汽車底盤用熱軋鋅鋁鎂鍍層鋼板
2023-08-21 09:06:44鄒英周建王鵬博龍袁黎敏劉華賽
汽車工藝與材料 2023年8期
關鍵詞:焊縫
鄒英 周建 王鵬博 龍袁 黎敏 劉華賽
(1.首鋼技術研究院京唐技術中心,北京 100043;2.首鋼京唐鋼鐵聯合有限責任公司,唐山 063210;3.首鋼技術研究院用戶技術研究所,北京 100043)
1 前言
汽車底盤服役工況惡劣,常處于高溫、高濕和酸堿腐蝕的交變環境中,為整車銹蝕風險最高的區域。目前,國內汽車底盤用鋼以酸洗板為主,耐蝕性低,部分車企為了提高耐蝕性,對成形后的酸洗板進行鍍鋅處理,但電鍍為高耗能、高排放工藝,不僅增加成本,還不符合國家“雙碳”政策。熱軋鍍鋅是在經過酸洗的熱軋鋼板表面涂鍍的工藝,產品兼具熱軋鋼板的成形性和鍍層鋼板的耐蝕性,適用于底盤用鋼升級。熱軋鍍鋅板表面鍍層主要包括純鋅鍍層和鋅鋁鎂鍍層,鋅鋁鎂鍍層是在傳統純鋅鍍層中添加少量的Al 和Mg 元素而形成的新型合金鍍層,具有比純鋅鍍層更高的耐蝕性[1-3]。在汽車底盤應用熱軋鋅鋁鎂鍍層鋼板,不僅可以大幅提高零件使用壽命,還可以降低零件修復、更換、再生產帶來的能源消耗與碳排放。目前,熱軋鋅鋁鎂鍍層鋼板廣泛用于光伏、建筑等行業,在汽車底盤領域的應用還處于起步階段。
首鋼京唐鋼鐵聯合有限責任公司于2020 年建成投產國內第一條熱軋鋅鋁鎂鍍層產線,率先開展了熱軋鋅鋁鎂底盤用鋼開發及應用技術研究,是目前國內唯一具備3.0 mm 以上厚規格熱軋鋅鋁鎂鍍層鋼板供貨能力的企業。與前期開發的車身用鋅鋁鎂鍍層鋼板不同,為了進一步提高耐蝕性能,首鋼汽車底盤用鋅鋁鎂鍍層中的Al 和Mg 質量分數更高,分別處在5%~8%和2%~4%之間。本文從鍍層結構、涂裝性能、耐蝕性能、焊接性能、膠接性能和成形性能等方面對汽車底盤用熱軋鋅鋁鎂鍍層鋼板的使用特性進行了分析,同時介紹了首鋼熱軋鋅鋁鎂鍍層鋼板在汽車底盤的應用情況。
2 試驗材料和試驗方法
2.1 試驗材料
