中口徑深錐臺階孔浮動鏜削工藝研究
2023-08-26 20:15:58段艷君趙安赟王曉峰劉楊
中國軍轉民·下半月 2023年5期
段艷君 趙安赟 王曉峰 劉楊
摘要:深錐臺階孔加工一般采用是固定鏜刀(尖刀)推鏜錐孔的工藝方法,加工后的深錐臺階孔經常出現同軸度超差、過渡錐接刀臺、孔尺寸超差等不符合產品設計精度要求的情況,針對該問題,提出了深錐臺階孔浮動鏜削的工藝方案,通過浮動鏜削工藝方案的實施,完成了工藝試件鏜削試驗和工藝樣件工藝驗證,實踐證明深錐臺階孔浮動鏜削方法能得到較高的同軸度精度和過渡錐平滑過渡的加工效果。
關鍵詞:中口徑;深錐孔;浮動鏜削
某深孔產品,其身管材料為高強韌鋼,自緊前內膛狀態為深錐臺階孔;該深孔產品研制初期,采用是固定鏜刀(尖刀)推鏜錐孔的方法,但其加工精度不能滿足身管自緊前設計精度要求,為滿足產品設計精度要求,解決深錐臺階孔加工的難題,依據浮動鏜削特性,制定了深錐臺階孔浮動鏜削的工藝方案。
1主要技術指標
通孔d1+0.1 0mm,臺階孔d2+0.1 0mm,臺階孔深度Lmm,過渡錐角度α,同軸度0.2mm,粗糙度Ra3.2um。自緊前內膛結構如圖1所示。
2浮動鏜削工藝方案設計
2.1工藝分析
2.1.1固定鏜刀(尖刀)鏜削特性分析
能校正已有孔上的缺陷,獲得良好的直線度精度和表面粗糙度,但鏜削過程中,受工件同截面材料硬度分布不均、機床精度、刀具磨損程度等諸多因素影響,鏜孔軸線偏差是不可克服的加工缺陷,因此深孔固定鏜刀鏜削出口偏差或臺階孔同軸度加工誤差是工藝性問題。
2.1.2深孔浮動鏜削特性分析
浮動鏜刀安裝在浮動鏜刀體的長方刀槽孔中,并可在方孔中自由滑動;在切削過程中,浮動鏜刀靠相對的兩個切削刃上的徑向分力自動對中;鏜削開始時,被加工孔的軸線往往與浮動鏜刀對稱中心不重合,徑向力大的一側將克服浮動鏜刀與浮動鏜刀體長方孔之間的摩擦力,向徑向力小的一側滑動;隨著進給深度的增大,浮動鏜刀的切削錐全部進入孔內,兩刀刃徑向力逐漸平衡,至浮動鏜刀全部切入后,兩刀刃上的徑向力在理論上完全抵消,達到孔軸線與浮動鏜刀對稱中心重合;浮動鏜孔可以減小或消除由于刀具旋轉軸線與被加工孔軸線不重合以及刀桿徑向跳動所引起的加工誤差,可以提高孔徑尺寸精度、圓度和控制軸線偏差。
基于深孔浮動鏜削特性,該產品自緊前內孔采用浮動鏜削工藝方案合理。
2.2浮動鏜削工藝方案
2.2.1鏜削流程
精鏜通孔成d1 mm→第一次推鏜臺階孔成(d1+2.5)mm,深度(L-10)mm→第二次推鏜臺階孔成(d1+5) mm,深度(L-5)mm→第三次推鏜臺階孔成d2mm,深度Lmm,過渡錐成型。
2.2.2工裝設計
