工藝參數(shù)對(duì)切向超聲輔助磨削鈦合金表面質(zhì)量的影響*
2023-09-18 08:42:36冷和鵬朱貴升朱緒勝董穎懷付志強(qiáng)
制造技術(shù)與機(jī)床 2023年9期
王 巖 冷和鵬 朱貴升 朱緒勝 董穎懷 付志強(qiáng)
(①天津科技大學(xué)機(jī)械工程學(xué)院,天津 300222;②天津市輕工與食品工程機(jī)械裝備集成設(shè)計(jì)與在線監(jiān)控重點(diǎn)實(shí)驗(yàn)室,天津 300222;③中航工業(yè)成都飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司,四川 成都 610091)
近些年來,隨著加工制造技術(shù)和材料科學(xué)技術(shù)的快速發(fā)展,鈦合金和碳纖維增強(qiáng)復(fù)合材料在一些重點(diǎn)工業(yè)領(lǐng)域中得到廣泛地使用[1-2]。傳統(tǒng)的加工方法加工鈦合金等先進(jìn)材料時(shí),存在刀具磨損嚴(yán)重、切削溫度高、表面質(zhì)量差和切削力過大等缺點(diǎn)[3-4],造成產(chǎn)品制造精度不足和成本增加,經(jīng)濟(jì)性好、生產(chǎn)率高的加工方式成為難加工材料制造發(fā)展的必然趨勢。
考慮到難加工材料加工特性和表面的組織結(jié)構(gòu),超聲振動(dòng)輔助磨削加工作為一種將小振幅、高頻刀具振動(dòng)[5]與精密加工相結(jié)合的復(fù)合制造技術(shù)[6],廣泛用于先進(jìn)材料的加工[7]。超聲振動(dòng)輔助磨削加工可以減少傳統(tǒng)磨削加工帶來的缺陷,還避免了傳統(tǒng)加工方式中的“讓刀”現(xiàn)象,可顯著提高加工件的表面質(zhì)量,提高其性能與使用壽命[8-10]。因此逐漸成為近些年學(xué)者研究的熱門內(nèi)容,Cong W L[11]利用旋轉(zhuǎn)磨削對(duì)碳纖維塑料復(fù)合材料進(jìn)行鉆孔,從切削力、扭矩、表面粗糙度、分層、刀具壽命和材料去除率6 個(gè)方面對(duì)碳纖維增強(qiáng)塑料旋轉(zhuǎn)超聲加工與扭鉆進(jìn)行了比較。