試驗材料包括熱軋酸洗產線生產的酸洗板(UC)、以酸洗板為基板經連續熱鍍鋅產線生產的純鋅鍍層鋼板(GI)以及經熱基鋅鋁鎂產線生產的鋅鋁鎂鍍層鋼板(ZMA)。
2.2 鍍層表征方法
在鍍層鋼板上切取金相試樣,采用Zeiss Ultra-55 掃描電子顯微鏡(SEM)分析鍍層的顯微組織,利用其附帶的能譜儀(EDS)分析鍍層不同位置的元素組成,以確定鍍層的各個組成相。
2.3 焊接試驗方法
按照AWS D8.9M-2012Test Methods for Evaluat?ing the Resistance Spot Welding Behavior of Automo?tive Sheet Steel Materials,對酸洗板、純鋅鍍層鋼板、鋅鋁鎂鍍層鋼板進行電阻點焊試驗,鋼板材質為FB580,厚度為1.8 mm,純鋅鍍層和鋅鋁鎂鍍層質量均為雙面140 g/m2,試驗電極壓力為5.8 kN,保持時間為167 ms。為了測試鋼種對關鍵焊接工藝變量變化的魯棒性,選定3 個焊接時間進行焊接電流窗 口 測 試,分 別 為525 ms、656 ms(525 ms 的125%)、788 ms(525 ms 的150%)。標準中規定焊核直徑大于4t1/2(t為鋼板厚度)所對應的電流為最小焊接電流Imin,未發生焊接飛濺的最大電流為Imax,基于Imin和Imax確定焊接電流工藝窗口。
弧焊試驗使用的鋼板為熱軋鋅鋁鎂鍍層FB580,厚度 為1.8 mm,焊 絲 直 徑 為1.2 mm 的ER70S-6,鋼板和焊絲主要化學成分和力學性能見表1。
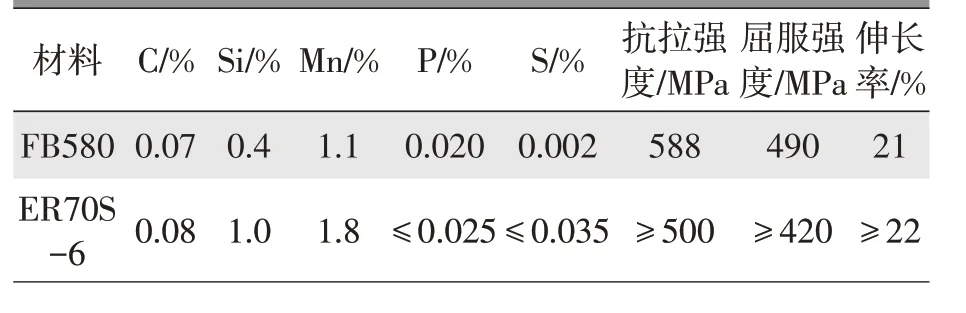
表1 FB580及焊絲主要化學成分(質量分數)及力學性能
焊接試板長500 mm、寬150 mm,搭接長度16 mm,如圖1 所示。為了提高焊接質量與外觀,焊槍需要與工件表面有一定傾斜角度,經過多次試驗摸索,本文將焊槍工作角α確定為75°。
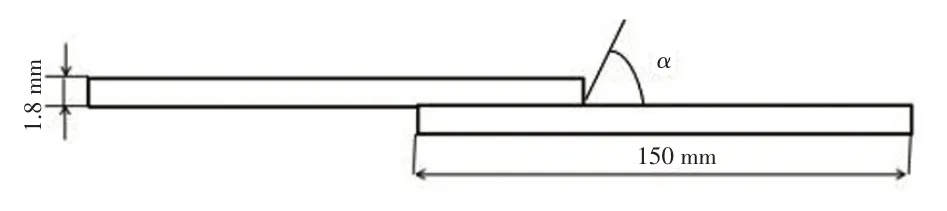
圖1 焊接接頭形式示意
