螺旋槳葉輪自由曲面五軸高速數(shù)控加工技術(shù)
2023-09-21 08:17:08王林峰
科學(xué)技術(shù)創(chuàng)新 2023年22期
王林峰
(遼寧地質(zhì)工程職業(yè)學(xué)院,遼寧 丹東)
自由曲面的加工難度大、精度要求高,對加工技術(shù)提出了嚴(yán)格要求。螺旋槳葉輪是一種常見的自由曲面零件,將五軸高速數(shù)控加工技術(shù)應(yīng)用到葉輪加工中,能夠顯著提高曲面加工效率,并且使曲面加工精度得到提升。在應(yīng)用五軸高速數(shù)控加工技術(shù)時,前期需要根據(jù)螺旋槳葉輪的實(shí)體零件制作CAD 模型,根據(jù)模型的幾何工藝信息,使用數(shù)控編程系統(tǒng)進(jìn)行刀位和加工路徑的規(guī)劃,經(jīng)仿真優(yōu)化后利用伺服控制系統(tǒng),控制刀具按照既定路徑完成加工,得到零件成品。目前,五軸高速數(shù)控加工技術(shù)已經(jīng)在螺旋槳葉輪、飛機(jī)機(jī)翼、汽車外殼等多種自由曲面零件的加工中得到廣泛應(yīng)用。
1 螺旋槳葉輪的幾何結(jié)構(gòu)
1.1 整體構(gòu)造
螺旋槳由槳葉和槳轂構(gòu)成,槳葉的靠前的一邊為導(dǎo)邊,靠后的一邊為隨邊,槳葉與槳轂連接的部位為葉根,遠(yuǎn)離槳轂的一端為葉梢。槳轂呈錐形,用于固定槳葉和槳軸。在槳轂外側(cè)設(shè)有整流罩,可以降低水的阻力,用轂帽固定整流罩。螺旋槳的整體構(gòu)造見圖1。

圖1 螺旋槳整體結(jié)構(gòu)示意
1.2 槳葉形成
螺旋槳葉的壓力面是由母線ab 繞槳轂的軸線OO1旋轉(zhuǎn),并且勻速沿OO1向上移動形成的。在母線上,任意一點(diǎn)運(yùn)動形成的軌跡線成為螺旋槳線。從平行于軸線的方向看,該線為圓弧;從垂直于軸線的方向看,該線為正弦曲線,見圖2。

圖2 螺旋槳面的形成
螺旋槳葉受到來自螺旋槳的一定推力,為了防止螺旋槳葉出現(xiàn)彎曲、變形,在產(chǎn)品設(shè)計時要科學(xué)確定螺旋槳葉的厚度。既要保證強(qiáng)度達(dá)標(biāo),又要減輕自重降低能耗。用一個半徑為R 并且圓形與槳軸中心重合的圓柱面與槳葉相切,所得截面即為槳葉切面[1]。根據(jù)切面形式的不同,又可分為弓型和機(jī)翼型。
1.3 造型參數(shù)
結(jié)合螺旋槳的運(yùn)行特點(diǎn),能夠影響其推進(jìn)性能的因素有直徑、螺距比、盤面比、槳葉數(shù)、槳葉后傾角等。這里以盤面比為例,介紹該參數(shù)的計算方法。螺旋槳梢圓的面積成為盤面積,其計算公式為:
式中:A 表示盤面積;D 表示螺旋槳直徑。將槳葉不同半徑處的切面拉直,并放在相應(yīng)半徑的位置上,用一條曲線把各個切面的端點(diǎn)串聯(lián),即可得到伸張輪廓。該輪廓所占面積成為伸張面積,記為S。則盤面積A與伸張面積S 的比值記為盤面比(η),計算公式為:
