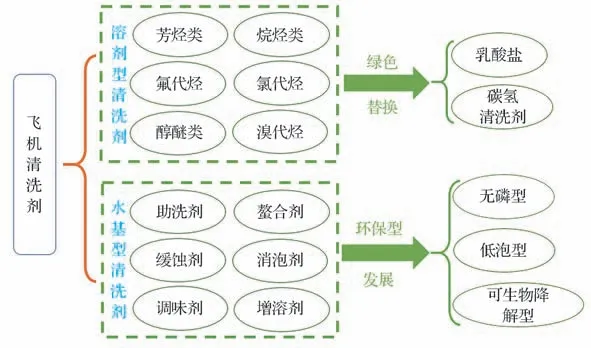
圖2 環(huán)保型清洗劑綠色發(fā)展方向Fig.2 Classification of environmentally-friendly cleaning agents
綠色維修不僅要求使用清洗劑的綠色化,還要求清洗技術滿足環(huán)保、綠色的要求。傳統(tǒng)的清洗方式有溶劑清洗、熱水噴洗、蒸汽清洗、化學清洗劑清洗、高壓或常壓噴洗、電解清洗以及氣相清洗等。近年來,隨著中國對環(huán)保的重視,清洗技術開始朝著綠色化方向發(fā)展,于是出現(xiàn)了一系列新型清洗技術,如在維修過程中,采用超聲波清洗代替?zhèn)鹘y(tǒng)的零部件溶劑清洗,超聲波清洗的原理是利用超聲波在液體中引起的超聲空化作用[15],在液體或固體表面產生高速微射流腐蝕或沖刷固體表面的污垢、去除污層,從而達到清洗效果。超聲清洗技術減少清洗用化學溶劑的用量,從而大大降低環(huán)境污染,并且超聲清洗具有適用范圍廣、清洗效果好、對深孔、細縫和工作隱蔽處亦能清洗干凈等優(yōu)點。同時,采用以水為介質、不添加任何化學物質的高壓水射流清洗技術可以清洗形狀和結構復雜的零部件,比一般清洗方法效果好、節(jié)水、效率高、成本低,而且不會損壞和腐蝕被清洗物體基體、不污染環(huán)境。對于機身外表,采用激光除漆的先進工藝,用高能激光束照射工件表面,使表面的污垢、銹斑發(fā)生瞬間蒸發(fā)或剝離,從而快速有效清除表面附著物,實現(xiàn)清洗效果,這大幅降低人工成本、降低能耗,極大減少環(huán)境污染。還有高壓干冰顆粒去漆、吹沙(塑料顆粒、麥粒作為吹沙媒介,重復循環(huán)使用)去除漆層。干冰顆粒的磨削和沖擊使污垢從被清洗表面以固態(tài)形式被剝離,達到了清除污垢的目的。對于飛機外部表面、傳統(tǒng)的水洗飛機可改為采用無水清潔(拋光打蠟)的方式進行清洗,既能有效清潔飛機表面,也能滿足節(jié)水、高效、不污染環(huán)境的環(huán)保要求,是一種綠色的清洗方式。
在綠色清洗劑方面,國外ZIP-CHEM、Cee-Bee 等公司開發(fā)了多種類型的水基清洗劑,強大的去污防腐蝕效果使得其產品在波音公司和空客公司中得到了廣泛應用。中國隨著國家和地方政府飛機產業(yè)相關標準和規(guī)定的出臺,水基型清洗劑將在飛機產業(yè)得到更大范圍的推廣。
通過對復合材料、鋁鋰合金、鈦合金新材料技術;涂層材料、涂層涂覆、噴涂技術先進涂層技術;綠色清洗劑及清洗技術的應用現(xiàn)狀分析,新材料、先進涂層以及綠色清洗手段可減少飛機的能耗及維修成本,也能滿足維修及環(huán)保的要求,是實現(xiàn)綠色維修的重要技術。
2 先進無損檢測及評估技術應用
2.1 無損檢測技術
為了對飛機結構進行及時維護和維修,無損檢測(Non-Destructive Testing,NDT)通常用于評估結構完整性,進行損傷檢測、定位和大小確定而不造成檢查損壞。常規(guī)的檢測方法主要有目視檢測、超聲檢測、聲發(fā)射、射線檢驗、磁粉檢測、滲透檢測和渦流檢測等。隨著綠色制造、綠色材料技術的發(fā)展,提出了綠色無損檢測的概念,即在不實施破壞的同時還應當具有不對材料或者結構造成二次污染的無損檢測方法。綠色NDT 的3 個元素為無污染或低污染、低功耗和服務于綠色產業(yè),根據此條件各檢測方法的相對綠色程度由高到低依次為:目視、聲發(fā)射、渦流、超聲、著色滲透、射線和磁粉探傷,其綠色發(fā)展方向如表2 所示。
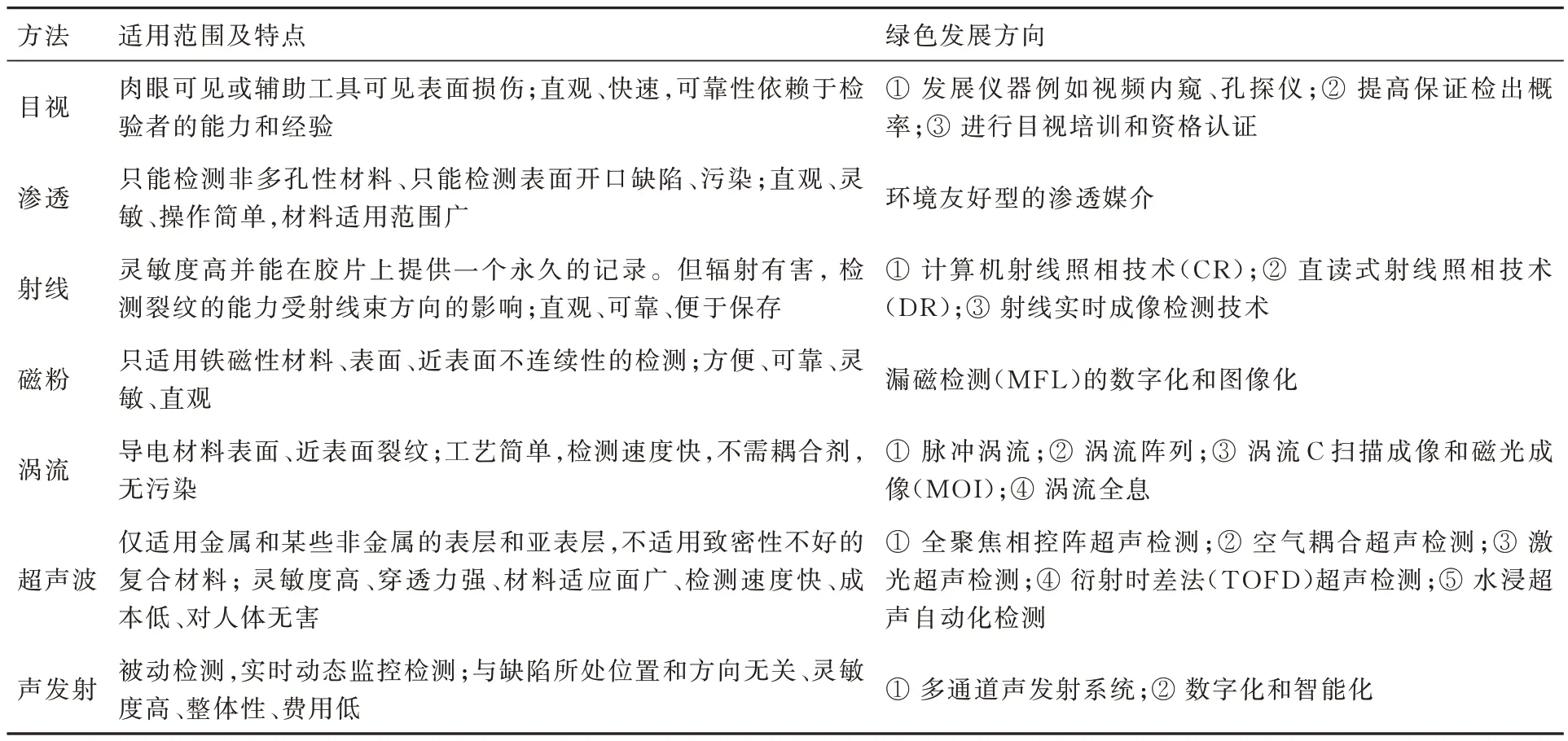
表2 傳統(tǒng)無損檢測方法綠色發(fā)展方向Table 2 Green development trend of traditional nondestructive testing methods
傳統(tǒng)滲透液含有熒光添加劑、污染環(huán)境,因此滲透檢測應采用環(huán)境友好型的滲透媒介,開發(fā)低污染或者基本無污染的滲透液,目前已有使用無色透明的表面滲透劑,采用光的折射效應來發(fā)現(xiàn)缺陷。傳統(tǒng)X 射線檢測需要消耗品(膠片、有毒化學品和適當處理化學廢物)、暗室設備和人工處理,這不僅費時,而且比數(shù)字系統(tǒng)需要更多的輻射。計算機射線照相技術(Computed Radi‐ography,CR)、直讀式射線照相技術(Digital Ra‐diography,DR)和射線實時成像檢測技術具有更大的動態(tài)范圍、更高的輻射靈敏度、要求更低的輻射劑量和更短的曝光時間,符合綠色、環(huán)境保護理念是未來的發(fā)展方向。磁粉檢測隨著漏磁檢測技術的進步和檢測靈敏度的提高,更容易實現(xiàn)智能檢測和可視檢測,將來由其代替或者部分代替。渦流工藝簡單,檢測速度快,不需耦合劑,無污染,未來發(fā)展方向為脈沖渦流、渦流陣列、渦流C 掃描成像和磁光成像(MOI)和渦流全息。超聲波檢測對人體無害,傳統(tǒng)的復合材料超聲穿透法(Ultrasonic Penetration Method,UPM)分層檢查,需要使用流水作為耦合劑,新一代的采用空氣耦合的TTU 檢查方法,大幅提高生產效率,降低勞動強度,降低能耗。未來的發(fā)展方向為全聚焦相控陣超聲檢測、空氣耦合超聲檢測、激光超聲檢測、衍射時差法超聲檢測和水浸超聲自動化檢測等。聲發(fā)射檢測(Acoustic Emission Testing,AET),可以檢測疲勞裂紋、纖維斷裂、基體微裂紋、界面脫粘和分層等。它適用于實時動態(tài)監(jiān)控檢測,對擴展的缺陷有很高靈敏度,并且缺陷所處位置和方向不影響檢測效果,聲發(fā)射系統(tǒng)進入了數(shù)字化和智能化時代。