弧焊試驗機為Fronius 公司生產的CMT 5000 Advanced 數字化焊機,保護氣體為80%Ar+20%CO2,氣體流量為15~20 L/min。焊接工藝參數如表2 所示。

表2 弧焊焊接工藝參數
2.4 膠接試驗方法
膠粘劑選用汽車行業常用的4 種焊裝膠,分別是減震膠、點焊膠、結構膠、折邊膠,膠接接頭制備方法如圖2 所示。拉伸時減震膠和點焊膠膠層厚度為2 mm,折邊膠和結構膠厚度為0.2 mm,在170°C 條件下對膠接接頭進行固化處理,處理時間為20 min。將固化后的試樣在室溫下靜置24 h,然后使用力學試驗機(Zwick-100)依據標準GB/T 7124—2008《膠粘劑拉伸剪切強度的測定(剛性材料對剛性材料)》對每個樣品進行剪切拉伸試驗,拉伸速度為5 mm/min,測試后記錄斷裂界面形貌。每個樣品分別進行3 組平行試驗取平均值。根據GB/T 16997—1997《膠粘劑 主要破壞類型的表示法》評價剪切破壞位置的破壞類型,包括內聚破壞(CF)、界面破壞(AF)、基材分離破壞(DF)、基材內聚破壞(CSF)等,并計算不同破壞類型的面積比例。
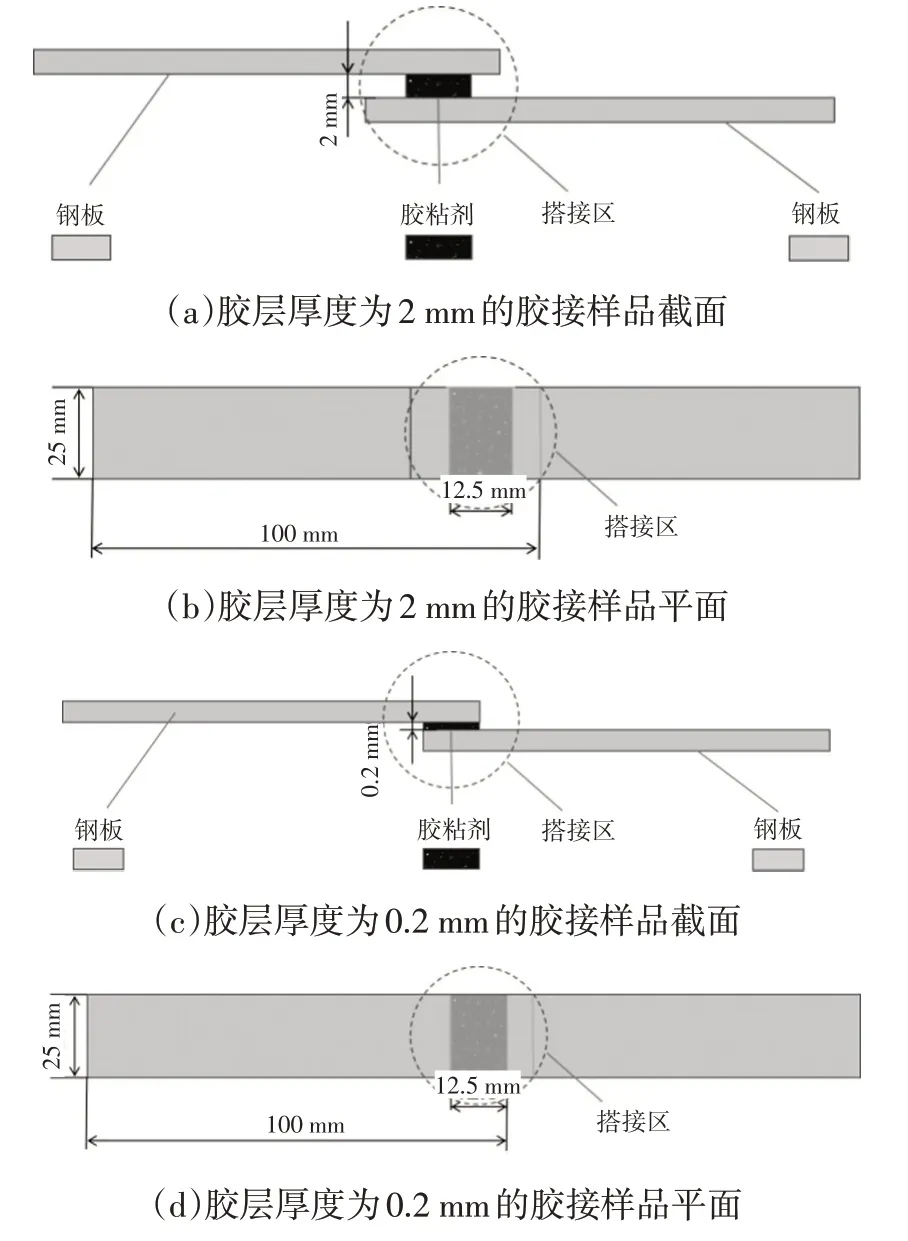
圖2 膠接接頭試樣制備方法
2.5 涂裝試驗方法
電泳前進行磷化前處理,包括脫脂、表調和磷化。脫脂工藝采用超聲波脫脂,總堿度為15~35 pt;表調pH 值8~10;磷化液總酸20~35 pt,游離酸0.8~1.5 pt,促進劑濃度1.5~3.0 pt。電泳液固體分8%~15%,電導率為600~2 000 MS/cm,pH 值為5.5~6.2。前處理和電泳均在國內某汽車廠涂裝產線隨線完成。
2.6 腐蝕試驗方法
采用美國Q-Lab 公司Q-FOG 循環式腐蝕試驗機進行耐蝕性能測試,檢測標準為GB/T 10125—2021《人造氣氛腐蝕試驗鹽霧試驗》和GB/T 31588.1—2015《色漆和清漆耐循環腐蝕環境的測定第1部分:濕(鹽霧)/干燥/濕氣》的循環B條件。
3 試驗結果與分析
