鋁合金離合器殼體鑄件縮松缺陷分析
2023-08-30 05:08:48淡瑤
熱處理技術與裝備 2023年4期
關鍵詞:區域
淡 瑤
(陜西法士特汽車傳動工程研究院,陜西 寶雞 722409)
鋁合金消失模鑄造中鑄件的澆注系統設計是非常關鍵的。本文根據集成式離合器殼體產品結構特點,解決鑄件縮松和縮孔缺陷的問題。分析產品結構,合理設置澆口,提高澆鑄系統的補縮能力,借助MAGMA仿真模擬軟件對凝固過程進行模擬,結合現場的試驗,解決鑄件關鍵位置的縮松和縮孔缺陷問題。澆注系統的補縮能力與內澆口的位置、內澆口的尺寸有非常密切的關系。通過澆注系統的優化設計,提高澆注系統的補縮能力,延遲內澆口的凝固時機,可有效解決縮孔和縮松缺陷。
1 工藝設計
1.1 結構分析
離合器鑄件如圖1所示,外形尺寸φ540 mm×464.3 mm,重量約33.45 kg,未注壁厚7 mm,材質為AlSi7Mg合金。為了保證鑄件的外觀和減少變形,根據經驗,澆注過程鑄件離合器端朝上。
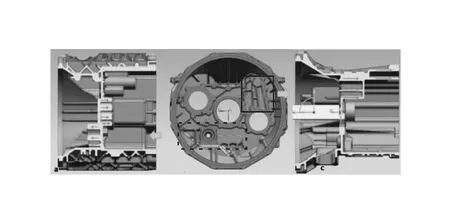
圖1 離合器鑄件結構Fig.1 Clutch casting structure
圖1 (a)為圖1 (b)虛線區域剖視圖,此區域集成了氣缸和撥叉軸三排盲孔(以下簡稱三排孔),為保證氣缸的前度配置有加強筋,此處氣缸及加強筋在隔板以上,鋁液的流向向上;三排孔深度56 mm、直徑φ17 mm、壁厚15 mm,與隔板結合區域形成熱節。此處即為鑄件縮松缺陷位置。三排孔在隔板以下部分鋁液的流向向下,且分散為多個區域,對熱節區域的補縮和冷卻造成影響。
圖1(c)為圖1(b)實線區域剖視圖,鑄件隔板上下均有較深凹槽,最大凹槽深度為98.5 mm,寬度為27 mm。潤滑油過濾凹槽的尺寸為:直徑φ41.1 mm,深度164 mm。鑄件還有多處深槽結構,深度和長度各不相同。此處鋁液通過隔板流動至鑄件底部過程需要有兩次分流,降低了鋁液的溫度,影響了鋁液的流動性,不利于厚大部位的補縮。
該鑄件特點為:鑄件集成了氣缸、過濾等功能性結構;減重槽較多;鑄件高度464.3 mm,隔板距底面196.5 mm,鋁液的最大流程為664 mm。基于以上特點,結合消失模鑄造干砂造型、模型涂層涂覆等必要條件,此鑄件不利于消失模鑄造過程的填砂造型和鋁液充型,增大了鑄件縮松缺陷的解決難度。
1.2 主要缺陷
此鑄件的主要缺陷為縮松、縮孔,位置集中在隔板的三排孔區域和氣缸區域,見圖2。
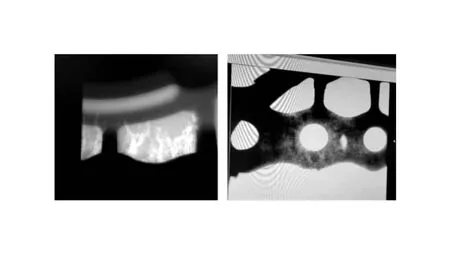
圖2 鑄件缺陷Fig.2 Casting defects
1.3 原因分析
1.3.1 工藝設計和澆注條件
該工藝設計存在澆注系統補縮能力不足和內澆口凝固早于縮松區域的問題。
澆注條件包括澆注溫度和澆注速度。隨著澆注溫度升高,液態金屬的液態收縮率增大。澆注溫度為750~760 ℃,鋁液從澆注溫度冷卻至室溫產生的收縮為液態收縮、凝固收縮和固態收縮之和。其中,液態收縮和凝固收縮是鑄件產生縮孔和縮松的基本原因,而固相收縮對應力、變形與裂紋的影響較大。隨著澆注溫度降低,澆注系統的補縮能力會降低。澆注速度越快,充型過程不穩定,易于卷氣,局部壁厚較大區域不能穩定充型,也無法持續得到鋁液補充,因此,形成縮孔和縮松缺陷的風險會增加。
鑄件的澆注系統設計和澆注條件需要同時考慮,澆注系統對應合適的澆注溫度和澆注速度,鑄件的質量也會得到相應的改善。
1.3.2 鑄件結構
鑄件隔板三排孔區域和氣缸結構區域存在壁厚突變的情況,缺陷表現為縮松和縮孔。內澆口通過均勻壁厚區域將鋁液推送至三排孔和氣缸區域,而這些區域的壁厚均在25 mm以上,且熱節范圍較集中,鋁液積蓄熱量,型砂接觸散熱較慢,故而凝固稍晚于均勻壁厚區域。周圍均勻壁厚區域凝固后,導致三排孔和氣缸區域的液態金屬在凝固過程中無法得到持續的液態金屬補充,同時存在液態收縮、凝固收縮和固態收縮,形成集中的縮孔和縮松缺陷。
1.3.3 型砂的冷卻能力
型砂的溫度和蓄熱能力對鑄件的縮松和縮孔也有較大的影響。當型砂溫度一定時,型砂的蓄熱系數越小,鑄件冷卻速度越慢;當蓄熱系數一定時,型砂溫度適當降低,鑄件冷卻速度會加快。
2 試驗方法
考慮消失模鑄造工藝特點、鑄件結構及澆注系統清理的效率,在鑄件隔板的中心孔位置設置內澆口,澆鑄系統直澆道、橫澆道和內澆道的阻流面積依次減小。
采用MAGMA仿真模擬軟件,對于內澆口位置、尺寸和澆口窩尺寸、大小進行不同方案的設計和仿真模擬。
由于消失模鑄造工藝的沖型和凝固過程較普通的砂型鑄造過程復雜,鋁液的充型方向、模型的氣化和液化情況存在很多不確定性,因此,根據產品情況和缺陷位置,加設澆口窩,設計了四種澆鑄方案,并進行仿真模擬。
方案一:在中心孔設置圓形內澆道,由厚度25 mm倒斜角至厚度15 mm,即內澆口的阻流形狀為環狀,其與鑄件接觸寬度為15 mm。模擬結果見圖3(a)。

