La含量對高錳奧氏體鋼焊縫金屬微觀組織及力學性能的影響
2023-10-13 06:08:54胡明峰李光強張金帥王紅鴻萬響亮曹玉龍
武漢科技大學學報 2023年5期
胡明峰,李光強,,張金帥,王紅鴻,萬響亮,曹玉龍,3
(1.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北 武漢,430081;2.武漢科技大學省部共建耐火材料與冶金國家重點實驗室,湖北 武漢,430081;3.武漢科技大學鋼鐵冶金新工藝湖北省重點實驗室,湖北 武漢,430081)
近年來,液化天然氣(LNG)因其在降低溫室氣體排放和有效控制全球變暖方面的潛力,已成為清潔能源的重要組成部分。由于LNG需在低溫條件下儲存,目前用于制造LNG儲罐的材料包括9%Ni低溫鋼、奧氏體不銹鋼、因瓦合金和鎳基合金。這些材料雖然適合低溫使用,但仍存在成本高、設計強度低和焊接性差等問題[1]。韓國浦項鋼鐵公司在世界范圍內率先開發了可用于LNG儲罐制造的全奧氏體高錳鋼,其兼具良好的成本效益和出色的力學性能[2]。在使用高錳奧氏體鋼制造LNG儲罐時,焊接是必需的連接方式,故焊縫金屬力學性能必須滿足嚴格標準,以確保儲罐在實際運用環境中的安全性和耐用性。
奧氏體鋼主要通過強化異質形核來細化其凝固組織[3],這可以通過添加特定的變質劑來實現,這些變質劑通過冶金反應形成特定結構的細小且彌散分布的夾雜物作為奧氏體形核質點,從而有效細化凝固組織[4]。夾雜物作為形核質點的效率與其和奧氏體組織之間的點陣錯配度有關,形核質點數量越多,細化效果越明顯[5-6]。但粗大的夾雜物可能成為裂紋源,導致焊縫金屬斷裂[7],故研究焦點多集中在夾雜物類型、數量和尺寸控制等方面,以進一步優化焊縫金屬的力學性能。