Ning F D[12]通過建立超聲切削力模型,研究了難加工材料旋轉(zhuǎn)的超聲振動(dòng)振幅,該模型提供超聲波振動(dòng)幅度與輸入變量之間的關(guān)系,預(yù)測旋轉(zhuǎn)超聲加工中其他輸出變量的基礎(chǔ)。Jia D J[13]的團(tuán)隊(duì)進(jìn)行了有限元分析(FEA)模擬,使用軸對(duì)稱八節(jié)點(diǎn)四邊形單元構(gòu)建模型揭示了超聲輔助磨削加工工件中的應(yīng)力和變形等。Unyanin A N[14]對(duì)超聲振動(dòng)輔助磨削加工磨削力進(jìn)行研究,通過對(duì)超聲振動(dòng)輔助加工磨削力的理論分析和實(shí)驗(yàn)對(duì)比,發(fā)現(xiàn)施加超聲振動(dòng)時(shí)磨削力的值和普通磨削相比降低了10%~15%。李長河[15]團(tuán)隊(duì)通過對(duì)銑削和磨削中的纖維增強(qiáng)復(fù)合材料的研究,系統(tǒng)地闡述了超聲振動(dòng)在抑制加工力方面表現(xiàn)出最大的優(yōu)勢,與常規(guī)加工相比可降低約60%的加工力。
現(xiàn)有的研究多為單一參數(shù)下對(duì)材料表面粗糙度的影響,對(duì)于引入超聲后不同參數(shù)對(duì)表面粗糙度的影響機(jī)理研究卻不多。為了深入研究超聲振動(dòng)輔助磨削中加工參數(shù)的影響機(jī)理,本文從振幅、磨削深度、進(jìn)給速度和轉(zhuǎn)速4 個(gè)方面,通過對(duì)比實(shí)驗(yàn)研究了加工參數(shù)對(duì)材料表面粗糙度的影響機(jī)理。
1 切向超聲輔助磨削運(yùn)動(dòng)機(jī)理分析
本文所采用的超聲輔助加工形式為切向振動(dòng),運(yùn)動(dòng)過程是多種單一運(yùn)動(dòng)的合成[16]。如圖1 所示,砂輪主軸的回轉(zhuǎn)運(yùn)動(dòng)由機(jī)床主軸回轉(zhuǎn)速度n決定,工件的進(jìn)給速度由機(jī)床的自身定義;切向超聲輔助磨削加工中砂輪軸線與工件磨削加工表面平行,砂輪分速度方向?yàn)関w,與x軸方向的進(jìn)給速度一致,工件在超聲振動(dòng)作用下做簡諧振動(dòng)。
