
一種摩擦線機運小車在線自動加油方法的應用
2023-10-24 01:25:13黃立橋羅苗苗冉鐘慧韋懿
時代汽車 2023年17期
黃立橋 羅苗苗 冉鐘慧 韋懿

摘 要:摩擦線機運小車在線自動加油裝置可實現機運小車在線自動加油工作,此種方法無需將機運小車下線到維修站,也無需人工進行加油,解決機運小車加油工作量大、效率低的問題。
關鍵詞:摩擦線 機運小車 在線 自動加油
1 引言
在汽車生產過程中,汽車的零部件及白車身在不同工藝崗位之間的傳遞,甚至不同工藝車間之間的傳遞都需要靠輸送設備來完成,可以說輸送設備是不同生產工藝間的紐帶橋梁,有效將不同的汽車生產工藝串聯起來,形成完整的生產工藝鏈。根據汽車生產工藝需要,汽車生產過程中往往會出現很多不同的輸送方式,因此就會有很多類型的輸送設備出現,而不同的輸送設備又會有不同的維護保養方法。
本文主要介紹在汽車生產過程中,將白車身從焊裝車間輸送到涂裝車間的一種輸送方式—摩擦線輸送,重點介紹此類輸送設備日常維護保養的一種維修保養方法—摩擦線機運小車在線自動加油方法。通過此方法,實現了機運小車在正常運行過程中不停機加油潤滑的功能,可大大減少維保人員工作量,提升機運小車維護保養效率。
通過設計機運小車自動加油裝置,采用隨動式加油槍+感應器檢測方式,實現機運小車可不停機加油。同時根據機運小車結構特點,選取具有統一性的定位點,設計專門的定位裝置提升加油的精準性、可靠性,解決了機運小車在線加油難問題。
2 傳統摩擦線機運小車日常維護保養現狀
以某汽車公司某生產基地的車身車間與涂裝車間的摩擦線輸送設備為例:
(1)摩擦線機運小車人工加油—效率低。
人工給機運小車加油需要事先將機運小車從摩擦線上放出到專門的維修站,維修人員才能進行加油保養工作。由于機運小車在摩擦線上是無規律的運行,因此越到后期,越難找到對應的機運小車排出,存在維修人員等待排車的時間浪費。
(2)摩擦線機運小車人工加油—工作量大,維護人工成本高。
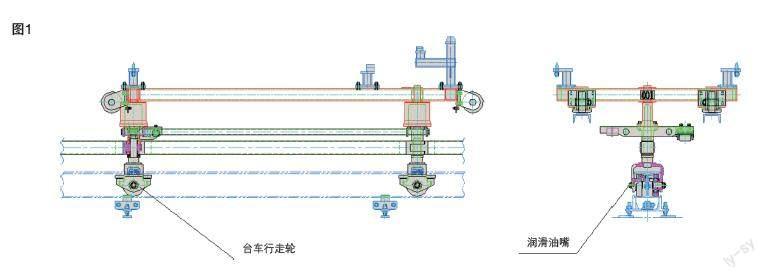
摩擦線機運小車數量多,共有600多輛機運小車在摩擦線上運行,每輛機運小車有4組行走輪,每組行走輪有2個支撐軸承需要加油潤滑。即每次保養需要進行4800次人工加油,工作量極大,維修保養人工成本顯著增加,見圖1。
(3)摩擦線機運小車人工加油—人機工程性差。
由于機運小車的加油潤滑部位在行走輪處,位置很低,人工加油需要蹲下才能完成加油工作,每天循環往復,維修人員很容易出現疲勞,因此員工抱怨聲很大。
綜上所述,摩擦線機運小車設備傳統的人工加油維護保養方法,存在維護保養效率低、工作量大、維護人工成本高、人機工程性差等問題,需要一種新的維護保養方法解決這些問題,為企業降本增效。
3 行業內摩擦線機運小車維護保養現狀
(1)目前汽車制造行業中對于摩擦線的機運小車加油方式尚無好的保養方法,加油工作的改進主要集中于加油槍的改進,如由傳統的純手工加油槍升級為氣動加油槍,減少維修人員加油過程的體力消耗。
(2)另外一種方式就是適當延長機運小車行走輪的潤滑周期,如由3M/次延長至4M/次,但此種方式可能會導致設備因潤滑不足出現行走輪卡滯損壞問題。
(3)考慮采用滾床輸送方式,根本上解決摩擦線輸送存在的問題,但由于滾床輸送成本高,因此無法完全替代更經濟的摩擦線輸送。
4 開展摩擦線機運小車在線自動加油的難點
(1)自動加油對機運小車的精度和一致性要求很高,但由于機運小車數量大,且由不同廠家生產制造于不同時期投入使用,因此機運小車的精度和一致性無法得到保證。