3.1 鍍層特性
熱軋鋅鋁鎂鍍層的表面和截面形貌分別如圖3a 和圖3b 所示。由于鍍層極表層凝固較快,表層組織以共晶組織為主。截面形貌顯示鋅鋁鎂鍍層包含富Zn 相、富Al 相、富Zn 相和Mg-Zn 化合物構成的二元共晶組織以及富Zn 相、富Al 相和Mg-Zn化合物構成的三元共晶組織。富Zn 相和富Al 相的尺寸在5~20 μm。
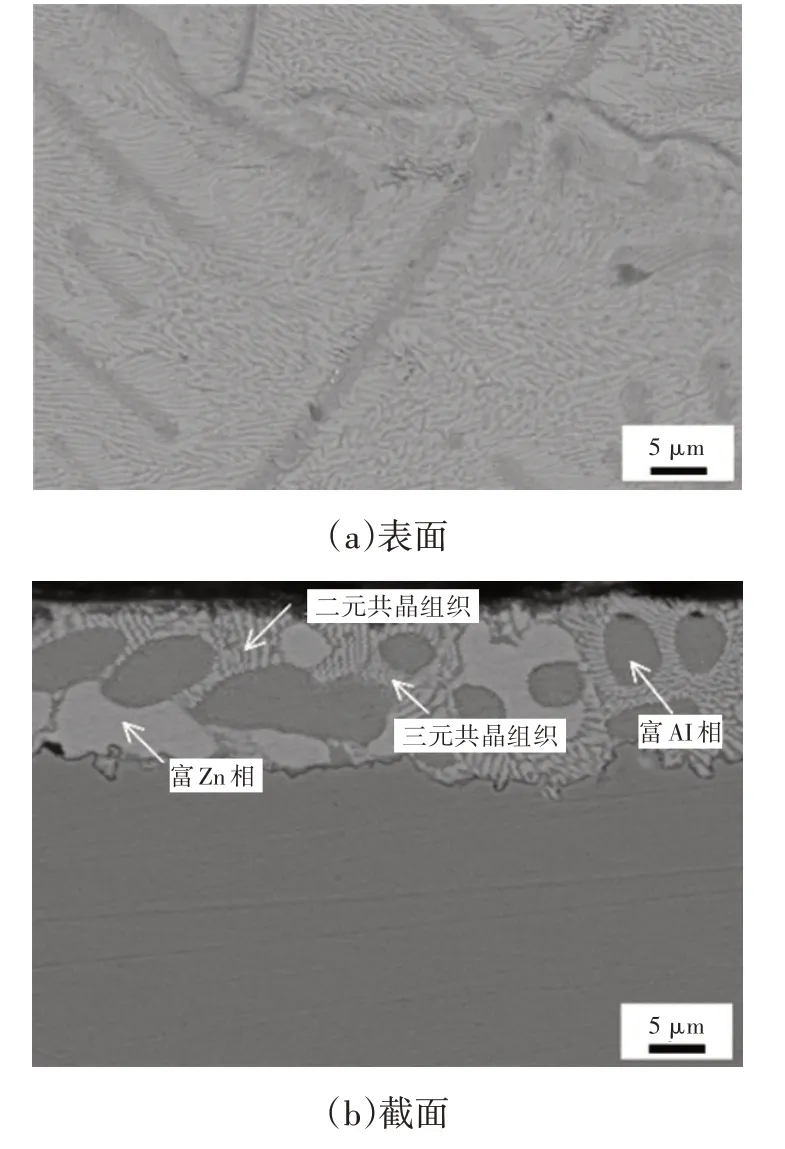
圖3 鋅鋁鎂鍍層微觀組織
表3 為鋅鋁鎂鍍層不同組成相中合金元素含量。富Zn 相中Zn 占97%以上,富Al 相中Al 約占17%。二元共晶組織中Al 占2.8%,Mg 占2.2%,Fe占1.8%;三元共晶組織中Al 占3.7%,Mg 占4.4%,Fe占0.5%。
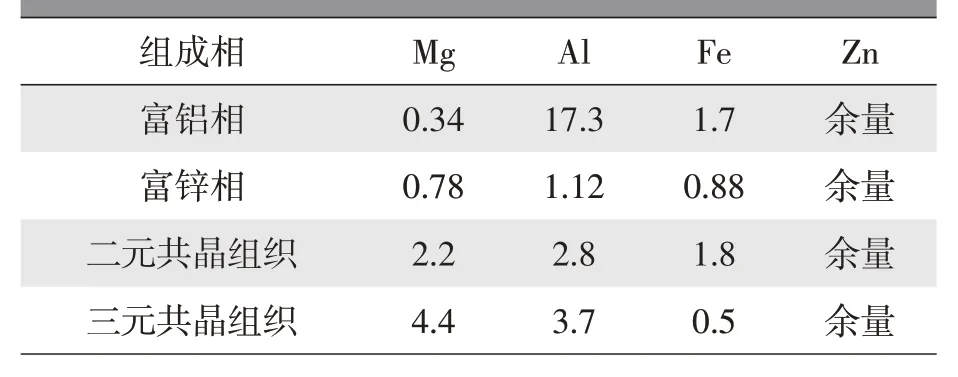
表3 鋅鋁鎂鍍層不同組成相中合金元素含量(質量分數) %
3.2 焊接性能
3.2.1 點焊
由于主機廠焊裝車間設備多、功率大,電路容易發生波動,因此鋼板的點焊工藝窗口越大,焊接質量越穩定,點焊工藝窗口大小是考察鋼板焊接性能的重要指標。試驗獲得的點焊電流工藝窗口如圖4 所示。采用相同焊接工藝參數得到的點焊工藝窗口和電流大小明顯不同,酸洗板在焊接時間為525 ms、656 ms、788 ms 的焊接電流窗口分別為3.5 kA、3.5 kA、3.5 kA,純鋅鍍層在焊接時間為525 ms、656 ms、788 ms 的焊接電流窗口分別為3.2 kA、3.2 kA、3.2 kA,鋅鋁鎂鍍層在焊接時間為525 ms、656 ms、788 ms 的焊接電流窗口分別為3.2 kA、3.2 kA、3.2 kA。鋅鋁鎂鍍層鋼板的焊接窗口與純鋅鍍層相當,略小于酸洗板。
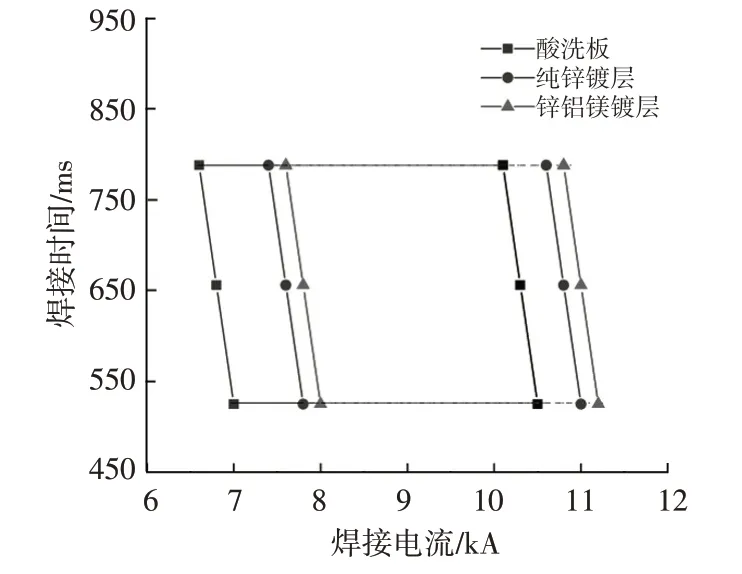
圖4 點焊電流工藝窗口
3.2.2 弧焊
弧焊焊縫外觀如圖5 所示,焊道成形良好、均勻光滑、無宏觀缺陷。焊道周圍有明顯的氧化區域,這是焊縫熱影響區鍍層經歷熱循環熔化后被空氣氧化所致。