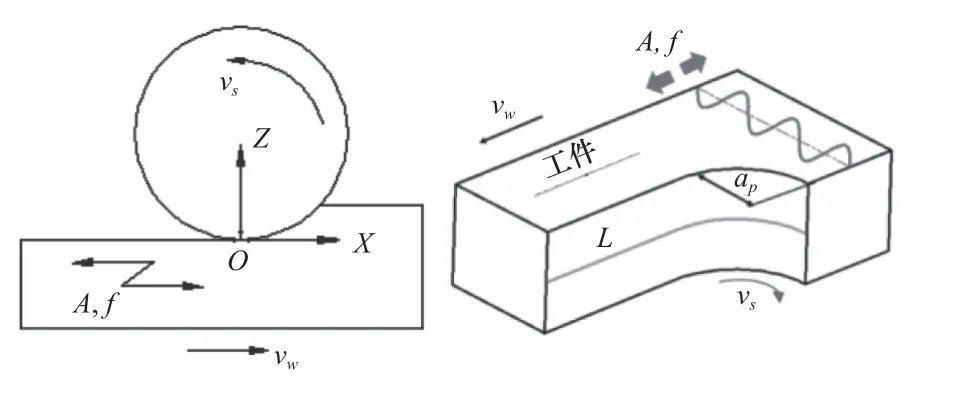
圖1 切向超聲輔助磨削的運(yùn)動(dòng)模型
定義本文坐標(biāo)系OXYZ,如圖1 所示。X軸可視為工作臺(tái)進(jìn)給方向;Y軸垂直于進(jìn)給方向,和磨削寬度b方向一致;Z軸垂直于未加工表面,與磨削深度ap的方向一致。
建立單顆磨粒運(yùn)動(dòng)位移數(shù)學(xué)模型,如式(1)所示。
根據(jù)式(1)繪制出空間單顆磨粒運(yùn)動(dòng)軌跡曲線,如圖2 所示。
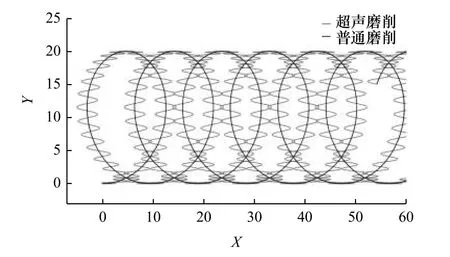
圖2 單顆磨粒的運(yùn)動(dòng)軌跡
根據(jù)運(yùn)動(dòng)軌跡方程(1),同時(shí)對(duì)時(shí)間t求導(dǎo),單顆磨粒的運(yùn)動(dòng)速度方程如下:
式中:vx為x方向的單顆磨粒的運(yùn)動(dòng)合速度;vz為z方向的單顆磨粒的運(yùn)動(dòng)合速度。
假定超聲振動(dòng)的初始相位 φ0=0,在時(shí)間t內(nèi)單顆磨粒運(yùn)動(dòng)路徑的軌跡L為
與普通磨削運(yùn)動(dòng)軌跡相比,可見切向超聲輔助磨削下的磨粒的運(yùn)動(dòng)進(jìn)給軌跡更長,單位時(shí)間內(nèi)去除材料體積增加,超聲輔助磨削更有利于增加材料的去除率。
2 試驗(yàn)裝置
超聲輔助磨削試驗(yàn)臺(tái)如圖3 所示,主要由超聲振動(dòng)臺(tái)與數(shù)控加工中心機(jī)床組成,振動(dòng)臺(tái)固定安裝在機(jī)床的移動(dòng)臺(tái)上。試驗(yàn)主設(shè)備加工機(jī)床為SINUMERIK 808D ADVANCED 加工中心,西門子控制系統(tǒng)。

圖3 試驗(yàn)裝置搭建圖
本文加工材料為Ti6Al4V 鈦合金,選用金剛石為涂層、磨粒的粒度100#的高硬度磨料砂輪進(jìn)行實(shí)驗(yàn),磨粒數(shù)分布密度數(shù)量級(jí)約為 107/m2。光學(xué)顯微鏡型號(hào)為STM7-MF,采用三豐SJ-210 便攜式全彩屏表面粗糙度測量儀。