另一方面對目前新型復合材料的檢測需求,發(fā)展起來了高效率、高可靠性、實時、直觀、綠色環(huán)保先進無損檢測技術,如空氣耦合超聲檢測技術、紅外熱像技術、數(shù)字射線技術、太赫茲檢測技術、激光超聲檢測技術、散斑干涉技術、結構健康監(jiān)測技術及多技術融合的新型檢測技術等。
空氣耦合超聲檢測技術有非接觸、良好的檢測分辨率、易實現(xiàn)自動化、適合原位檢測和技術較成熟等優(yōu)點,該檢測技術發(fā)展非常迅速,已被證明是檢測與評價纖維增強復合材料、蜂窩夾芯/泡沫夾芯結構材料、金屬、耐高溫陶瓷材料等質量的有效手段[16]。在航空航天新型復合材料檢測中得到應用,實現(xiàn)了波音737 機翼、A320 副翼、波音737 尾翼、黑鷹直升機旋翼、泡沫夾芯材料及相應構件的檢測[17-18]。紅外熱成像技術具有適用范圍較廣、檢測速度快、檢測面積大、可以直觀缺陷的位置與程度、定量可測量深度、不需耦合劑、無污染分辨率高等優(yōu)點,適用于表面及近表面缺陷,蒙皮皮下缺陷[19]。由于水比熱較高,航班剛剛落地后的30 min 內,使用紅外錄像檢查飛機外表,確定飛機復合材料結構內部是否進水損傷,效率高,不需要消耗額外能量。美國GE、波音、洛克希德、NASA 等已將紅外熱像技術作為重要檢測手段應用于實際生產,ASTM 已制定脈沖紅外熱像檢測標準和航空航天復合材料無損檢測指南。數(shù)字射線技術包括成像技術(CR和DR)和實時檢測技術。隨著計算機圖像處理技術和大數(shù)據平臺的快速發(fā)展,射線檢測技術正在向數(shù)字化、智能化、高效化更新?lián)Q代和技術升級。國外對飛機結構的機身和起落缺陷進行了X射線誘發(fā)聲學計算機斷層掃描(XACT)可行性研究[20],另外利用數(shù)字射線照相技術對光學成像進行了研究,確定了輻射能量的選擇準則[21]。太赫茲波(THz)對泡沫、陶瓷、復合材料等非金屬、非極性材料具有更高的分辨率和更好的穿透性。太赫茲檢測技術提供了多尺度、更全面的信息來檢測和揭示復合材料多相和多層特性的內部結構和損傷。美國空軍研究實驗室(AFRL)、空客、美國陸軍研究實驗室和NASA 等歐美發(fā)達國家機構正大力發(fā)展基于太赫茲的飛機涂層檢測技術,并已將其用于實際檢測中[22]。國內側重于理論研究,還未能夠制造出太赫茲涂層檢測系統(tǒng)。高分辨太赫茲成像、高速和大面積太赫茲無損檢測系統(tǒng)已成為太赫茲技術航空航天應用的重要發(fā)展方向。激光超聲檢測技術具有適于微小缺陷、檢測速度快、大型及復雜形狀構件、遠程在線等優(yōu)點。洛克希德·馬丁公司已采用Laster UT激光超聲檢測系統(tǒng)對F-22 復合材料進氣道、聯(lián)合攻擊戰(zhàn)斗機(Joint Strike Fighter,JSF)機翼傳力結構等部件進行檢測,提高了檢測效率。iPhoton公司的iPLUS 大型機器人激光超聲檢測系統(tǒng),已應用于新一代大型客機A380、A350XWB 等機型復雜結構復合材料構件的自動快速檢測。散斑干涉技術檢測速度快、通用性強、測量簡便、自動化程度高、靈敏度高。英國Ealing 公司的VIDISPEC、美國Newport 公司的HC-4000[23]、德國Ettemeyer 公司的Lster Shearography 系統(tǒng)已在航空航天領域得到應用。美國Pratt &Whittney 公司的Q830 系統(tǒng)被列入PW 系列發(fā)動機維護與大修的檢測規(guī)范,并被美國聯(lián)邦航空委員會認定為飛機輪胎的強制性檢測與評價手段,且可用于噴氣發(fā)動機部件研磨密封裝置的脫粘缺陷檢測、火箭外殼材料粘接質量的在線檢測、直升機復合材料旋翼檢測等[24]。中國科學技術大學研制出便攜式激光剪切散斑干涉系統(tǒng)用于飛機整機疲勞裂紋的現(xiàn)場監(jiān)測[25-26]。結構健康監(jiān)測技術(Structural Health Monitoring,SHM)是通過在結構上布置傳感器網絡,獲取結構狀態(tài)與載荷變化、操作以及服務環(huán)境等信息,揭示結構損傷與結構劣化的無損檢測技術,它集智能傳感元件、數(shù)據采集和實時處理、結構損傷識別、健康診斷與預測等軟硬件系統(tǒng)于一體,可實時提供結構損傷或狀態(tài)信息,空客和波音已經將其應用作為飛機安全性的一個重要標志。聲發(fā)射損傷監(jiān)測、智能涂層裂紋監(jiān)測技術、基于應力應變分析的應變監(jiān)測技術、光纖傳感器應變監(jiān)測技術與壓電傳感器損傷監(jiān)測技術是健康檢測重點發(fā)展方向。多技術融合的新型檢測方法,探索多技術融合的新型混合檢測技術可以實現(xiàn)優(yōu)勢互補,提高檢測效率和可靠性,是未來無損檢測技術發(fā)展的新趨勢。由激光脈沖發(fā)生器激勵出超聲波,電磁超聲換能器(EMAT)接收的組合技術可應用于裂紋及材料厚度的檢測[27];用激光激勵超聲波,空氣耦合超聲換能器接收的檢測方法可應用于復合材料表面缺陷檢測[28];空氣耦合超聲換能器激勵出聲波使閉合性裂紋區(qū)域產生摩擦熱,通過紅外熱像儀探測缺陷的方法可應用于裂紋缺陷的檢測[29];新發(fā)展的電磁紅外熱像技術根據板中裂紋缺陷改變渦電流流向來實現(xiàn)缺陷分析,同時將脈沖相位法和鎖相法應用于電磁紅外檢測,可提高檢測可靠性[30]。
先進無損檢測方法減少人體危害、環(huán)境友好,同時減少檢查時間、加快維護操作、降低維修成本,易實現(xiàn)檢測過程數(shù)字化、檢測結果圖像化和信息化。因此隨著物聯(lián)網、大數(shù)據、云計算、人工智能、機器人等新興技術的發(fā)展,無損檢測從傳統(tǒng)技術向無損綠色檢測、云檢測、智能檢測、遠程狀態(tài)監(jiān)測等新興技術發(fā)展帶來新的挑戰(zhàn)和機遇。
2.2 結構維修疲勞/損傷容限評估技術