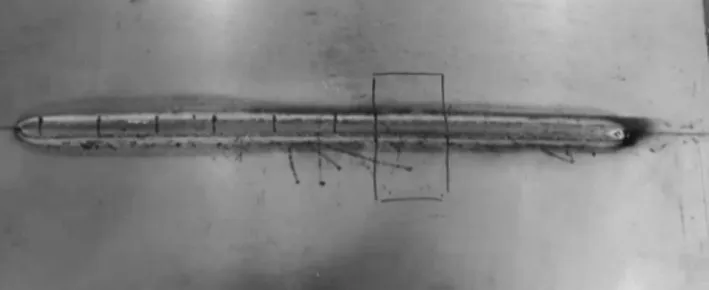
圖5 焊縫外觀照片
圖6 為焊縫的截面金相照片,焊縫過渡均勻,內部未出現氣孔等焊接缺陷,也未出現液態金屬脆性(LME)裂紋,說明鋅鋁鎂鍍層的焊接性良好。
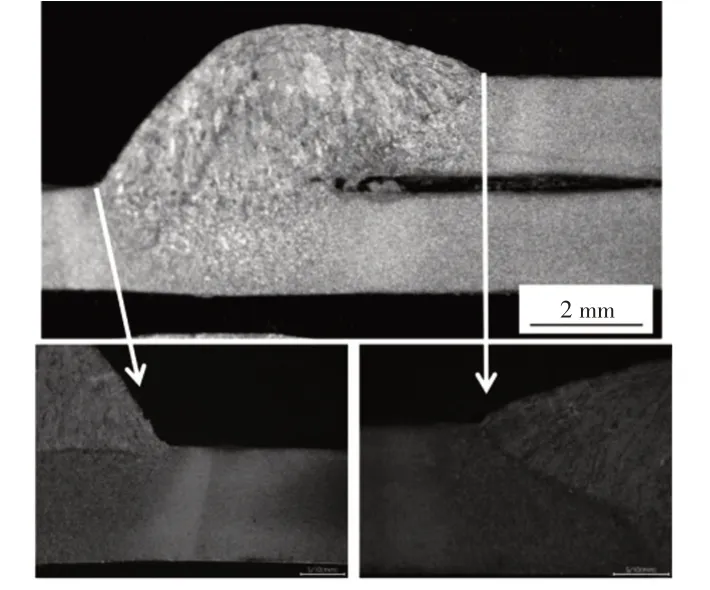
圖6 焊縫截面照片
圖7 為焊接接頭的硬度分布。以焊縫為中心,顯微硬度值在兩側基本對稱分布。焊縫內部以大量針狀鐵素體為主,伴有少量粒狀貝氏體組織,因此硬度低于母材組織。焊接熱影響區由于經歷熱循環使組織出現變化,部分區域硬度值突增達到260 HV0.2 左右,這是熱影響區中的細晶區,該區域顯微組織為馬氏體和貝氏體,且此區域晶粒與粗晶區相比要細小的多,相當于細晶強化的作用,因此該區域的強度也較高。硬度值最低點(約190 HV0.2)出現在母材與熱影響區交界處,此處組織不均勻且鐵素體有所長大,其強度和硬度都比較低。
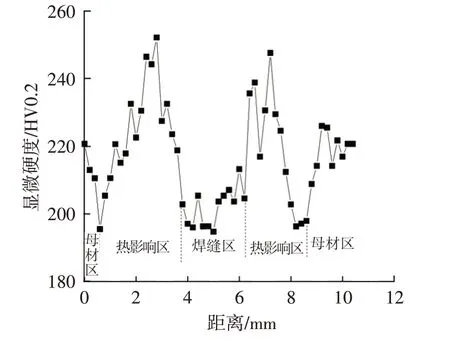
圖7 焊接接頭的硬度分布
3.3 膠接性能
純鋅鍍層鋼板、鋅鋁鎂鍍層鋼板與4 種汽車焊裝膠的匹配性結果如表4 所示。熱軋鋅鋁鎂鋼板與減震膠、點焊膠、折邊膠、結構膠的匹配性均較好,除與減震膠匹配時的內聚斷裂比例為95%以外,其余均為100%,與純鋅鍍層鋼板相當。可見,熱軋鋅鋁鎂鍍層鋼板在與汽車焊裝膠的匹配上不存在限制性環節,具有廣闊的應用前景。
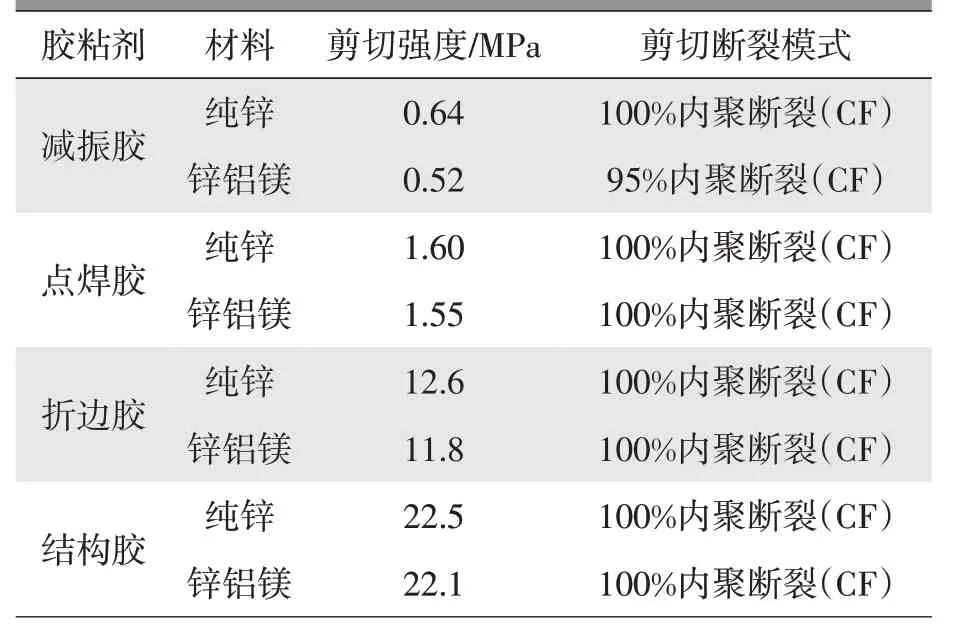
表4 膠接試驗結果
3.4 涂裝前處理性能
涂裝前處理用熱軋鋅鋁鎂鍍層鋼板的鍍層質量為100 g/m2(雙面),磷化膜呈現為灰黃色,無銹蝕,色調一致,如圖8 所示。圖9 為放大2 000 倍的磷化膜電鏡圖,可見材料的磷化膜覆蓋率達100%,沒有未磷化區域,磷化膜顆粒尺寸為3~5 mm,與純鋅鍍層相當[4]。根據GB/T 9792—2003《金屬材料上的轉化膜單位面積膜質量測定重量法》標準,測得鋅鋁鎂鍍層鋼板磷化膜質量為3.13 g/m2。熱軋鋅鋁鎂鍍層鋼板的磷化前處理性能良好。