稀土元素作為有效的變質劑,與O、S元素親和力高,煉鋼過程中常被用來凈化鋼液和改質夾雜物[8]。在焊接環節,過渡到焊縫金屬中的稀土元素可形成含稀土的非金屬夾雜物,其普遍與奧氏體(γ-Fe)晶格具有良好的匹配度,在凝固過程中可作為奧氏體異質形核核心,顯著細化焊縫金屬凝固組織[9]。此外,稀土元素還能減少大尺寸夾雜物數量密度、體積百分數以及降低夾雜物平均尺寸,對焊縫金屬中非金屬夾雜物起到改質作用[10]。但目前關于在高錳鋼焊縫金屬中添加稀土元素及相關研究還報道較少。基于此,本研究在LNG用高錳鋼(Fe-24%Mn)焊縫金屬中添加不同含量稀土鑭(La),研究了La含量對焊縫金屬凝固組織、夾雜物尺寸與類型、拉伸力學性能及斷裂性能的影響,以期為高性能高錳鋼焊縫金屬的改性研究提供參考。
1 實驗方法

表1 焊劑的化學成分(wB/%)
埋弧焊焊接過程中,后一道焊縫會對前一道焊縫有再加熱作用,而最后一道焊縫是從液態溫度直接冷卻到室溫,沒有后續加熱過程,故該區域更具代表性[11]。因此,本研究所有表征位置均取自該區域,取樣示意圖如圖1所示。利用電感耦合等離子體原子發射光譜(ICP-AES)分析的焊縫金屬的化學成分,列于表2中。利用10%硝酸酒精溶液對焊縫金屬試樣腐蝕20~30 s,采用6XB-PC型光學顯微鏡(OM)觀察其橫截面顯微組織。采用Instron 3382型萬能拉伸機測試試樣的室溫拉伸性能,拉伸速率為0.36 mm/min;采用Philips PW1730型X射線衍射分析(XRD)確定焊縫金屬的相組成,焊縫金屬試樣經線切割、打磨、拋光后,確保其表面光滑平整;采用FEI Nova 400 Nano型掃描電鏡(SEM)及其配備的能譜儀(EDS)對焊縫金屬中夾雜物的類型、數量和尺寸進行表征,并利用SEM觀察拉伸后斷口形貌。
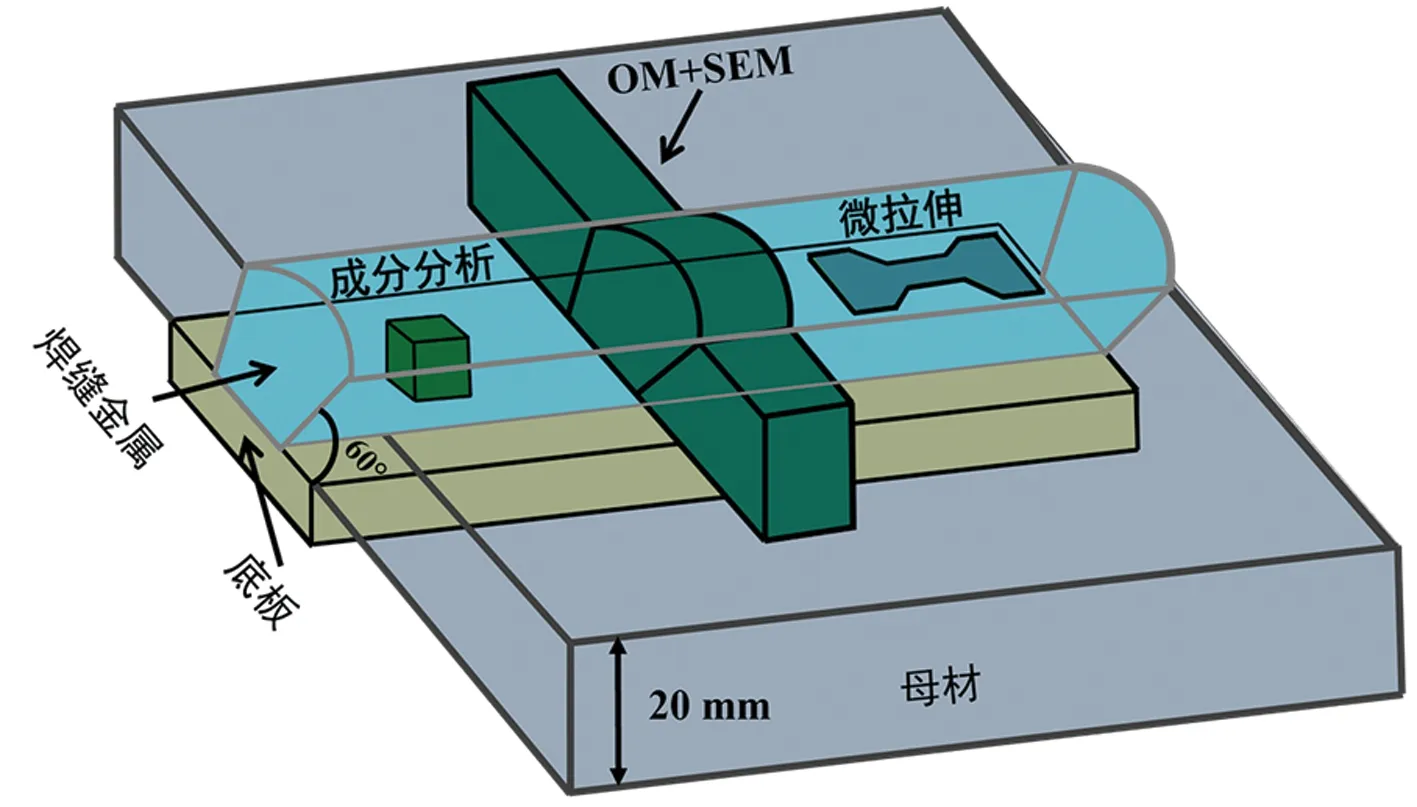
(a)取樣位置和方向

表2 焊縫金屬的化學成分(wB/%)
2 實驗結果與分析
2.1 微觀組織特征