疲勞/損傷容限評估技術隨著設計思想及維修方法不斷發(fā)展變化而完善。結構維修快速和高可靠性的疲勞/損傷容限評估可以減少對檢測硬件設備的依賴,不受物理空間及外場的限制,從而達到低成本維修要求。
飛機結構維修計劃主要目的是在飛機使用周期中,以最經濟有效的方式,去維持原有適航性,降低維修人力與成本,保證飛機的安全。飛機在取得型號合格證(Type Certificate,TC)之前,必須完成損傷容限評估。損傷容限成為航空結構的主要設計理念,它允許減輕重量,同時提高可靠性和結構完整性。結構耐久性評估主要是疲勞壽命評估,具體包括細節(jié)疲勞額定值(De‐tail Fatigue Rating,DFR)和疲勞許用值、疲勞可靠性方法、疲勞驗證試驗等。波音商用飛機損傷容限系統(tǒng)20 世紀80 年代應用于757 和767 第2 代飛機設計[31],飛機維修時間第2 代比第1 代寬體和標準機身呈數(shù)量級顯著減少。空客1992 年用維修設計審批表(Repair Design Approval Sheet,RAS)批準的結構修理方案和對改裝結構的修理方案均滿足損傷容限要求,2008 年新增并加入結構修理手冊(Structural Repair Manual,SRM)的結構修理方案和對改裝結構的修理方案均滿足損傷容限要求,2010 年起陸續(xù)將2008 年之前已存在于SRM 手冊的結構修理方案的損傷容限評估結論納入SRM 手冊。隨著飛機老齡化,適航當局越來越重視廣布疲勞損傷(Wide Fatigue Dam‐age,WFD)問題,為此FAA 頒布了132 修正案,明確要求開展相關評定,并必須用全尺寸疲勞試驗證明在有效性限制(Limit of Validity,LOV)周期內不會發(fā)生WFD。波音、空客、龐巴迪等根據其設計經驗和機隊服役數(shù)據,擴展原來的耐久性/損傷容限評估系統(tǒng)形成了適用于特定機型的WFD 敏感結構工程評估方法。波音公司的損傷容限標準也被用于707、727、737 和747 飛機老化項目的補充檢查文件。
飛機綠色維修疲勞/損傷容限評估流程如圖3 所示,首先是確定疲勞載荷譜、典型重要結構(Significant Structural Item,SSI)區(qū)域、數(shù)據庫和適航要求。載荷譜包括飛行載荷、地面載荷及座艙加壓載荷,從相同類型飛機飛行測試(包括滑行、空中操作、陣風及著陸)記錄中獲取載荷數(shù)據。高載截取,低載截除不會造成結構損壞的較小應力,得到飛機重心過載譜,再獲取SSI 典型區(qū)域的應力載荷譜。SSI 典型區(qū)域通過靜力和疲勞/損傷容限分析、損傷檢測、全機疲勞試驗、類似結構服役數(shù)據或服役期間容易受到意外損害的結構區(qū)域等確定。通過元件試驗獲得分析所需要的疲勞/斷裂材料性能參數(shù)。與疲勞/損傷評定相關的CAAC、FAA 適航規(guī)章、修正案、咨詢通告主要有:CCAR-25R4§25.571、FAA 25-132 修正案、AC 25.571 和AC 120-104。然后進行疲勞和損傷容限評估:SSI 結構分為小范圍局部損傷結構和大范圍損傷(WFD 敏感)結構。小范圍局部損傷結構采用傳統(tǒng)的疲勞壽命分析、剩余強度分析、裂紋擴展分析。疲勞壽命由于有較大的分散性,一般采用概率疲勞壽命,波音和國內各航空廠所推薦使用DFR 方法,95%的可靠性水平,95%的置信區(qū)間,波音提供了不同設計參數(shù)的綜合修正因子庫,如細節(jié)類型、載荷傳遞量、緊固系統(tǒng)、表面光潔度和材料合金類型。剩余強度選擇凈截面判據、表觀斷裂韌性準則和彈塑性有限元法等計算結構所承受的最大載荷或臨界裂紋長度。裂紋擴展分析采用歸一化損傷模型計算裂紋擴展壽命。WFD 敏感結構評估的區(qū)別:在進行疲勞壽命分析時,由于是多條裂紋開裂,要考慮到多條裂紋的萌生壽命和開裂順序,在分析中引入WFD 門檻值因子進行保守評估;進行剩余強度分析時,由于多條裂紋同時擴展,剩余強度急劇下降,需要新的破壞判據裂紋尖端張開角或張開位移準則、韌帶屈服準則、韌帶平均應力準則和韌帶平均位移準則等來判別;進行裂紋擴展分析時,多裂紋擴展到一定長度后會相互影響加速裂紋擴展,因此對應力強度因子增加相互影響因子系數(shù)進行多裂紋擴展分析。將剩余強度和疲勞裂紋擴展評估與基于服務的裂紋檢測數(shù)據相結合,以生成機隊檢測方法(目視檢查和無損檢測)、檢查間隔、裂紋長度、檢測水平的檢測可靠性。其數(shù)據使操作人員可以自由地以任何需要的方式對其維護程序進行定量調整,只要保持損傷檢測所需的可靠性即可。最后根據疲勞/損傷容限分析結果確定疲勞壽命和裂紋擴展壽命以確定首次檢查時間和檢查間隔;對于老齡飛機需要確定WFD 的平均行為、檢查起始點ISP、結構維修點SMP 以及檢查間隔,建立LOV,在此基礎上制訂飛機維修檢查大綱。
空客、龐巴迪形成了成熟完善的內部航空疲勞分析方法,波音開發(fā)了包括WFD 敏感結構標準化的耐久性和損傷容限軟件評估系統(tǒng),并已成功應用在第2 代機757、767 及之后的型號結構設計改進中,大大縮短了設計時間和設計變化數(shù)量。國內民機也通過C919、AG600、ARJ21 等大型商業(yè)飛機發(fā)展了自主知識產權的航空疲勞分析方法和軟件工具,編寫了飛機結構疲勞試驗加速方法、機翼機身對接典型結構長壽命設計分析和廣布疲勞損傷指南等,開發(fā)了HAJIF 軟件、用于構件或部件疲勞/損傷容限、廣布疲勞損傷確定性和可靠性壽命預測的分析計算程序、起落架結構三維有限元應力分析程序系統(tǒng)及耐久性與損傷容限分析軟件包等。但中國關于耐久性和損傷容限標準化的制訂、自主知識產權的軟件開發(fā)、數(shù)據庫(疲勞/斷裂材料性能數(shù)據、S-N曲線、全機疲勞試驗數(shù)據、機隊損傷數(shù)據、拆解數(shù)據等)建立、高可靠性無損檢測設備等和歐美國家相比還有很大差距,需要進一步發(fā)展先進的無損檢測和評估技術,提高損傷檢出概率,進行快速分析評估,降低維修成本,為綠色修理提供技術支持。