3 表面粗糙度分析
3.1 超聲振幅對(duì)表面粗糙度的影響
在超聲頻率20 kHZ 下,分析不同超聲振幅對(duì)表面粗糙度的影響。如圖4 所示,通過對(duì)比普通磨削粗糙度的測量平均值(CG AV)和切向超聲輔助磨削粗糙度測量平均值(UAG AV),發(fā)現(xiàn)超聲振幅從0 μm 增加到 15 μm 時(shí)平均粗糙度由 4.025 μm 下降為 2.86 μm,切向UAG 粗糙度降低約40%。
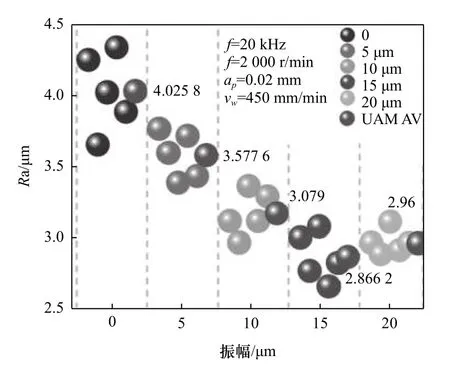
圖4 振幅對(duì)粗糙度的影響
通過顯微鏡觀察不同振幅下加工表面的微觀形貌,如圖5 所示。振幅A=0時(shí)進(jìn)給速度較大,微觀形貌表現(xiàn)出溝壑、不均勻的劃擦和凹坑。施加超聲作用后,磨粒運(yùn)動(dòng)軌跡發(fā)生干涉和重疊,由于磨削磨粒分布的不規(guī)則性,同一區(qū)域受到不同位置磨粒的反復(fù)滾壓,可以減小溝壑的深度,有效降低表面輪廓的高度差。

圖5 不同振幅下加工表面微觀形貌圖
3.2 磨削深度對(duì)表面粗糙度的影響
如圖6 所示,磨削深度為 0.02 mm時(shí),CG 下粗糙度為 4.025 μm,UAG 下降低到 3.169 μm,粗糙度降低幅度為27%,粗糙度下降幅度最大;相比普通磨削,在磨削深度為 0.04 mm 和 0.06 mm 時(shí)超聲作用粗糙度降低幅度為16.5%和7.6%。單次測量結(jié)果存在誤差這主要?dú)w因于鈦合金材料的粘附性使砂輪過載導(dǎo)致的累積邊緣效應(yīng),造成加工表面的溝槽分布得不均勻。磨削深度的增加反而會(huì)減小累積邊緣效應(yīng)。
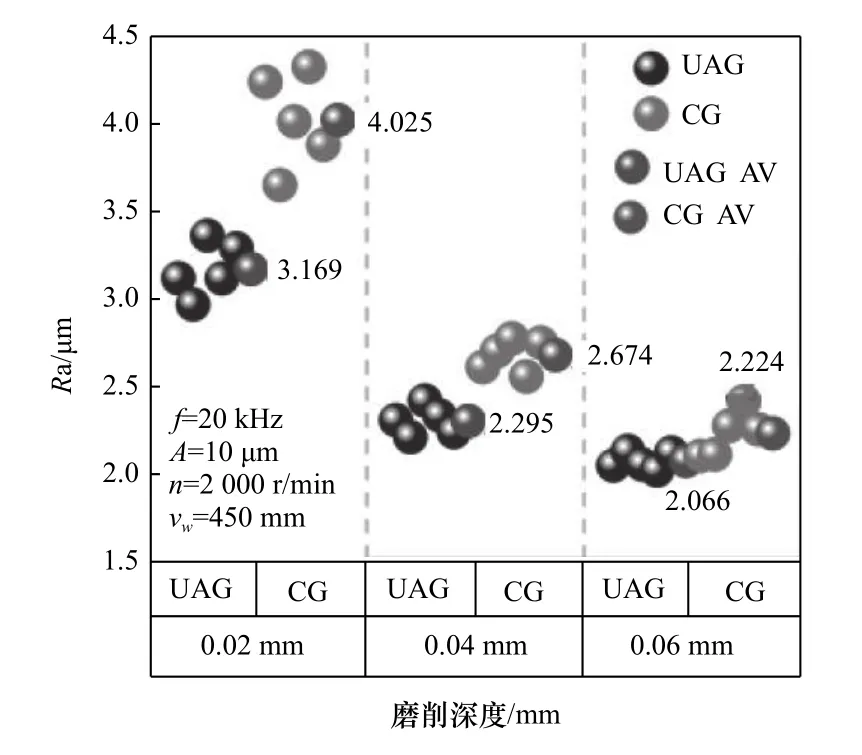
圖6 磨削深度對(duì)粗糙度影響
通過顯微鏡觀察表面形貌如圖7 所示,CG 下隨著壓入深度的增加,可見單顆磨粒劃痕長度逐漸增大;施加超聲作用后的切削路徑呈現(xiàn)短而不連續(xù)狀態(tài)。此外,由于磨削深度的增加,磨粒切削軌跡的相互作用在CG 其間更明顯。