盤面積能夠客觀反映槳葉面積在以D 為直徑的圓面積里的充實(shí)程度。η 值越大,說明充實(shí)程度越強(qiáng),相應(yīng)的制造難度也會增加;反之,η 值越小,說明充實(shí)程度越差,容易出現(xiàn)空泡,導(dǎo)致槳葉強(qiáng)度不夠。在設(shè)計螺旋槳時,通常以槳葉不產(chǎn)生空泡為前提,最大程度上降低盤面比,達(dá)到節(jié)約成本、降低制作難度的目的。
1.4 坐標(biāo)計算
螺旋槳的各項設(shè)計數(shù)據(jù)是基于螺旋槳葉面展開圖得出的;在螺旋槳的數(shù)控加工時,則需要使用到三維空間坐標(biāo),這就需要將設(shè)計數(shù)據(jù)轉(zhuǎn)化成具體坐標(biāo),處理方式如下:將工件坐標(biāo)系{O-XYZ},以槳葉輻射參考線和螺旋槳軸線的交叉點(diǎn)作為該坐標(biāo)系的原點(diǎn)O;以螺旋槳的軸線為Z 軸,以輻射參考線過O 點(diǎn)垂直于Z 軸的平面投影為Y 軸;在Y 軸和Z 軸的基礎(chǔ)上,根據(jù)“右手規(guī)則”確定X 軸[2]。按照上述方法確定螺旋槳坐標(biāo)系,見圖3。

圖3 螺旋槳的工件坐標(biāo)系
圖3 中,r 表示切面半徑;R 為螺旋槳半徑;α 表示螺距角;λ 表示切面曲線上任意一點(diǎn)在XOY 面上投影與Y 軸的夾角;p 表示切面上任意一點(diǎn)在切面展開圖上的橫坐標(biāo)。將螺旋槳葉面設(shè)計數(shù)據(jù)的切面坐標(biāo)轉(zhuǎn)化成三維坐標(biāo)系{O-XYZ}中的坐標(biāo),表示如下:
2 自由曲面五軸高速數(shù)控加工技術(shù)
使用五軸數(shù)控機(jī)床進(jìn)行自由曲面的加工,避免了傳統(tǒng)多坐標(biāo)數(shù)控機(jī)床使用點(diǎn)接觸成型加工自由曲面存在的自適應(yīng)能力差、路徑重復(fù)導(dǎo)致加工效率不高等問題。此外,五軸數(shù)控機(jī)床的編程更加簡單,不容易出現(xiàn)干涉現(xiàn)象,尤其適用于加工螺旋槳葉輪這種厚度不均的超薄工件。在應(yīng)用五軸高速數(shù)控加工技術(shù)時,選擇合適的刀具、科學(xué)規(guī)劃走刀路徑,以及保證切削深度、走刀步長等參數(shù)的精確,對提高自由曲面的成型質(zhì)量有積極幫助。
2.1 五軸數(shù)控加工技術(shù)
2.1.1 刀軸控制和驅(qū)動方式
五軸高速數(shù)控加工中使用到的刀軸,根據(jù)控制方式的不同可以分為點(diǎn)和線刀軸,法向刀軸,直紋面驅(qū)動刀軸、插補(bǔ)刀軸等若干類型。點(diǎn)和線刀軸是采取聚焦一個點(diǎn)或一條線的方式進(jìn)行刀軸控制,除非加工方案有特殊要求,一般很少使用這類刀軸控制方式。法向刀軸是保持刀軸在自由曲面上的每個接觸點(diǎn),總是垂直于被加工零件,然后通過刀軸控制驅(qū)動零件轉(zhuǎn)動。在加工自由曲面時,根據(jù)自由曲面的形狀和加工要求選擇合適的刀軸控制方式,有助于提高加工精度[3]。