3 區(qū)塊鏈、5G+AR 遠程、大數(shù)據及數(shù)字孿生技術
3.1 數(shù)字化維修記錄及區(qū)塊鏈技術
出于安全方面考慮,航空業(yè)需要在商用飛機的使用年限內生產、控制和維護大量的紙質維修記錄,平均而言,一架商用飛機的生命周期為20年,每架飛機每年產生1~3 萬頁的維護記錄。傳統(tǒng)的飛機維修記錄、工作單卡,適航當局要求維修人員每個工作步驟都需要工作者和檢驗人員簽名確認。因此如果采用數(shù)字化的飛機維修文件資料和電子簽名可以使流程更加簡化、清晰,無多余數(shù)據輸入,不容易出錯,加速信息的提供和傳遞,也可以節(jié)省大量紙張、環(huán)境資源、時間和金錢,大幅降低能耗。漢莎技術與FLYdocs 公司達成了合作協(xié)議從文檔和匹配的記錄中自動提取所有與維修任務相關的數(shù)據,提升維修效率。FL 技術公司與客戶合作,將所有的持續(xù)適航數(shù)據存儲在云服務器上,運營商可根據需要隨時查看實時數(shù)據,縮短飛機的停場周期[32]。
FAA 在咨詢通告AC43-9C 要求民機需要全壽命周期內,保證所有零部件具備追溯性,在維修記錄數(shù)字化過程中,由于飛機備件管理的復雜性和缺乏組織間的信息系統(tǒng)來準確地跟蹤和追蹤飛機備件,航空供應鏈并不像預期的那樣透明,同時還面臨著信息同步、數(shù)據訪問和安全方面的限制問題。從民機投入使用開始,所有維修、銷售、裝機、拆卸,為了實現(xiàn)實時、準確和完整的飛機備件定位、所有權和狀態(tài)跟蹤,采用區(qū)塊鏈技術,就能從根本解決這些問題,還能保證拆機零部件的合法來源。區(qū)塊鏈技術是一個去中心化的數(shù)據庫,由多方共同維護,使用加密技術保護傳輸和訪問安全,能夠實現(xiàn)數(shù)據一致存儲、難以篡改、防止抵賴[33]。基于區(qū)塊鏈的各參與方信息流如圖4[34]所示,
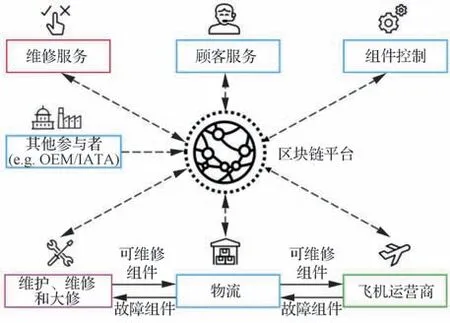
圖4 基于區(qū)塊鏈的各參與方信息流[34]Fig.4 Information flow of each participant based on block chain[34]
區(qū)塊鏈是一個分布式數(shù)據庫,需要符合Spec2000 規(guī)范,并從中獲取并提供飛機零部件獨特的識別碼包括組件代碼、部件序列號、當前部件號、公司名稱、日期和編碼;組件限制、狀態(tài)更改、日志、服務公告、產品屬性的信息等。區(qū)塊鏈可同時處理有形資產(如飛機備件)和無形資產(如適航證書),飛機零部件被視為智能財產,根據獨特的識別碼,使跟蹤、控制和交換其所有權成為可能。這些交易將被區(qū)塊鏈網絡識別為一個區(qū)塊,并在網絡達成一致確認備件交易后添加到之前的區(qū)塊鏈中。當它被驗證時,任何參與的成員(如MRO、OEM(Original Equipment Manu‐facturer)、監(jiān)管機構)將立即審核該區(qū)塊,并了解部件移動、所有權和狀態(tài)方面的變化。從跟蹤的角度來看,每筆交易都被記錄到分布式賬本上,零部件溯源、人員身份認證識別、服務類型與位置識別,航空公司可以基于這些數(shù)據實現(xiàn)單架飛機的實時維修狀態(tài)掌控和全機隊維修的有效管理。
波音、空客等商用飛機主制造商,通用電氣、羅羅等供應商以及部分航空公司,從零部件溯源、知識產權保護等方面開展了區(qū)塊鏈技術的探索和應用[35]。區(qū)塊鏈技術每年可幫助減少約35 億美元的維修成本,這主要是通過將數(shù)字化技術引入數(shù)據分析、預測性維護以及某些發(fā)動機OEM 和其他大型維修企業(yè)率先提出的數(shù)字孿生等方面實現(xiàn)的。區(qū)塊鏈技術可以獲取飛機構型以及完整的部件歷史和狀態(tài),從而實現(xiàn)更準確、更廣泛的預測維修,進而降低每飛行小時的維修成本。
3.2 5G+AR 遠程維修技術
5G 網絡擁有高速率、廣連接、低時延3 大特點,在5G 網絡環(huán)境下,移動終端的上網速率可達4G 網絡的10 倍,峰值速率甚至可達百倍以上,這意味著下載鏈接的速度相比4G 將是質的飛躍[36]。目前飛機維修工程數(shù)字化已經成為現(xiàn)代飛機維修的發(fā)展趨勢,數(shù)字化的特征是方便、快捷、高效,維修人員可以通過多種方式查詢、檢索信息,但是不能直接進行交互。增強現(xiàn)實(Aug‐mented Reality,AR)是一種新型的數(shù)字化技術,它采用計算機生成的感知視覺、圖像處理和計算機圖形技術,將數(shù)字內容合并到現(xiàn)實世界,使用戶、真實和虛擬對象之間能夠實時交互。國際電信聯(lián)盟ITU(International Telecommunication Union)頒布的5G 技術性能指標中,速率提升和萬物互聯(lián)2 項從一定程度反映了5G 是AR 發(fā)展的關鍵,5G 的發(fā)展將改善AR 的信號傳輸,提高AR 的順暢體驗。因此在飛機維修中,5G 與AR技術的融合可以充分發(fā)揮AR 技術的優(yōu)勢,將工作過程和要求可視化、流程規(guī)范化,實現(xiàn)信息互傳,提高效率、降低成本,避免重復勞動,為后期進行維修培訓、維修故障分析、維修資料編寫等工作提供重要信息資料。