H1焊縫金屬的XRD圖譜如圖2所示。由圖2可見,該焊縫金屬微觀組織為全奧氏體,表明焊接過程中未發生相變。圖3為焊縫金屬試樣橫截面的OM照片。可以看出,焊縫金屬試樣凝固組織均呈柱狀晶結構。柱狀晶尺寸由一次枝晶間距和二次枝晶間距所決定,該間距對焊縫金屬性能有著決定性影響[12]。一次枝晶間距是指相鄰兩個枝晶的枝晶干中線之間的距離,可采用直接測量法進行測定,即取5~10張OM照片多次測量該距離,取平均值及標準差[13]。二次枝晶間距測定方法為:在200倍放大倍數下隨機拍取3~5張OM照片,利用Image Pro Plus 6.0軟件對每張照片選取30個二次枝晶間距進行尺寸統計,取相應的平均值和標準差。得到3種焊縫金屬的枝晶間距定量統計結果如圖4所示。
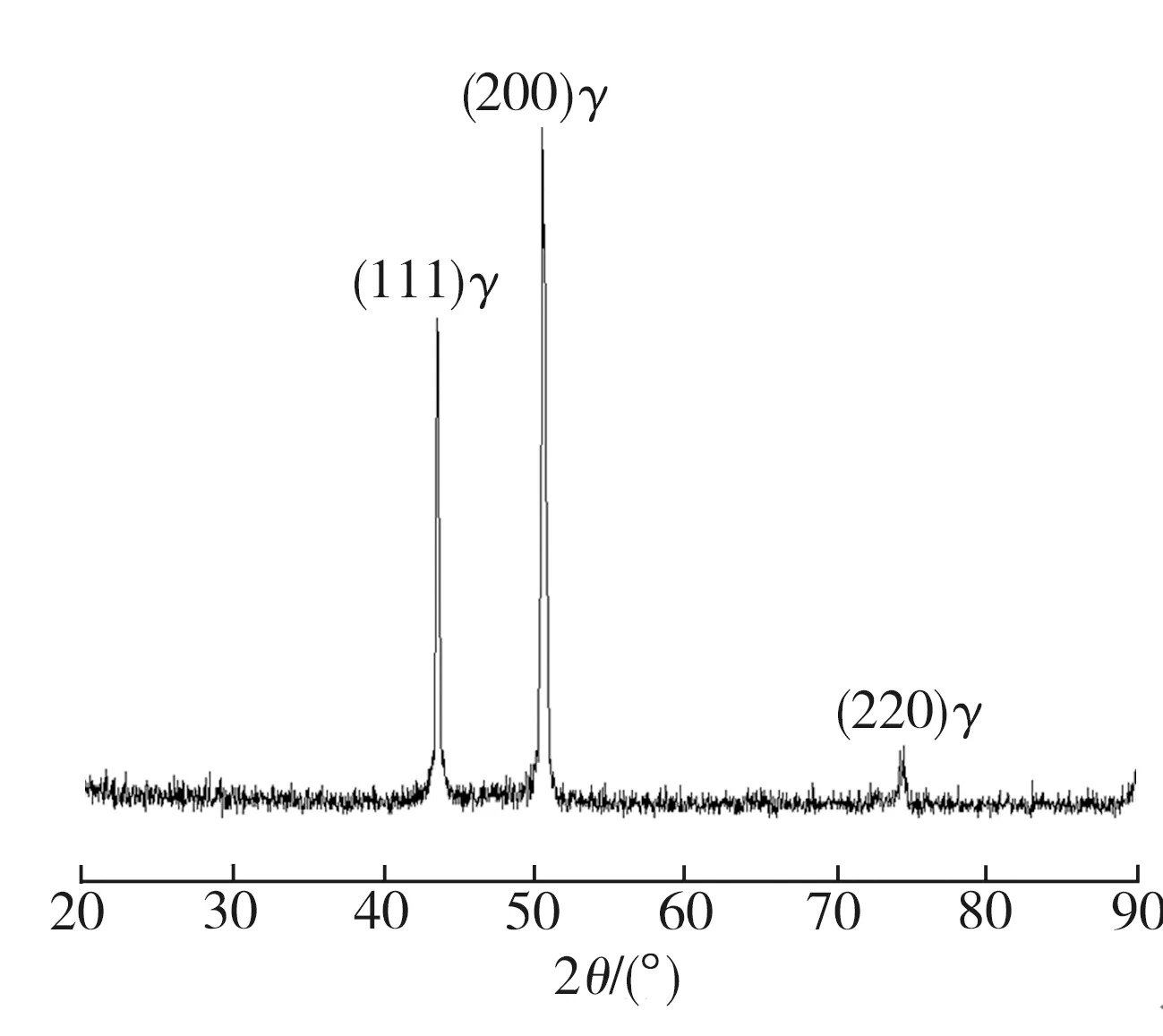
圖2 H1焊縫金屬的XRD圖譜

(a)H1
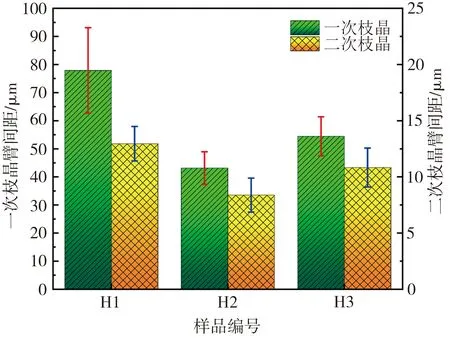
圖4 焊縫金屬的枝晶間距統計結果
結合圖3和圖4可知,La含量為0.042%的H2樣品中枝晶得到明顯細化,其一次枝晶和二次枝晶平均間距依次為(43.13±5.85) μm和(8.38±1.51) μm,而La含量為0.098%的H3樣品中枝晶變得粗大。
2.2 焊縫金屬中夾雜物特征
在SEM下于2000倍下隨機拍取50張照片,利用Image Pro Plus 6.0軟件對焊縫金屬樣品中夾雜物數量和尺寸進行統計,結果如圖5所示。由圖5可見,未添加La的H1樣品中夾雜物平均尺寸約0.56 μm,隨著La含量增加,對應樣品中夾雜物平均尺寸先減小后增大,但均小于H1樣品的相應值;夾雜物數量密度則隨著La含量的增加由4845個/mm2增至5 950個/mm2。另外,3種焊縫金屬樣品中夾雜物尺寸均集中分布在小于0.8 μm范圍,其中H2樣品中小尺寸夾雜物數量占比最大,H1、H2、H3樣品中尺寸大于1 μm的夾雜物占比分別為10.6%、5.3%和6.4%。

(a)數量密度和平均尺寸
Ramirez等[14]認為,夾雜物只有達到一定尺寸才對提高焊縫金屬力學性能有利,但大顆粒夾雜物會造成應力集中并產生裂紋,反而降低焊縫金屬力學性能。