(a)方案一;(b) 方案二;(c) 方案三;(d) 方案四圖3 不同方案的仿真模擬結果(a) scheme I; (b)scheme II; (c)scheme III; (d)scheme IVFig.3 Simulation results of different schemes
方案二:在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度15 mm,其中一個內澆口正對三排孔中間圓形凸臺。仿真模擬結果見圖3(b)。
方案三:在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度15 mm,其中一個內澆口的方向與中心孔和三排孔中間圓形凸臺圓心的連線呈45°。仿真模擬結果見圖3(c)。
方案四:在中心孔設置內澆口,呈T字型分布,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度15 mm,取消正對三排孔中間圓形凸臺的內澆口,其余三個內澆口方向與方案二相同。仿真模擬結果見圖3(d)。
根據模擬結果,結合現場生產經驗,方案一采用圓形內澆口,三排孔區域縮松風險較小,但是需要機加工去除內澆口。方案二采用十字型內澆口,方向正對三排孔中間圓形凸臺,縮松風險仍然存在。方案三采用十字型內澆口,方向與中間凸臺方向成45°,縮松風險較方案二高。方案四中三排孔處縮松風險最高。綜合考慮,采用方案二進行鋁合金離合器殼體澆鑄。并對方案二中對不同內澆口厚度進行對比和實驗,內澆口厚度分別為12、15和20 mm時,仿真模擬結果見圖4。

(a)12 mm;(b)15 mm;(c)20 mm圖4 不同內澆口厚度的仿真模擬結果Fig.4 Simulation results of different inner gate thicknesses
3 試驗結果
在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度12 mm,其中一個內澆口正對三排孔中間圓形凸臺,加設直徑為80 mm、高度為40 mm的澆口窩。澆鑄6件,其中3件出現縮松缺陷,位置在三排孔區域,探傷照片見圖5(a)。

(a)內澆口厚度10 mm;(b)內澆口厚度15 mm;(c)內澆口厚度20 mm圖5 鑄件探傷照片(a)inner gate thickness of 10 mm; (b)inner gate thickness of 15 mm; (c)inner gate thickness of 20 mmFig.5 Flaw detection of castings
在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度15 mm,其中一個內澆口正對三排孔中間圓形凸臺,加設直徑為80 mm、高度為40 mm的澆口窩。無縮松缺陷,探傷照片見圖5(b)。經過單次澆鑄12~24件,多個批次驗證,澆鑄數量大于300件,未發現縮松。
在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度20 mm,其中一個內澆口正對三排孔中間圓形凸臺,加設直徑為80 mm、高度為40 mm的澆口窩。澆鑄6件,其中2件出現縮松缺陷,探傷照片見圖5(c)。
4 結論
內澆口的尺寸、位置及澆口窩的設置對鑄件的內部質量有很大的影響。對于復雜結構的鋁合金離合器殼體鑄件,采用中心孔進澆,在中心孔設置十字型澆口,每個澆口寬度40 mm,由厚度25 mm倒斜角至厚度15 mm,其中一個內澆口正對三排孔中間圓形凸臺,加設直徑為80 mm、高度為40 mm的澆口窩,可以消除三排孔區域的縮松缺陷。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15