(2)在線加油要求設備能實現精準、快速加油,設備無需停機停線,在線完成加油。
因此要實現機運小車在線自動加油,不僅要求機運小車具有很高的一致性,而且加油裝置必須有定位輔助裝置,同時加油槍必須具有隨動加油功能,各項因素缺一不可。因此摩擦線機運小車的在線自動加油一直是困擾維修人員的老大難問題。
5 新技術解決方案
針對摩擦線機運小車實現在線自動加油過程中的難點,改善團隊人員針對痛點、難點一一攻關,現場測試驗證解決。具體如下:
(1)機運小車精度和一致性差問題。
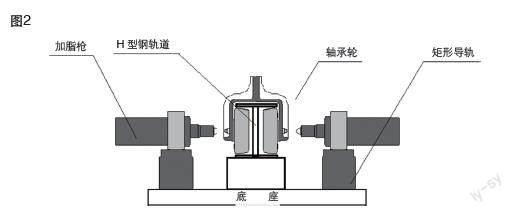
團隊改善人員針對現有機運小車的尺寸精度進行了摸排統計,最終確認需要統一尺寸精度的部位主要為小車的觸發塊、油嘴,觸發塊主要會影響小車加油時的位置精度,而油嘴則會影響加油的有效性。
通過現場實測及模擬測試,改善人員確認了觸發塊的尺寸標準,包括長、寬、高的尺寸,離地高度尺寸等,根據制定出的標準,對線上所有機運小車進行一致性提升整改,保證所有小車的觸發塊尺寸標準一致。同時,為了適配自動加油槍,機運小車的加油嘴也進行了標準統一,對不符合要求的油嘴統一更換。兩項措施完成后,機運小車的精度和一致性得到了大幅提升,已達到開展自動加油需要的精度條件,見圖2。
(2)在線自動加油要求設備無需停機停線,在線完成加油。
針對此問題,改善團隊設計采用隨動式加油槍+感應器檢測方式,實現機運小車可不停機加油。同時根據機運小車結構特點,選取具有統一性的定位點,設計專門的輔助定位裝置提升加油的精準性、可靠性,解決了機運小車在線加油難問題,見圖3。
摩擦線機運小車在線自動加油方案簡述:
第一步:當機運小車運行到觸發自動加油機檢測開關時,具有輔助定位功能的跟蹤氣缸桿自動伸出,等待小車的行走輪靠近,見圖4。
第二步:氣缸跟蹤桿在小車行走輪的拖動下,帶著機架隨小車行走輪移動,同時自動加油槍槍頭伸出加油,見圖5。
第三步:加油過程結束,自動加油槍槍頭首先返回,氣缸跟蹤桿延時退回,然后跟蹤桿與整個機架依次按順序退回,見圖6。
第四步:自動加油槍槍頭、氣缸跟蹤桿與機架均回到初始位置,等待下一個軸承輪過來之后,再進行加油,見圖7。
暫停狀態說明:如圖8所示,在自動加油機暫停狀態,即不潤滑時,自動加油槍槍頭與氣缸跟蹤桿都處在縮回位置,機運小車可自由通過潤滑設備,相互不接觸、干涉。
6 新技術帶來的效益
通過現場的跟蹤使用驗證,改善團隊設計的機運小車在線自動加油裝置實現了穩定運行,給維修人員帶來了一種全新的維護保養方法,更為企業帶來了一定的效益:
(1)提升維護效率,降低設備維護人工成本。
(2)解決了機運小車加油人機工程性差,排車困難等問題,減少員工抱怨。
(3)能夠保證機運小車能夠得到及時的保養,避免因潤滑不足導致損壞停線,影響生產。
7 新技術創新點
(1)首次應用隨動式加油裝置對機運小車進行在線加油;
(2)設計具有輔助定位功能的跟蹤氣缸定位裝置,提升加油精準性。
8 結語
本文基于汽車生產過程中摩擦線輸送設備日常維護保養的維修保養方法,介紹了一種全新的在線自動加油新技術,其技術與現有技術相比,實現設備加油由人工加油—自動加油,由停機加油—無停機自動加油的轉換,極大的提升了維護便利性,減少了維修人員的工作量,降低企業的設備維護成本。
參考文獻:
[1]楊家軍.機械系統創新設計[M].武漢.華中科技大學出版社.2000.
[2]聞邦椿.機械設計手冊.第二卷.第三卷.第四卷.機械工業出版社.2011.