研究表明,焊縫金屬中的高總氧含量會導致大量非金屬氧化物的形成。由于高錳鋼焊縫金屬中添加了大量的Mn,并且焊接過程的冷卻速度快,Mn和S原子通過擴散在氧化物表面析出,形成MnS夾雜物[15]。圖6~圖8為各焊縫金屬樣品中典型夾雜物的SEM照片及對應的EDS元素分析結果。由圖6~圖8可知,H1樣品中典型夾雜物主要包括Al2O3夾雜物、Mn-Al-Si氧化物+MnS復合夾雜物以及Al2O3+MnS復合夾雜物;H2樣品中的典型夾雜物為LaAlO3+La2O2S復合夾雜、La2O2S夾雜物及La2O3夾雜物;H3樣品中典型夾雜物為La2O3夾雜物和La2O2S夾雜物。

(a)Al2O3夾雜物 (b)Mn-Al-Si氧化物+MnS復合夾雜物

(a)LaAlO3+La2O2S復合夾雜物 (b)La2O2S夾雜物
為更直觀地表征焊縫金屬中夾雜物的分布,對每種焊縫金屬樣品中存在的100多個夾雜物類型進行統計,結果如圖9所示。可以看出,H1、H2、H3焊縫金屬樣品中夾雜物相對比例最高的是分別為Al2O3、La2O3和La2O2S夾雜物,比例分別為44%、52%和79%。Wang等[16]通過對高碳鋼中含La夾雜物生成順序的熱力學計算,發現La2O3夾雜物會首先析出,隨著La含量增加,夾雜物類型逐漸向La2O2S轉變,這與本研究的觀察結果一致。
焊縫金屬中存在的細小且分散的夾雜物可作為焊縫金屬凝固時初生奧氏體相的形核核心,這有助于促進非均質形核,從而實現凝固組織細化[17]。研究發現,異質核心與結晶新相之間的界面能在異質形核過程中起主導作用。在影響界面能的諸多因素中,點陣錯配度δ被認為是最主要的因素之一[18]。基于此研究,Bramfitt[19]提出二維點陣錯配度理論,用于評估某種夾雜物能否成為異質形核核心,并建立了相應的數學模型,即:
(1)
式中:(hkl)s表示基底的一個低指數晶面,[uvw]s表示晶面(hkl)s上的一個低指數晶向,(hkl)n為形核相的一個低指數晶面,[uvw]n是(hkl)n晶面上的一個低指數晶向,d[uvw]s是沿[uvw]s方向的原子間距,d[uvw]n是沿[uvw]n方向的原子間距,θ表示[uvw]s與[uvw]n之間的夾角。