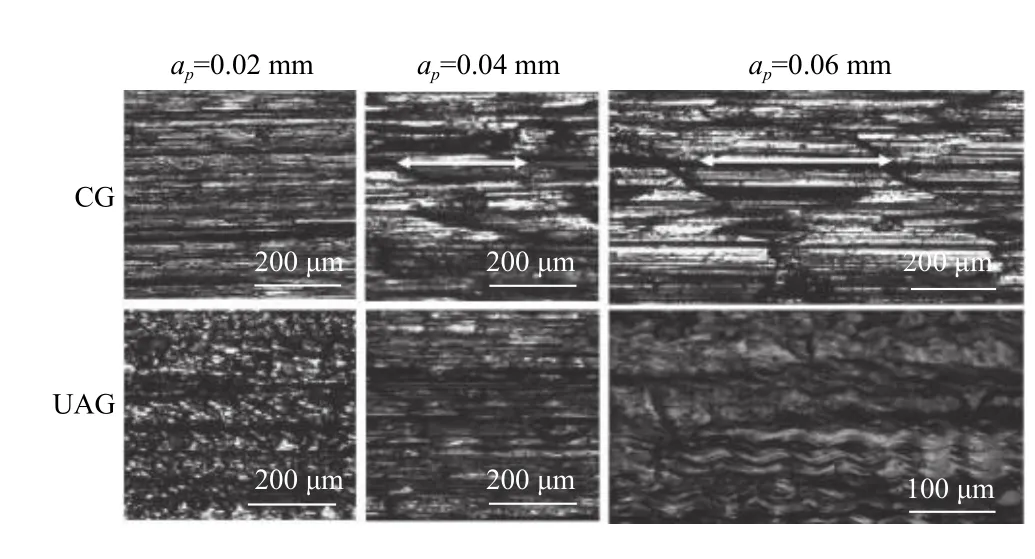
圖7 磨削深度變化對(duì)粗糙度影響
3.3 進(jìn)給速度對(duì)表面粗糙度的影響
如圖8 所示,進(jìn)給速度 450 mm/min時(shí),可以發(fā)現(xiàn)UG 下為4 .025 μm,在UAG 下的粗糙度為3 .214 μm,粗糙度降低幅度為25%,下降幅度最大;相比普通磨削,在進(jìn)給速度為300 mm/min 和 600 mm/min 時(shí)超聲作用下粗糙度降低幅度為22%和23%。粗糙度隨進(jìn)給速度的增加而增大,CG 加工時(shí)的粗糙度高于切向UAG 時(shí)。
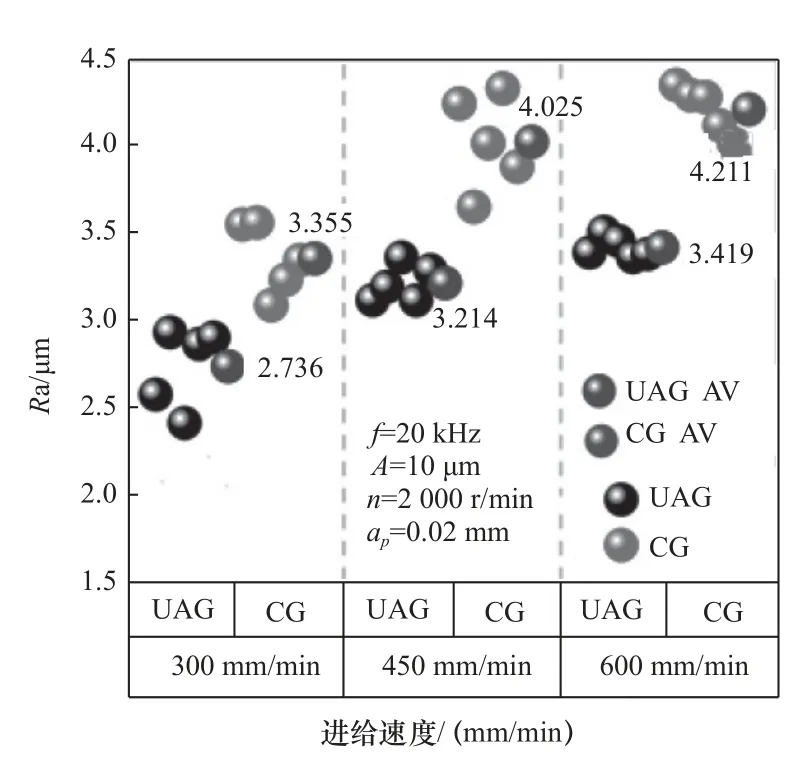
圖8 進(jìn)給速度對(duì)粗糙度的影響
磨削加工微觀表面如圖9 所示,與普通磨削相比,切向超聲輔助磨削增加磨粒對(duì)加工表面刻畫溝壑之間的交叉和重疊,有效增加后面砂輪磨粒對(duì)前一磨粒刻劃溝壑重復(fù)加工次數(shù),促進(jìn)加工表面殘留高度的降低,因此有效降低表面加工的殘留高度,導(dǎo)致加工表面粗糙度的降低。
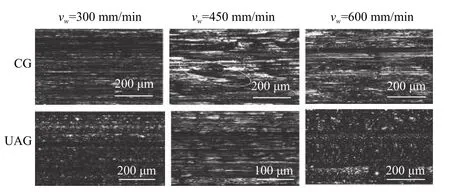
圖9 不同進(jìn)給速度加工的表面微觀形貌對(duì)比
3.4 轉(zhuǎn)速對(duì)表面粗糙度的影響
如圖10 所示,轉(zhuǎn)速 2 000 r/min時(shí),可以發(fā)現(xiàn)普通磨削時(shí)的粗糙度相對(duì)于切向超聲磨削加工時(shí)的粗糙度是從4.073 μm 降低到3.214 μm,降低幅度達(dá)25%,Ra下降幅度最大;相比普通磨削,在轉(zhuǎn)速為3 000 r/min 和3 600 r/min 時(shí)超聲作用下Ra降低幅度分別為19%和18%,Ra隨著轉(zhuǎn)速的升高降低,切向UAG 的粗糙度低于CG 的粗糙度。
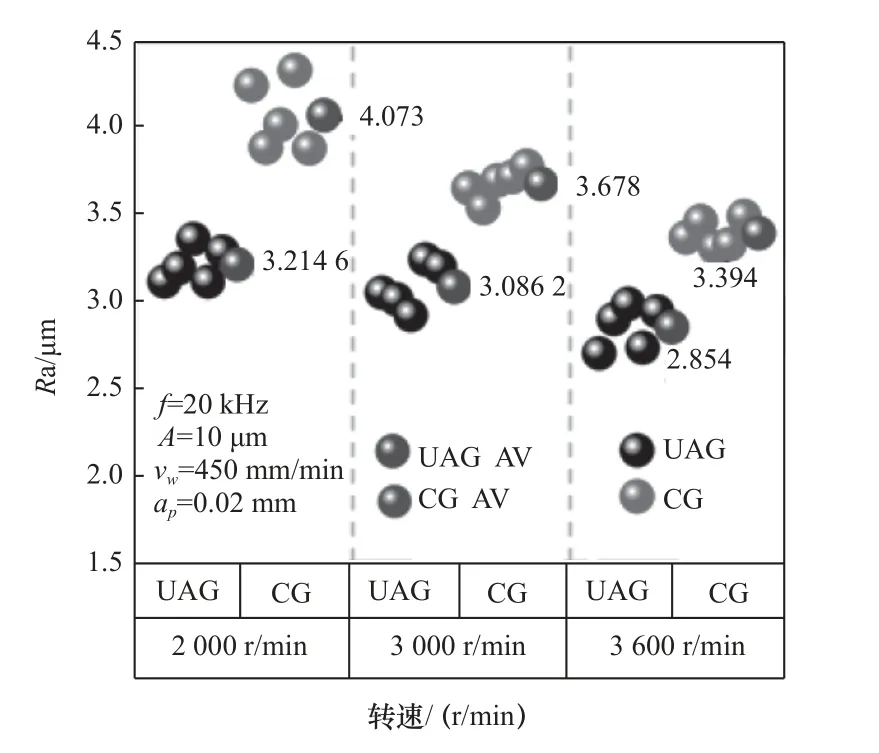
圖10 轉(zhuǎn)速對(duì)粗糙度的影響