自由曲面輪廓銑的驅(qū)動方式有點(diǎn)驅(qū)動、曲線驅(qū)動、邊界驅(qū)動、螺旋驅(qū)動、曲面區(qū)域驅(qū)動等若干種方法。從加工實(shí)踐來看,曲面區(qū)域驅(qū)動和螺旋驅(qū)動的應(yīng)用效果較好。前者是在自由曲面上創(chuàng)建陣列分布的若干個驅(qū)動點(diǎn),將被加工零件轉(zhuǎn)化成驅(qū)動集合體,利用這些驅(qū)動點(diǎn)為刀具的切削運(yùn)動提供路徑引導(dǎo),從而完成對自由曲面的高精度加工;后者是在自由曲面上任意指定一個點(diǎn)作為中心點(diǎn),由該點(diǎn)向外做螺旋移動得到驅(qū)動點(diǎn),利用得到的驅(qū)動點(diǎn)引導(dǎo)刀具完成連續(xù)切削,實(shí)現(xiàn)高速加工。
2.1.2 刀位軌跡規(guī)劃方法
使用五軸數(shù)控機(jī)床加工自由曲面時,不同的刀具和曲面對刀位軌跡的規(guī)劃過程沒有太大影響,規(guī)劃流程可以概述為:通過建立三維模型等方式,得到一張或多張被加工零件的曲面。根據(jù)導(dǎo)動規(guī)則在曲面表面生成接觸點(diǎn)曲線。以該曲線為參照,結(jié)合刀具偏置計算方法生成刀具軌跡曲線[4]。在多坐標(biāo)五軸高速數(shù)控加工中,生成刀位軌跡是后期數(shù)控編程的前提條件和重要依據(jù),目前常用的刀位軌跡規(guī)劃方法有參數(shù)線法、截平面法、回轉(zhuǎn)截面法、投影法等若干種。
2.1.3 走刀步長和行距的計算
在同一條刀位軌跡上,任意兩個相鄰刀位點(diǎn)之間的距離即為“走刀步長”。精確走刀步長,有助于縮小自由曲面的加工誤差,對提升零件的表面加工質(zhì)量和減輕后續(xù)處理工作量有顯著效果。考慮到直線插補(bǔ)誤差是引起數(shù)控加工誤差的主要原因,本研究采取“直線逼近誤差法”計算走刀步長,見圖4。

圖4 直線逼近誤差法計算走刀步長
直線逼近誤差S 的計算公式為:
式中:ΔL 表示加工表面在插補(bǔ)段內(nèi)的弧長;k 表示加工表面在插補(bǔ)段內(nèi)沿進(jìn)給方向的法曲率。假設(shè)給定的直線逼近誤差極限為W,如果存在S<W,則用弦長m代替弧長ΔL,這種情況下走刀步長(F)可以通過下式求得:
兩條相鄰的軌跡線上,對應(yīng)刀位點(diǎn)之間的距離即為“走刀行距”。行距太小,需要花費(fèi)更多的加工時間;行距太大,表面質(zhì)量下降,需要花費(fèi)更多時間進(jìn)行后續(xù)處理[5]。合理確定走刀行距能夠提升自由曲面的加工精度和加工效率。對于被加工零件上的不同面,走刀行距計算方法也存在差異,這里以平面為例,走刀行距計算示意見圖5。