圖8 熱軋鋅鋁鎂鍍層鋼板磷化膜外觀
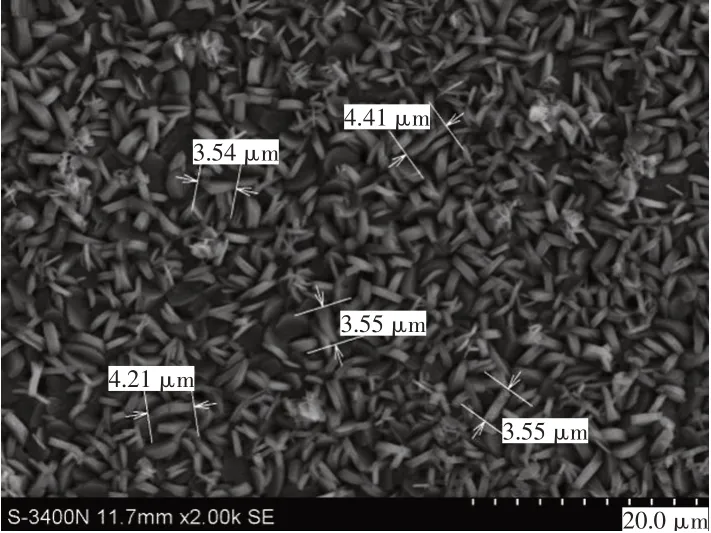
圖9 鋅鋁鎂鍍層鋼板磷化膜微觀形貌
3.5 耐蝕性能
3.5.1 平面耐蝕性能
采用中性鹽霧試驗和循環腐蝕試驗分別評價了熱軋鋅鋁鎂鍍層鋼板與熱軋純鋅鍍層鋼板的平面耐蝕性。2 種材料的鍍層質量為100 g/m2(雙面)。中性鹽霧條件下,鋅鋁鎂鍍層在2 184 h后出現紅銹,純鋅鍍層在336 h 后出現紅銹,如圖10 所示。從出現紅銹的時間上看,鋅鋁鎂鍍層的耐蝕性是純鋅鍍層的6.5 倍。循環腐蝕條件下,鋅鋁鎂鍍層經18 個腐蝕周期后,表面均勻白銹腐蝕,未出現紅銹;純鋅鍍層材料經9 個腐蝕周期后,以點蝕為主并伴有少量紅銹,如圖11 所示。點蝕位置出現紅銹說明鍍層已失去對基材的保護作用,極易造成穿孔腐蝕,降低零件安全性。
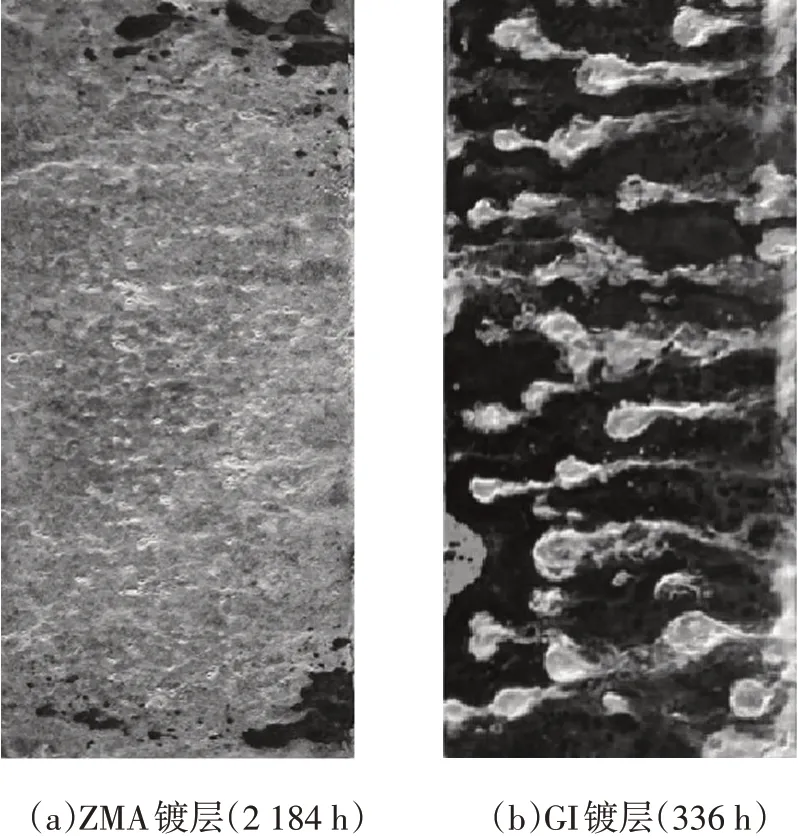
圖10 中性鹽霧條件下平面腐蝕形貌

圖11 循環腐蝕條件下平面腐蝕形貌
3.5.2 膜下耐蝕性能
將電泳鋼板表面漆膜劃叉破壞后,分別在中性鹽霧和循環腐蝕條件下進行試驗,試驗結束后使用膠帶粘去表面腐蝕破壞的漆膜及腐蝕產物,測量劃叉處的擴蝕寬度,以此評價鋼板膜下耐蝕性能。經1 000 h 中性鹽霧腐蝕試驗后,鋅鋁鎂鍍層鋼板擴蝕寬度為2.0 mm,純鋅鍍層鋼板擴蝕寬度為10.1 mm,且漆膜剝落嚴重,如圖12 所示。從擴蝕寬度看,中性鹽霧條件下鋅鋁鎂鍍層的膜下耐蝕性約為純鋅鍍層的5 倍。經10 個周期循環腐蝕后,鋅鋁鎂鍍層鋼板劃叉處寬度為1.1 mm,幾乎沒有發生擴蝕,純鋅鍍層鋼板劃叉處擴蝕寬度為5.0 mm,并且劃線附近漆膜剝落嚴重,如圖13 所示。從擴蝕寬度看,循環腐蝕條件下鋅鋁鎂鍍層的膜下耐蝕性約為純鋅鍍層的4.5倍。