在航空領域,培訓一名合格維修檢查人員是一個耗時且昂貴的過程,時間可能需要長達2 000 h。應用傳統(tǒng)方法進行培訓時,不但花費大量的時間和精力,甚至可能無法滿足飛機結構長壽命、高可靠性,越來越復雜快速發(fā)展要求和趨勢。另外在執(zhí)行復雜的維修裝配任務時,使用手冊也可能會導致操作人員表現(xiàn)不佳。在維修培訓時通過5G +AR 技術,應用頭戴式顯示器、手持顯示器、臺式PC、投影儀和傳感器等設備,引入輔助虛擬層消除代價高昂人為錯誤以確保安全,實時交互拆卸/組裝、維修、診斷、訓練等維護過程。維修人員通過5G +AR 技術構建的沉浸感、交互性和啟發(fā)性的虛擬維修環(huán)境,可以進行更快的知識轉移和更好的理解維護過程。5G+AR 技術可以高效準確分析維修故障問題。通過AR 設備替代繁雜的工作手冊、流程圖、對講機等工作設備[37]如圖5 所示,提高維修效率,實現(xiàn)信息互傳,增強應對實際問題的處理經驗。初級技術人員可以向高級技術人員展示自己遇到的故障問題,并得到具體的解決方案;技術人員節(jié)省了在機庫中走來走去回答問題的時間,提高維修效率;同時維修人員可以在維修時使用免提視頻、語音、照片功能與遠程專家實時溝通,分享遇到的問題。基于5G+AR 的技術旨在傳遞有關所觀察場景的空間一致性信息,顯示包括動畫在內的增強視圖、逐步指導和建議。屏幕上的指令、注意力引導符號、覆蓋的標簽、圖形和動畫序列使維修人員能夠更快地定位任務,從而使他們能夠集中精力完成較少的整體眼鏡和頭部運動[38]。另外通過5G+AR 技術實時捕獲維修過程中好的經驗和技能,對一線員工維修數(shù)據進行收集與分析,讓輔助工作系統(tǒng)成為維修知識管理的過濾器和沉淀器,實現(xiàn)知識智能化管理,進行維修資料整理和編寫。
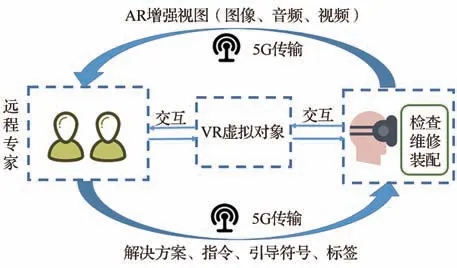
圖5 基于5G 的AR 系統(tǒng)Fig.5 AR system based on 5G
漢莎技術公司在德國漢堡的工廠的“虛擬表檢查”概念驗證項目,為民航客戶提供了遠程發(fā)動機零件檢查。超高速5G 專用無線網絡保證發(fā)動機大修車間的無縫視頻訪問,從而消除了客戶實際參加維修的需求。國內中國南方航空、海航航空和遵義茅臺機場等航空公司在中國電信、中國移動支持下,應用“5G+AR 遠程技術平臺”實現(xiàn)了現(xiàn)場維修人員與遠程專家直接相聯(lián)會診,現(xiàn)場維修人員全程只佩戴AR 眼鏡,實時溝通順暢,進一步提升支線機場專注度及故障處置效率。
5G+AR 遠程維修系統(tǒng)特點是便攜性、實時性、可視化的遠程協(xié)助,通過該系統(tǒng)可提高飛機維修的數(shù)字化程度。在實際的維修過程中,該系統(tǒng)可以提高維修的效率,使專家能即時看到維修現(xiàn)場的圖片并進行交互,幫助提供維修人員應對飛機故障的解決方案,創(chuàng)造巨大的經濟效益,是一種低成本、綠色的維修技術。
3.3 大數(shù)據及數(shù)字孿生技術
隨著航空器系統(tǒng)越來越復雜,長壽命和可靠性要求越來越高,傳感器記錄和損傷監(jiān)測數(shù)據越來越多,大量的機隊所需要的周期性檢測和維護,按照周期性的維護方式,容易出現(xiàn)針對性不強、響應速度慢、審查員和維修技術專家不能位于現(xiàn)場、檢測與維修過于頻繁或未及時維護而引發(fā)系統(tǒng)提前失效、成本耗費巨大、可靠性不足等問題。大數(shù)據和數(shù)字孿生技術(Digital Twin,DT)的出現(xiàn)為解決低耗、低成本和可持續(xù)性的綠色維修提供了新的思路。
航空系統(tǒng)中大數(shù)據技術包括數(shù)據采集、傳輸、存儲、處理和可視化等,其核心價值在于對數(shù)據進行深入挖掘分析,提取有意義的信息從而對數(shù)據進行增值。大數(shù)據融合包括原始數(shù)據級融合、特征級融合和決策級融合。波音與卡耐基梅隆大學的計算科學學院進行合作,利用其先進的人工智能與大數(shù)據技術對波音飛機進行全面升級[39],用數(shù)據來指導設計、制造、運營及維修預測等方面的工作,同時雙方組建了航空數(shù)據分析實驗室。波音宣布啟動AnalytX 將全公司800 多名分析專家匯聚在一起,將數(shù)據轉化為可執(zhí)行的見解和客戶解決方案[40]。先進信息系統(tǒng)技術能夠采用成熟的大數(shù)據能力,減少信息系統(tǒng)的風險和成本,提取相關信息以發(fā)現(xiàn)各類能夠幫助商業(yè)航空公司改進現(xiàn)有維護流程的安全隱患,進行故障診斷,評估同時預見并避免各類設備故障,使維修技術人員提前準備好航材備件及拆裝工具,降低航班延誤風險。飛行器的數(shù)字孿生技術,可以實時監(jiān)測結構損傷狀態(tài),結合智能算法實現(xiàn)模型動態(tài)更新,綜合分析環(huán)境及資源消耗,提高剩余壽命的預測能力,進而指導更改任務計劃、再生需求,優(yōu)化維護調度,減少維修時間、提高維修效率。飛行器的數(shù)字孿生包括復雜系統(tǒng)建模技術、傳感與監(jiān)測技術、大數(shù)據技術、動態(tài)數(shù)據驅動分析與決策技術、數(shù)字孿生軟件平臺技術等,是新的工具軟件平臺,集成了多物理場仿真、數(shù)據管理、大數(shù)據分析、動態(tài)數(shù)據驅動決策等多個功能模塊,同時借助虛擬現(xiàn)實(VirtualReality,VR)或AR 等可視化技術,使決策者能夠快速準確地了解系統(tǒng)實際狀態(tài),從而指導對系統(tǒng)的操作,實現(xiàn)效能更高的控制與優(yōu)化[41]。空軍將DT 概念應用于戰(zhàn)斗機健康管理。波音與美國空軍合作構建了F-15C 戰(zhàn)斗機機體的數(shù)字孿生模型,預測結構組件的使用壽命,據此調整結構組件檢修、替換周期[42]。空客在關鍵工裝、物料、零部件上安裝無線射頻識別系統(tǒng),建立裝配線的數(shù)字孿生模型,實現(xiàn)對數(shù)萬平方米空間和數(shù)千個對象的實時精準跟蹤,定位和監(jiān)測,并借助模型優(yōu)化運行績效[42]。為了真正加速大數(shù)據分析及和數(shù)字孿生融合,航空公司開始分享并共享更多積極的成果來證明這個領域的價值。