根據Bramfitt等[19]的研究,晶格不適配的程度越低,越能促進晶粒異質生核,當點陣錯配度δ>12%時,認為其對晶粒異質形核是無效的。其中奧氏體的晶格常數以Fe-24%Mn的晶格常數[20]為基準進行計算。在焊縫金屬凝固溫度(1 380 ℃)下,利用式(1)計算夾雜物與γ-Fe之間的二維點陣錯配度δ,結果如表3所示。計算結果表明,H2樣品中La2O3呈現出最低的錯配度,其異質形核效果最為明顯,其次是H3樣品中La2O2S,而MnS、MnO、Al2O3和SiO2與初生奧氏體的點陣錯配度均大于12%,表明這些夾雜物作為初生奧氏體異質形核核心均是無效的。

表3 1 380 ℃時夾雜物與γ-Fe之間的二維點陣錯配度
文獻[21-22]基于第一性原理計算方法,證明了La2O3和La2O2S對γ-Fe界面生長具有良好的抑制作用,因此,La2O3和La2O2S可作為γ-Fe異質形核核心,La2O3與γ-Fe二維點陣錯配度僅為6.76%,故以La2O3為主要夾雜物的H2試樣中初生奧氏體異質形核率較高,對枝晶組織細化作用更明顯。其次是H3中試樣La2O2S夾雜,H1試樣中MnS、MnO、Al2O3和SiO2則不能作為初生奧氏體的異質形核核心,這與圖3中焊縫金屬枝晶組織細化程度相符。
2.3 室溫拉伸性能及斷口韌窩形態
焊縫金屬試樣拉伸性能測試結果如圖10所示。由圖10可知,添加一定量La的H2和H3試樣的抗拉強度、屈服強度、延伸率均高于未添加La的H1試樣,其中H2試樣(w(La)為0.042%)表現出最優異的拉伸力學性能,相比于H1試樣,其抗拉強度、屈服強度、延伸率提升幅度分別為7.3%、17.4%、15.3%。焊縫金屬力學性能很大程度上受其微觀組織影響,根據圖3,H2焊縫金屬具有最細小的凝固組織,故表現出了最佳的拉伸力學性能。
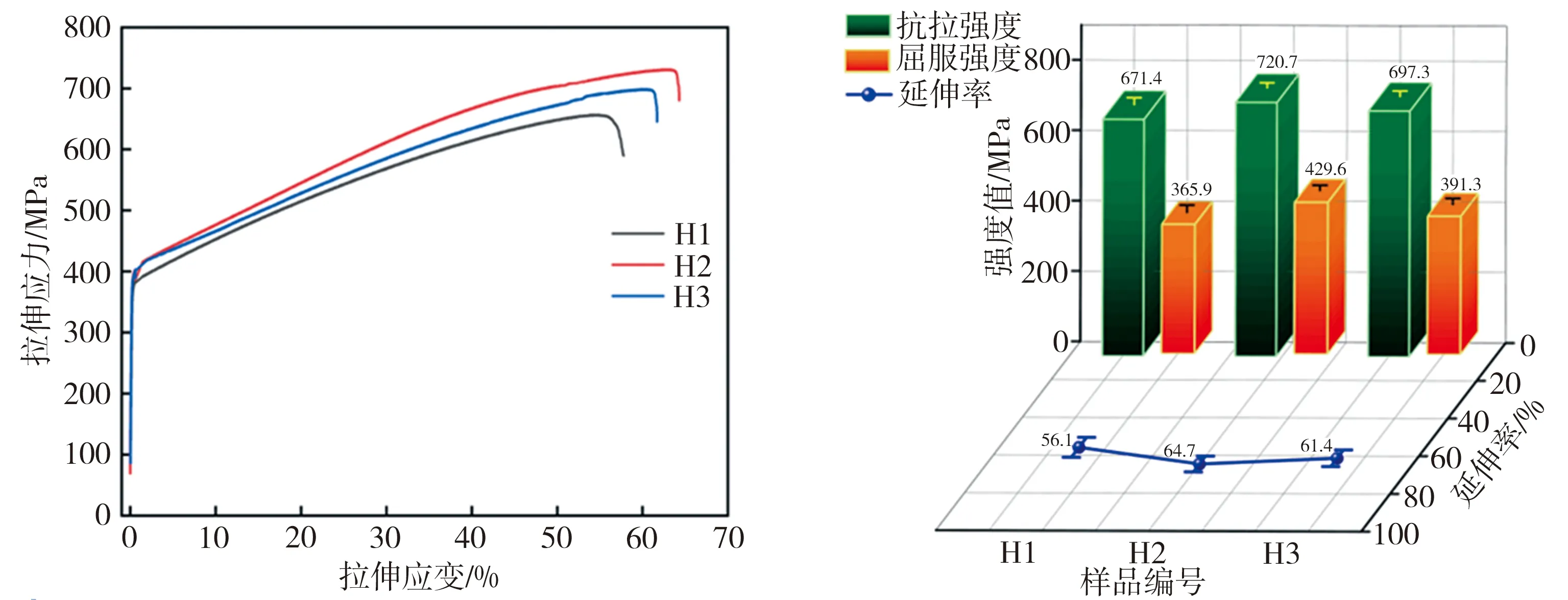