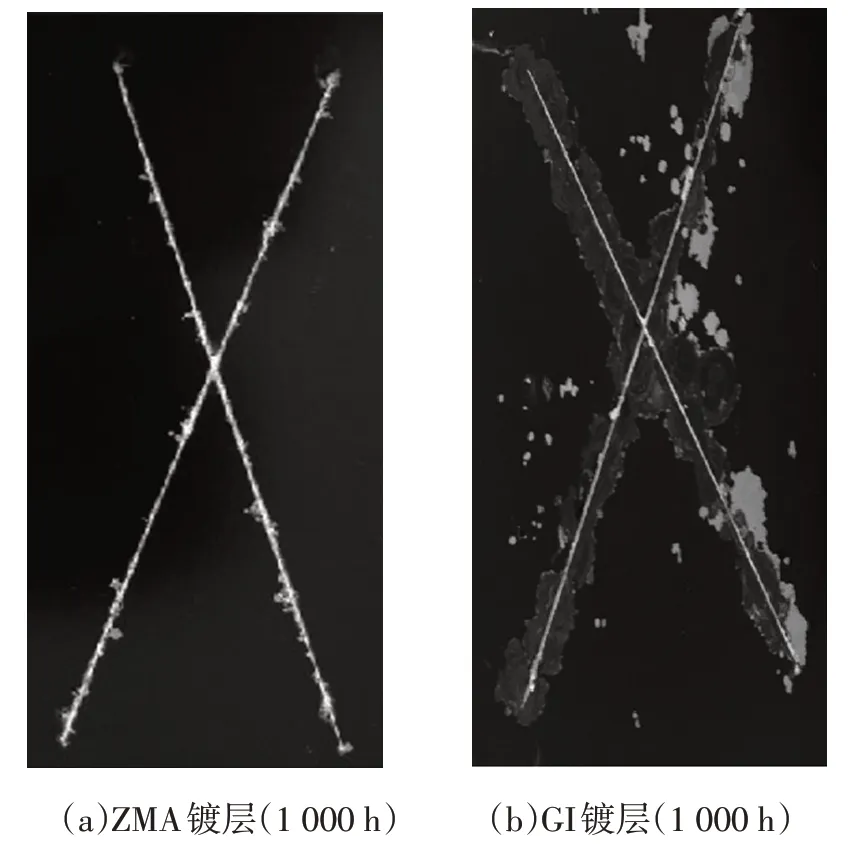
圖12 中性鹽霧條件下膜下腐蝕形貌
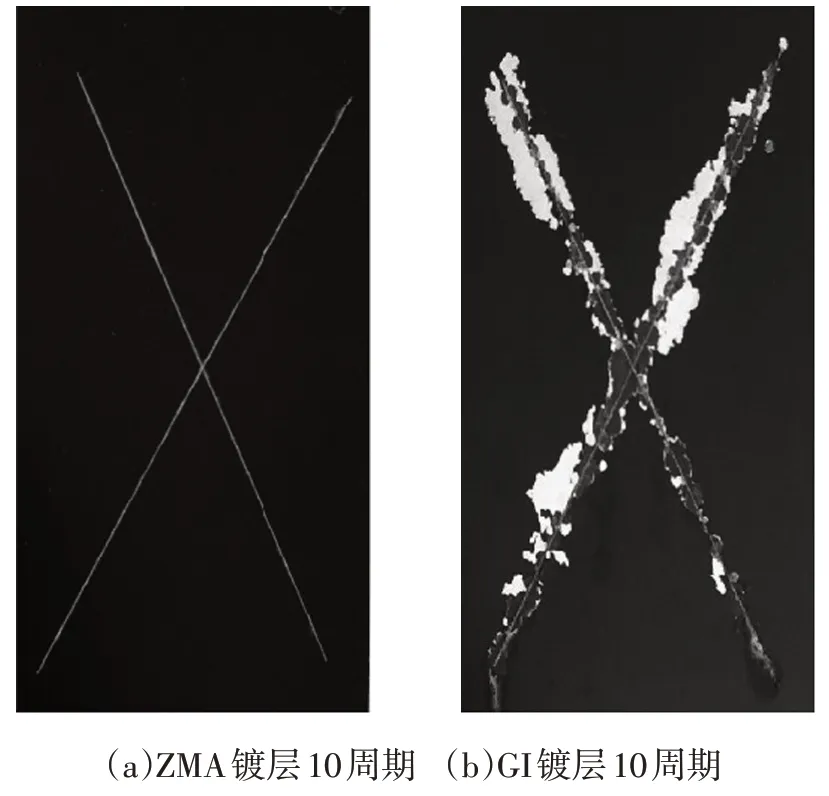
圖13 循環腐蝕條件下膜下腐蝕形貌
3.5.3 焊點耐蝕性能
分別以上限電流對酸洗板、純鋅鍍層鋼板和鋅鋁鎂鍍層鋼板進行電阻點焊,純鋅鍍層和鋅鋁鎂鍍層質量為140 g/m2(雙面),對點焊接頭進行中性鹽霧試驗,結果如表5 所示。1 h 中性鹽霧后,酸洗板焊點周圍區域出現銹點。24 h 后,母材和焊點被紅銹覆蓋。120 h 后,純鋅鍍層焊點周圍的熱影響區出現銹點,鋅鋁鎂鍍層焊點熱影響區被白銹覆蓋。144 h 后,純鋅鍍層的銹點擴展到焊點表面。320 h 后,純鋅鍍層焊點和母材均嚴重銹蝕,鋅鋁鎂鍍層焊點仍未出現紅銹,直至660 h 才出現紅銹。從焊點出現紅銹的時間看,鋅鋁鎂鍍層焊點耐蝕性是純鋅鍍層的5.5 倍。
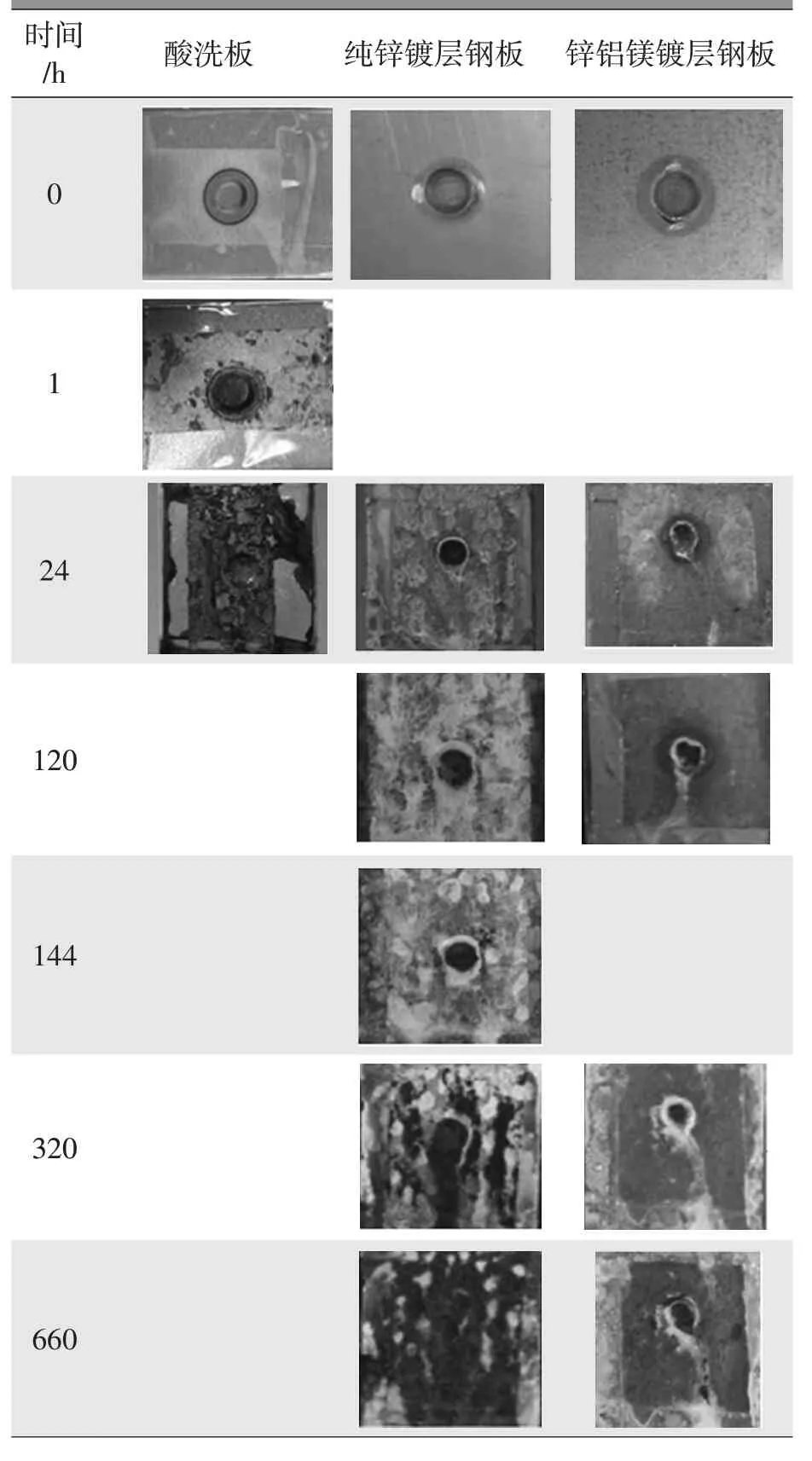
表5 點焊焊點中性鹽霧試驗結果
3.5.4 焊縫耐蝕性能
對鋅鋁鎂鍍層鋼板(雙面鍍層質量為140 g/m2)弧焊焊縫進行中性鹽霧試驗,結果如表6 所示。200 h 后,焊縫周圍的焊渣處優先出現白銹,沒有明顯的紅銹腐蝕。400 h 后,焊縫正面周圍出現明顯紅銹。600 h 后,焊縫邊緣紅銹逐漸被流動到此處的鍍層腐蝕產物覆蓋,呈現白銹腐蝕,紅銹腐蝕被抑制,焊縫背面仍未出現紅銹,表明鋅鋁鎂鍍層對焊縫具有保護作用。800 h 后,焊縫正面和背面均出現紅銹,焊縫周圍鍍層失去對焊縫腐蝕的抑制作用。
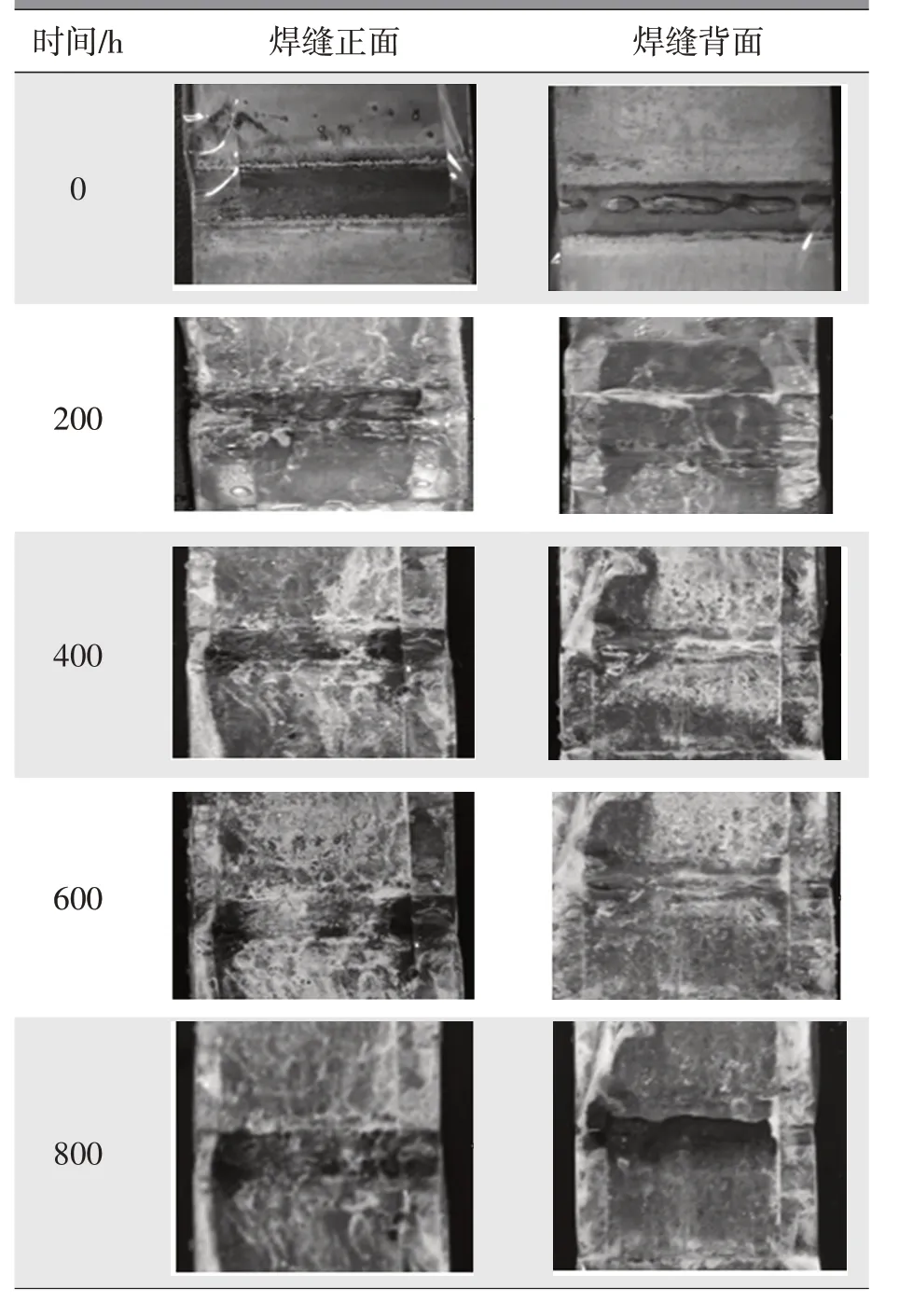
表6 弧焊焊縫中性鹽霧試驗結果
4 典型產品及應用