民機綠色維修數(shù)字孿生平臺框架如圖6 所示,由物理系統(tǒng)、大數(shù)據融合系統(tǒng)、虛擬系統(tǒng)、優(yōu)化系統(tǒng)及軟件集成系統(tǒng)組成,對數(shù)據進行了數(shù)據挖掘和機器學習,進行了大數(shù)據融合;在損傷評估分析中建立環(huán)境準則,增加環(huán)境污染評估;在損傷優(yōu)化中增加環(huán)境性綜合權衡準則。對于物理系統(tǒng),包括機隊、疲勞試驗裝備、無損檢測設備、傳感器、成像儀收集反映飛機周圍環(huán)境、自身狀態(tài)及監(jiān)測的損傷數(shù)據;滿足適航要求、環(huán)境標準、排放標準、回收率、疲勞/損傷技術標準、維護文件和維修手冊、機隊歷史信息;物聯(lián)網設備及接口、智能網關、高速網絡進行數(shù)據采集和傳輸。物理系統(tǒng)基于傳感與監(jiān)測技術,實時獲取反映飛行器系統(tǒng)結構狀態(tài)的數(shù)據,并通過參數(shù)優(yōu)化分析進行動態(tài)更新。對于虛擬系統(tǒng),建立高精度幾何模型、有限元模型,通過概率/疲勞損傷模型,考慮各種認知和突發(fā)因素并量化損傷預測不確定性,為了減少抽樣模擬時間,提高計算效率,選擇代理模型預測概率疲勞和裂紋擴展壽命,參數(shù)敏感性分析,尋找最嚴重影響損傷的參數(shù),提高模型適應性。增加環(huán)境危害性、資源消耗性分析,進行有效的概率預測和不確定量化損傷容限評估。在虛擬分析過程中以直接、直觀和交互的可視化方式進行操作。對于大數(shù)據融合系統(tǒng),通過對以上系統(tǒng)實時獲取飛機結構狀態(tài)和損傷數(shù)據,利用貝葉斯估計進行信息融合,診斷是否存在故障、進行故障定位,并量化結構損傷。其中,采用解析冗余方法,進行異常數(shù)據的檢測,采用模式識別方法進行故障模式分析,如屬于新故障模式,則采用深度學習方法進行故障歸類,而后將故障模式與損傷狀態(tài)傳遞給動態(tài)損傷診斷模塊。通過概率損傷診斷、概率損傷預測及大數(shù)據融合建立飛機綠色維修的數(shù)字孿生軟件平臺系統(tǒng)對結構剩余壽命和檢查周期進行預測,并對結果進行滿足條件損傷量最小、環(huán)境污染最小、資源消耗最小優(yōu)化,更新物理系統(tǒng)相關損傷參數(shù)及標準。

圖6 民機綠色維修數(shù)字孿生平臺框架Fig.6 Digital twin platform framework of green civil aircraft maintenance
基于數(shù)字化、區(qū)塊鏈、5G+AR、大數(shù)據、數(shù)字孿生技術及環(huán)境的可靠性損傷分析的飛機綠色維修數(shù)字孿生平臺,參考環(huán)境標準、排放標準,增加新的故障判據,即環(huán)境影響不能超出相關環(huán)保規(guī)定指標,在環(huán)境危害性和資源消耗性分析的基礎上進行概率損傷評估,在優(yōu)化時除了最小損傷條件還增加了環(huán)境影響最小條件進行損傷參數(shù)優(yōu)化并更新,保證飛行任務成功率的同時明顯減少檢修次數(shù)、提高維修效率、降低維護成本、減少環(huán)境污染,實現(xiàn)飛機維修的可持續(xù)性發(fā)展。
4 新材料先進修理工藝、CAD 修理技術及遠程專家系統(tǒng)、智能維修技術
4.1 新材料先進修理工藝
綠色維修工藝必須符合技術先進性、環(huán)境協(xié)調性以及經濟性等原則。對綠色維修工藝技術,從功能方面可分為3 種類型,即節(jié)約資源的工藝技術、節(jié)約能源的工藝技術、環(huán)保型的工藝技術等。下面主要介紹基于綠色維修要求的新型復合材料修理技術、鋁鋰合金修理技術、鈦合金修理技術。
對于復合材料,傳統(tǒng)的修理手段工藝復雜,對操作人員要求高,修復時間長,為了滿足飛機修理快速、低成本和綠色的要求,研究出了新型復合材料修理技術,如光固化復合材料修理補片技術、真空輔助樹脂轉移模塑成形(VARTM)補片修理技術和其他技術等。光固化復合材料修理補片就是利用光敏膠固化速度快的特點,以光敏膠作基本樹脂,用玻璃纖維作為增強材料,根據修復對象的需求,在紫外光的輻照下迅速固化,以達到對裂紋、孔洞、腐蝕、灼傷等損傷形式進行快速修復。此技術具有修理工藝簡單,操作方便,修理后不會形成新的應力集中源且承載面積大,修理強度高等特點,適用于飛機復合材料的快速修理[43]。VARTM 補片修理技術[44]使用VARTM 對樹脂基復合材料構件進行修理,修理材料為碳纖維織物,在碳纖維織物和復合材料構件之間鋪放一層平紋織物用來給樹脂流動提供空間。VARTM 補片修理技術避免了預浸料的制造、貯存、手工剪裁鋪放和高能耗熱壓罐成形的固化條件,實現(xiàn)了復合材料構件的快速低成本修理。針對先進復合材料修理,開發(fā)便攜式樣的外場和大修現(xiàn)場復合材料修理真空固化設備,可以大大減少復合材料離位修理,大幅節(jié)省維修成本,節(jié)省工期。對于金屬粘接,磷酸陽極化的處理,開發(fā)漿糊式磷酸溶液+真空袋包裹+低壓直流電來代替?zhèn)鹘y(tǒng)的槽液式磷酸陽極化,滿足大修機庫和外站修理,減少環(huán)境污染。開發(fā)油性筆樣式的阿洛丁陽極化工具用于飛機的局部恢復陽極化層,把溶液用到最少,減少環(huán)境污染。開發(fā)滾筒式的阿洛丁陽極化工具,用于恢復飛機外表的陽極化層,可以實現(xiàn)下表面涂層恢復的在位修理。