通過顯微鏡觀察表面微觀結(jié)構(gòu),如圖11 所示,可以發(fā)現(xiàn)引入超聲后的材料表面,表面輪廓相對(duì)平整,這是因?yàn)檗D(zhuǎn)速2 000 r/min 時(shí),單位時(shí)間內(nèi)轉(zhuǎn)過的路徑減小,導(dǎo)致磨粒進(jìn)入深度的增加,累積邊緣效應(yīng)強(qiáng)化。在超聲振動(dòng)作用下,未變形切屑區(qū)的厚度發(fā)生變化,同時(shí)高頻沖擊載荷對(duì)單顆磨料提供了自銳化作用,單位時(shí)間內(nèi)單顆磨粒磨削深度與工件的接觸面積發(fā)生變化,使材料表面溝壑深度降低。
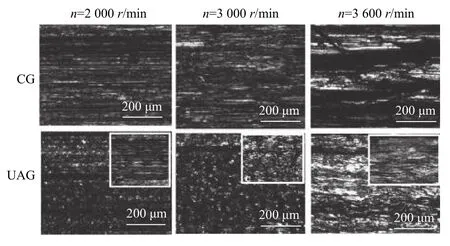
圖11 轉(zhuǎn)速對(duì)微觀表面形貌影響
4 結(jié)語
本文針對(duì)Ti6Al4V 材料進(jìn)行了切向超聲振動(dòng)輔助磨削加工實(shí)驗(yàn)研究,研究分析了超聲振幅、磨削深度、進(jìn)給速度和轉(zhuǎn)速對(duì)材料表面粗糙度的影響。通過實(shí)驗(yàn)研究,得出以下結(jié)論:
(1)超聲振動(dòng)輔助下材料表面粗糙度隨振幅的升高而減小,振幅從0 μm 增加到 15 μm 時(shí)平均粗糙度由 4.025 μm 下降為 2.86 μm,最大降幅約為40%。
(2)表面粗糙度隨著磨削深度的增大而減小,磨削深度為0.02 mm時(shí),相對(duì)普通磨削粗糙度從4.025 μm 降低到 3.169 μm,粗糙度降低幅度為27%。
(3)與普通磨削加工相比,在超聲輔助作用下粗糙度明顯降低;當(dāng)進(jìn)給速度 450 mm/min 時(shí),粗糙度從 4.025 μm 降低到 3.214 μm,可以發(fā)現(xiàn)切向超聲磨削下粗糙度Ra降低幅度為25%。
(4)表面粗糙度隨著轉(zhuǎn)速的升高而降低,轉(zhuǎn)速2 000 r/min時(shí),可以發(fā)現(xiàn)普通磨削時(shí)的粗糙度相對(duì)于切向超聲磨削加工時(shí)的粗糙度從 4.073 μm 降低到 3.214 μm,降低幅度為25%。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