目前,首鋼汽車底盤用熱軋鋅鋁鎂鍍層鋼板主要包括軟鋼(DD51D)、低合金高強鋼(HSLA)、鐵素體貝氏體鋼(FB)和復相鋼(CP),厚度規格覆蓋1.8~6.0 mm。HSLA 具有較高的強塑性、優異的冷成形性能和抗低溫脆斷性能,可替代420L、QStE420TM、610L 等熱軋酸洗產品用于制造底盤副車架、縱梁、連桿和各種加強板。HSLA 可供應強度級別覆蓋260~700 MPa,其中2.0 mm 規格HR300LA 已用于某車型副車架加強板(圖14),3.0~3.5 mm 規格HR300LA 用于某車型緩沖器加強件(圖15),3.5 mm 規格HR340LA 用于某車型尾門支撐桿底座(圖16)。FB 鋼強度高、翻邊和擴孔性能好,適合制造對局部成形性能要求較高的復雜形狀零部件,如前懸支架、后橋橫梁總成和汽車擺臂等[5-6]。首鋼具備450~780 MPa 級FB 鋼供貨能力,其中450 MPa 和580 MPa 級FB 鋼,已替代某鋼企熱基純鋅產品出口歐洲龍頭車企,沖壓零件包括側軌前底板和前懸架支架等,如圖17 所示。基于獨特的復相組織結構,CP 鋼具備較高的屈強比和優異的抗疲勞破壞性能,同時翻邊和擴孔性能良好,通常用于重要的安全結構件[7]。

圖14 某車型副車架加強板

圖15 某車型緩沖器加強件

圖16 某車型尾門支撐桿底座

圖17 某車型側軌前底板
5 結論
a.熱軋鋅鋁鎂鍍層鋼板具有良好的點焊和弧焊性能,點焊電流窗口與純鋅鍍層相當,略小于酸洗板。
b.熱軋鋅鋁鎂鍍層鋼板與減震膠、點焊膠、折邊膠、結構膠的匹配性均較好,除與減震膠匹配時的內聚斷裂比例為95%以外,其余均為100%,與純鋅鍍層鋼板相當。
c.熱軋鋅鋁鎂鍍層鋼板的磷化前處理性能良好,磷化膜覆蓋率100%,磷化膜顆粒尺寸3~5 mm。
d.熱軋鋅鋁鎂鍍層耐蝕性明顯優于酸洗板和純鋅鍍層鋼板。中性鹽霧條件下,鋅鋁鎂鍍層的平面耐蝕性是純鋅鍍層的6.5 倍,膜下耐蝕性約為純鋅鍍層的5 倍,焊點耐蝕性是純鋅鍍層的5.5 倍;循環腐蝕條件下,鋅鋁鎂鍍層的膜下耐蝕性約為純鋅鍍層的4.5 倍。
e.熱軋鋅鋁鎂鍍層鋼板已取代酸洗板或純鋅鍍層鋼板實現汽車底盤應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07