對于鋁鋰合金修理技術,鋁鋰合金作為一種具有高減重效益的輕質合金,具有高比強度、高比韌度、高耐損傷的特點,被認為是21 世紀飛行器和艦船理想的結構材料。對于鋁鋰合金,常見的修理方式有機械連接、焊接和膠接3 種。機械緊固件連接需要在原結構件中打孔,構件受力時在孔的周圍會形成應力集中,增加此處產生裂紋的可能性,會對結構的安全性帶來不利的影響,所以一般不采用這種方法。焊接在修復時會產生高溫,會對鋁鋰合金的材料性能產生影響,同時不同材料之間的焊接強度、耐疲勞性能都是問題,仍需要做大量的研究來提高其可靠性。而膠接可連接多種被膠接物,不需要開孔,無應力集中現(xiàn)象,能提高結構的疲勞強度,在復合材料修復技術中應用比較廣,技術成熟。
對于鈦合金修理技術,鈦合金是飛機結構中廣泛采用的一種新型材料,由于鈦合金結構硬度大、強度大、難切割、不易加工,如果采用傳統(tǒng)的鉚接、螺接和膠接等常規(guī)修理手段進行修復,不僅效率十分低下,且修復后的強度等機械性能低,無法滿足損傷鈦合金結構修復的性能要求。目前對于鈦合金修復所主要用到的技術有激光快速修復技術、熱鉚接修復技術和點焊修復技術等。激光快速修復技術主要包括激光快速焊接、激光快速切割和激光快速再制造3 種方法,相對于傳統(tǒng)方法,激光快速修復技術具有速度快、操作可自動化、修復效果好和操作簡單等特點,是一種新型的鈦合金修復技術。熱鉚接修復技術主要用于修復飛機上大量的鈦合金鉚釘結構,鈦合金熱鉚接修復技術的基本思路是將鈦合金鉚釘作為一導體串接在熱鉚接機二次側電路兩輸入電極上,系統(tǒng)中的電能轉化為熱能,從而將鈦合金鉚釘加熱到900 ℃附近的易流變塑性區(qū)進行熱鉚接。鈦及鈦合金點焊修復主要用于α 型鈦合金(TA7 等)和α+β 型鈦合金(TC4 等),由于其熱物理性能與奧氏體不銹鋼近似,故點焊焊接性良好。尤其是單面點焊,由于操作簡便、適用范圍廣和受結構限制小等顯著特點,非常適合于飛機鈦合金結構缺口、破孔、剛度失穩(wěn)等損傷原位快速修復技術要求[45]。
4.2 CAD 修理技術及遠程專家系統(tǒng)
計算機輔助設計(Computer Aided Design,CAD)修理技術不僅在飛機設計環(huán)節(jié)得到了廣泛應用,并且在維修零部件開始加工之前,能夠提供虛擬現(xiàn)實,實現(xiàn)預裝配,進行計算干涉分析之后,才開始加工零部件,大幅降低零件無法安裝以及減少差錯。CAD 軟件能夠降低近80%的設計和研發(fā)成本,在飛機維修過程中也具有十分重要的作用。CAD 生成的電子圖紙能快速修改,很大程度上減少了維修人員的工作量,使維修效率更高。除此之外傳統(tǒng)的飛機維修圖紙大都數(shù)量巨大,在維修時尋找到相應的部件并提出維修方案會耗費大量的時間,而通過CAD 軟件生成的圖紙檢索方便,圖紙更加直觀,可大大節(jié)省飛機維修的時間。同時3D 設計軟件有很好的交互性,能提供給維修工程師十分精細的可視化圖像。隨著生態(tài)環(huán)境的日益破壞,環(huán)保觀念日益得到重視,利用CAD 修理技術減少資源消耗、提高維修效率,降低維修成本,為實現(xiàn)飛機綠色維修提供一種有效途徑。
對飛機故障診斷,傳統(tǒng)方法是根據故障現(xiàn)象由現(xiàn)場機務人員進行故障分析、判斷,然后采取相應措施。但對于現(xiàn)場解決不了的難題,往往要請教相關的技術人員或者專家,而聯(lián)系專家需要消耗大量的時間,如果是外地的專家聯(lián)系起來也并不方便,互聯(lián)網的發(fā)展為這類問題的解決提供了新途徑。遠程專家支持終端實現(xiàn)了維修人員與飛機研制專家之間的診斷維修資源共享。
遠程專家系統(tǒng)是由維修人員提出申請,遠程支持服務器建立網絡通道為專家終端提供遠程支持服務。遠程支持服務器提供以下服務:維修人員和專家進行視頻會議、在線討論,數(shù)據文件可以互相傳輸,實時交流解決問題。同時維修人員定期對飛機維修過程中會把故障信息,狀態(tài)數(shù)據統(tǒng)計分析后上傳至專家終端,經專家分析確認后再在數(shù)據庫中同步更新,如圖7 所示。遠程AR及5G 應用技術(見3.2 節(jié))也是一種先進的遠程專家系統(tǒng),通過利用AR 和5G 技術,專家可以將增強視圖、指令、引導符號等實時傳送到維修人員的AR 顯示器(如AR 眼鏡)上,使維修人員可以在維修的同時接收來自專家的建議,提高處理問題的效率。飛機故障遠程診斷專家系統(tǒng)為機務維修提供方便、快捷的故障遠程診斷方案。研制單位的技術專家對飛機故障提供遠程診斷服務,加強了狀態(tài)信息診斷的準確性,為維修人員提供了準確的技術指導和決策支持[46]。遠程專家系統(tǒng)提高了維修的效率,降低了解決維修難題的成本,是實現(xiàn)維修綠色化的一種重要技術。
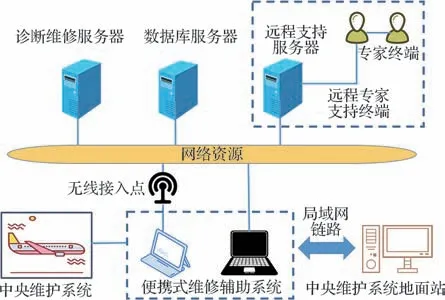
圖7 遠程專家系統(tǒng)Fig.7 Remote expert system
波音公司在波音777 項目中,應用CATIA 設計了除發(fā)動機以外的所有零部件和結構,與傳統(tǒng)圖紙相比,應用CATIA 節(jié)省了50%重復工作和錯誤修改的時間。中國南方航空公司于2020 年6 月開始,利用AR 智能眼鏡項目實現(xiàn)本場以及部分外站站點的航線維修的遠程技術支援,減少了人員往返機位的時間消耗,彌補因交通或疫情導致工程師無法赴現(xiàn)場參與排故的狀況,同時增加了維修過程的安全監(jiān)控以及多方參與技術支援的能力。
4.3 智能維修技術