(a)拉伸應力-應變曲線 (b)力學性能
圖11為焊縫金屬試樣拉伸斷口的宏觀形貌,可以看出,相比于H1試樣,H3、H2試樣斷口表面的凹凸程度依次變大,斷口表面不平整程度越大,表明拉伸過程能耗更高[23],這與圖10所示各試樣的拉伸力學性能測試結果一致。
室溫拉伸試樣斷口形貌及典型夾雜物的SEM照片分別如圖12和圖13所示。由圖12可見,H1試樣斷裂面上可觀察到一些較大尺寸的韌窩和準解理面,僅有少數不均勻的小型韌窩存在;含La的H2、H3試樣斷口則由密集分布的等軸韌窩組成,顯示出典型的韌性斷裂特征。添加一定稀土La后,焊縫金屬試樣斷裂方式由準解理斷裂轉變為韌性斷裂,材料拉伸力學性能有所提高。

(a)H1 (b)H2 (c)H3
由圖13可知,斷口處大多數夾雜物分布在韌窩底部,表明焊縫金屬中夾雜物是主要裂紋源。H1試樣中有一些大顆粒夾雜,結合EDS分析可知,其為Mn-Al-Si氧化物+MnS復合夾雜,而添加一定量La的H2和H3焊縫金屬中有細小的球狀夾雜物,通過EDS分析可知,其主要為稀土夾雜物,并且La2O3和La2O2S夾雜與基體具有更好的結合能力,能有效延緩裂紋擴展過程中的應力集中現象。另外,H2焊縫金屬試樣斷裂面上韌窩很深,說明在斷裂前稀土夾雜物吸收了大量應力,夾雜物與焊縫金屬之間的區域發生了劇烈的塑性變形,導致尖端受力減小,裂紋擴展受阻[23]。根據位錯理論可知,在第二相粒子或夾雜物周圍堆積著位錯環[24]。當夾雜物尺寸大于1 μm時,其更可能作為裂紋源,使得夾雜物與基體間的界面結合力(裂紋擴展能)降低,更容易形成微孔[25]。而H2焊縫金屬中多為小尺寸夾雜,尺寸大于1 μm的夾雜物數量最少(302個/mm2),故不易微孔形成,能有效延緩裂紋萌生,進而提高焊縫金屬的拉伸力學性能。
夾雜物對局部剪切力的影響可由以下不等式表示[26]:
(2)
式中:σ表示真應力,dσ/dε為變形硬化率,K為剪切力常數,F為微孔生長因子,γ代表夾雜物的縱向比率,fV為夾雜物體積分數,可表示為[27]:
(3)
(4)
NV=2NA/πdA
(5)
上述式中:NV為單位體積粒子數,NA為單位面積粒子數,di為粒子橫截面直徑,dA為粒子直徑調和平均值。計算得到H1、H2、H3試樣中夾雜物體積分數依次為0.017%、0.010%、0.015%。
夾雜物體積分數越低,不等式(2)右側越小,剪切帶擴展更為困難,導致焊縫金屬抗拉強度及屈服強度提高,其中H2試樣中夾雜物體積分數最小,其具有最佳的力學性能。
3 結論
(1)通過向焊劑中添加氧化鑭和Si-Ca合金粉,可以將La引入高錳奧氏體鋼(Fe-24%Mn)焊縫金屬中,過渡到焊縫金屬中的La能對夾雜物進行改性,將其從Mn-Al-Si氧化物+MnS復合夾雜轉變為La2O3或La2O2S夾雜。
(2)La含量分別為0、0.042%、0.098%的高錳奧氏體鋼焊縫金屬,其微觀組織均呈柱狀晶結構,典型夾雜物分別為Mn-Al-Si氧化物+MnS復合夾雜、La2O3夾雜、La2O2S夾雜,平均尺寸分別為0.56、0.43、0.48 μm,數量密度分別為4845、5605、5950個/mm2,且夾雜物尺寸主要集中在小于0.8 μm范圍。
(3)二維點陣錯配度計算表明,La2O3與γ-Fe的錯配度為6.76%,故La2O3可以作為γ-Fe的異質形核核心,并且相比于La2O2S,La2O3在焊縫金屬中促進初生奧氏體異質形核的效用更高,能更有效地細化奧氏體凝固組織。
(4)La的引入能顯著細化高錳奧氏體鋼焊縫金屬的凝固組織,提高其力學性能,特別是當La含量為0.042%時,焊縫金屬的拉伸力學性能最佳,其抗拉強度和屈服強度達到720.7、429.6 MPa,延伸率為64.7%。
(5)La含量為0.042%的焊縫金屬的拉伸斷裂形式為韌性斷裂,斷口形貌表現為密集分布的小尺寸等軸韌窩,韌窩深度大且分布均勻,有助于延緩裂紋擴展至夾雜物時的應力集中,從而增強了焊縫金屬的力學性能。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