浮動鏜刀如圖2所示;后角檢測樣板如圖3所示,用于測量浮動鏜刀后角;錐度浮動鏜刀如圖4所示,用于加工過渡錐孔;同軸度量規如圖5所示,用于檢測臺階孔同軸度。
3試件工藝試驗
3.1試驗條件
設備:深孔鏜床;
主要工裝:精鏜刀體、浮動鏜刀、后角檢測樣板、錐度浮動鏜刀、同軸度量規;
切削液:硫化油;
試件:材料超高強韌鋼(屈服強度Rps≥1350MPa),規格長度3000mm、外徑φ205mm,內孔φ80mm。
3.2工藝試驗過程
工件裝夾找正:將試件裝夾在深孔鉆鏜床上,以內孔找正,其跳動小于0.3mm,并夾緊。
主要切削參數:主要切削參數見表1。
3.3試件檢測結果
試件檢測結果見表2。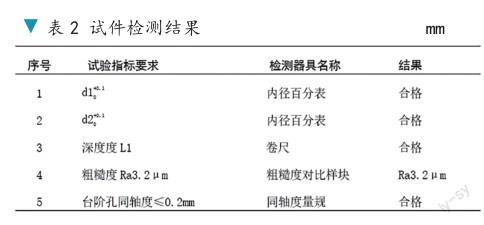
3.4浮動鏜刀磨損情況分析
浮動鏜刀使用后切削刃磨損情況如圖6所示,錐度浮動鏜刀使用后切削刃磨損情況如圖7所示。
結論:目測觀察浮動鏜刀切削刃無明顯磨損,說明其鏜刀片結構及切削刃幾何參數設計合理。
3.5試件工藝試驗結果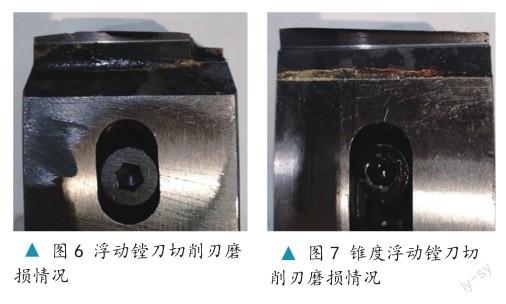
通過試件鏜削工藝試驗,其加工精度滿足技術指標要求,說明工藝方案可行,切削參數及工藝方法可以用于樣件工藝驗證。
4樣件工藝驗證
4.1試驗條件
設備、工裝、切削液與試件鏜削試驗相同;樣件為直徑105的深孔產品(屈服強度Rp0.2=1357~1373MPa)。
4.2工藝驗證過程
樣件裝夾方式、主要切削參數與試件相同。
4.3樣件檢測結果
試件檢測結果見表3。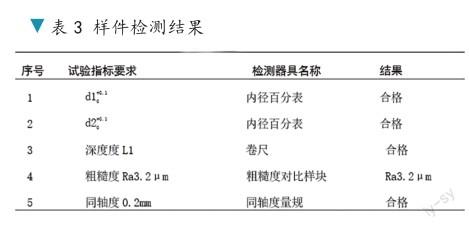
4.4浮動鏜刀磨損情況分析
目測觀察浮動鏜刀切削刃無明顯磨損,說明浮動鏜刀有較好的耐用度,能滿足深臺階孔加工性能要求。
4.5樣件工藝驗證結果
在與試件試驗條件、裝夾方式、主要切削參數相同的情況下,進行了樣件工藝驗證,樣件檢測結果符合技術指標要求,刀具磨損正常,進一步說明浮動鏜削工藝方案可行、切削參數合理。
5結語
針對某深孔產品在預研過程中存在的問題,通過深孔鏜削工藝分析,確定了深錐臺階孔浮動鏜削工藝方案,經試件工藝試驗和樣件工藝驗證,證明浮動鏜削工藝方案合理、可行,能解決原工藝方法出現的同軸度超差、過渡錐接刀臺、孔尺寸超差的問題,研制出了中口徑深錐臺階孔鏜削技術,為該產品后續定型批生產儲備了工藝技術。
(作者簡介:段艷君,內蒙古北方重工業集團有限公司工程師;趙安赟,陸軍裝備部駐包頭地區第二軍事代表室助理工程師;王曉峰,內蒙古北方重工業集團有限公司工程師;劉楊,陸軍裝備部駐錦州地區軍事代表室工程師)