傳統(tǒng)的維修技術已不能滿足目前綠色維修需求,維修技術智能化是未來發(fā)展趨勢。隨著航空技術的飛速發(fā)展,飛機的機械系統(tǒng)變得越來越復雜,智能故障診斷技術越來越受到工程師們的關注。使用無人機檢查飛機外表的缺陷、凹坑、雷擊等損傷,采用視頻識別、圖像識別、人工智能識別飛機的外表損傷,提高診斷的效率,如圖8 所示。使用數(shù)字相移技術實現(xiàn)飛機表面的三維數(shù)據采集,獲取飛機表面點云數(shù)據和圖像數(shù)據,實現(xiàn)飛機表面鉚釘?shù)亩ㄎ缓蛶缀螛俗ⅲ瑥亩焖俚貙︼w機表面進行質量檢測。數(shù)字相移技術具有檢測速度快、不用接觸飛機表面、完全數(shù)字化的優(yōu)點,是一種先進的智能維修技術。此外,還有應用基于隨機參數(shù)調整的改進反向傳播(Ran‐dom Modified Back Propagation,RMBP)算法神經網絡的飛機電氣故障智能診斷,具有多樣性強、推理復雜困難的特點,與傳統(tǒng)檢測方式相比能夠節(jié)省排除故障的時間,提高工作效率[47]。在3.2 節(jié)中介紹了增強現(xiàn)實(AR)技術,隨著AR 技術的發(fā)展,基于增強現(xiàn)實的機載設備智能維修輔助系統(tǒng)也蓬勃地發(fā)展起來。

圖8 無人機自動繞機檢查維修Fig.8 UAV automatic winding inspection and maintenance
人工智能(Artificial Intelligence,AI)是研究如何構造類似于人腦的智能機器或智能系統(tǒng)。近年來,AI 產業(yè)快速發(fā)展,人工智能被認為是21 世紀3 大尖端技術之一。隨著航空領域中新技術的比例不斷增加,飛機的綜合化、智能化、數(shù)字化水平不斷提高,一些AI 技術也開始應用到航空領域。智能維護技術是AI 技術與飛機維修技術相結合的產物,與傳統(tǒng)維護模式不同的是智能維護技術由被動維護變?yōu)橹鲃泳S護,自動收集、分析、處理數(shù)字化信息并對機載設備進行性能和故障預測。智能維護系統(tǒng)通過接收飛機狀態(tài)監(jiān)控系統(tǒng)傳出的數(shù)據,對數(shù)據進行分析、處理,從而給飛機提供快速、精準的維護方案,提高維護效率,減少維護人員的工作負擔[48]。
飛機事故中機械故障占20%,這其中還不包含人員維修的失誤。通過引入人工智能技術,可以比維修人員更精準地找出機械故障,更準確地進行數(shù)據分析。人工智能系統(tǒng)將可以應用于飛機的所有系統(tǒng),包括制動器、發(fā)電機、閥門、發(fā)動機以及航空電子設備的檢測和主動報警當中,以延長飛機零部件的使用壽命,從而為操作人員節(jié)省大量的成本,有效預防飛機機械故障,降低事故風險。還可以采用人工智能技術代替生產計劃部門的工作,來合理安排飛機維修工作和相應班次,大幅減少差錯,提供勞動生產率。采用大數(shù)據和AI 技術,自動分析以往飛機的大修、維修中的航材、勞動力分配等數(shù)據,預測未來飛機大修中的航材需求,勞動力需求,大幅減少航材資金的積壓,合理配置和預測未來勞動力需求。人工智能技術還能合理安排飛機大修機庫機位,提供機庫的利用率,減少飛機大修過程中的飛機移動,提高機庫的機位利用率和現(xiàn)場工作者的勞動生產率。
相對于傳統(tǒng)修理技術,新材料先進修理技術、CAD 修理技術及遠程專家系統(tǒng)和智能維修技術可快速、高效地進行故障診斷和維修,大大節(jié)省了資源損耗、環(huán)境友好、提高了維修效率,降低了維修成本,為飛機綠色維修技術的提供了新的方法和途徑。
2014 年開始,波音將先進工業(yè)機器人應用于鉆鉚、密封、表面材料涂覆,以及材料處理、碳纖維鋪放和機加操作等任務。為實現(xiàn)飛機維修的智能化,波音公司建立起基于空地雙向數(shù)據通信系統(tǒng)的健康管理系統(tǒng),該系統(tǒng)能遠距離連接地面系統(tǒng),在飛機的全壽命周期內進行健康管理,通過實時收集飛機狀態(tài)信息,及時獲取飛機健康狀態(tài),使維修人員在飛機落地前做好檢修準備工作[48]。美國AAR 公司利用Donecle 無人機對波音737 客機開展目視檢查,與人工檢查相比,該無人機的檢查時間至少減少了50%[49]。
5 結束語
隨著地球人口的不斷增加、陸地海洋污染成為全世界關系焦點問題,各個負責任的政府都在積極大力推行低碳、環(huán)保、低污染工業(yè)、農業(yè)、服務業(yè)的可持續(xù)發(fā)展戰(zhàn)略,各個適航當局和政府環(huán)保部門對于環(huán)保規(guī)章的要求日益趨于嚴格,綠色航空、綠色維修必定成為未來航空業(yè)發(fā)展的方向,這就促使民機制造商不斷嘗試使用新材料、新技術、新工藝、新裝備、新軟件開發(fā)來提高飛機綠色制造和綠色維修性能,促使民機維修向著低成本、高效率、無污染、快速等方向發(fā)展。
綠色維修是時代趨勢,國內航空維修企業(yè)成立綠色維修企業(yè)協(xié)會大力倡導綠色維修,共享綠色維修技術和經驗;適航當局也應該積極推進激勵綠色維修,資助綠色維修技術研究,頒發(fā)綠色維修企業(yè)認證;地方政府稅務部門給予稅收減免政策,鼓勵當?shù)睾娇掌髽I(yè)積極應用綠色維修技術,可以更快推進綠色維修的實際應用。
本文全面論述了新材料、先進涂層以及綠色清洗手段,先進無損檢測及評估技術,區(qū)塊鏈、5G+AR 遠程維修技術、大數(shù)據及數(shù)字孿生技術,新材料先進修理工藝、CAD 修理技術及遠程專家系統(tǒng)、智能維修技術等在維修工程中的發(fā)展與應用,提出了實施民機綠色維修的方法途徑,為綠色航空的可持續(xù)發(fā)展提供技術參考。
猜你喜歡
品牌研究(2022年26期)2022-09-19 05:54:46
環(huán)球時報(2022-05-30)2022-05-30 15:16:57
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
當代陜西(2019年11期)2019-06-24 03:40:28
海峽姐妹(2019年3期)2019-06-18 10:37:10
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12