圖5 平面行距的計算
圖5 中,L 為行距;H 為殘留高度;R 為刀具的有效切削半徑。則行距L 的計算公式為:
式中:O 表示切觸點(diǎn)的曲率;n 表示曲面在切觸點(diǎn)的法矢量。
2.2 葉輪數(shù)控加工技術(shù)
2.2.1 刀具的選擇與夾具的設(shè)計
在使用五軸高速數(shù)控機(jī)床加工自由曲面時,剛性、直徑、形狀等選擇合適刀具是必須要考慮的因素。在滿足流道尺寸的前提下,優(yōu)先考慮大直徑刀具,有助于提升五軸數(shù)控加工效率;在半精加工和精加工中,可以使用帶有一定錐度(通常在3°~5°)的球頭刀。相比于普通刀具,這種刀具的端部剛性更強(qiáng),在切削工件時能獲得更好的表面質(zhì)量。在刀具的切削方式上,使刀具和曲面形成一定角度,即“側(cè)銑法”加工。除了挑選合適的刀具外,還應(yīng)根據(jù)自由曲面的特點(diǎn)和加工要求,設(shè)計專用的夾具。分體式夾具比較適合固定自由曲面工件,具有安裝方便、固定牢靠的優(yōu)勢。同時,在設(shè)計夾具時還要適當(dāng)增加夾具的高度,避免切削加工過程時出現(xiàn)主軸與工作臺碰撞的情況。
2.2.2 加工參數(shù)的選擇
類似于螺旋槳葉輪這種超薄的自由曲面工件,使用五軸高速數(shù)控加工時必須要正確設(shè)計加工參數(shù),包括切深、轉(zhuǎn)速、進(jìn)給速度等。以轉(zhuǎn)速為例,由于螺旋槳葉片的懸伸較長,邊緣部位較薄,如果切削速度太快、吃刀量太大,有較大概率在加工期間出現(xiàn)葉片變形甚至是斷裂的現(xiàn)象;相反,如果切削速度太慢,則會在零件表面出現(xiàn)擠壓變形,或者是存在顫紋。本研究經(jīng)過多次實(shí)驗,得到了符合螺旋槳葉輪加工要求的參數(shù),見表1。
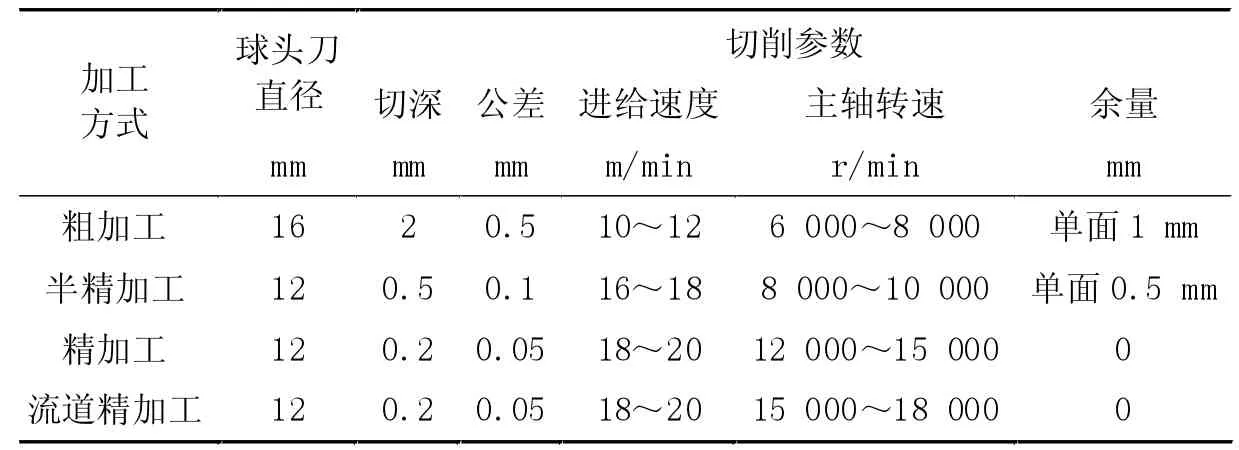
表1 加工參數(shù)
結(jié)束語
五軸數(shù)控加工是現(xiàn)階段最先進(jìn)的數(shù)控加工技術(shù),在傳統(tǒng)機(jī)床三個直線坐標(biāo)的基礎(chǔ)上又增加了兩個旋轉(zhuǎn)坐標(biāo),并在工控計算機(jī)數(shù)控系統(tǒng)的控制下讓刀具按照既定指令完成自由曲面的快速加工,在提高加工效率的同時還能改善螺旋槳葉片表面質(zhì)量。在應(yīng)用五軸數(shù)控高速數(shù)控加工技術(shù)時,應(yīng)根據(jù)螺旋槳葉片的曲面形式、加工要求,科學(xué)規(guī)劃刀位軌跡,選擇合適的刀軸控制方式和驅(qū)動方法,同時合理設(shè)置切深、轉(zhuǎn)速等基本參數(shù),實(shí)現(xiàn)自由曲面加工效率、加工質(zhì)量和加工精度的全面提升。
