GH625鎳基高溫合金熱擠壓缺陷原因探討與分析
2023-10-28 02:41:12王錦永鄭磊陳輝張增旭龔自春衛進暉張艷軍溫繼軍冀順賓
金屬加工(熱加工) 2023年10期
關鍵詞:變形
王錦永,鄭磊,陳輝,張增旭,龔自春,衛進暉,張艷軍,溫繼軍,冀順賓
邯鄲新興特種管材有限公司 河北邯鄲 056046
1 序言
GH625是鎳基變形高溫合金,國外牌號為 UNS N06625 和 Inconel 625,具有優良的耐蝕性、抗氧化性,以及良好的力學性能,其管材主要應用于燃氣渦輪發動機、核動力設備和宇航發動機等領域,用于制造航空航天、核能、石油化工等領域關鍵零件[1-3]。GH625高溫合金在熱加工過程中變形抗力大、熱加工變形溫度區間窄,當擠壓溫度過高時,容易產生晶粒粗大或表面裂紋缺陷;當擠壓溫度過低時,易出現因擠壓力過大而悶車現象,擠壓出的荒管容易在壁厚方向上出現分層缺陷[4,5]。通過查閱GH625管材大量生產記錄,發現大部分批次質量正常,但也存在某些帶料加工批次出現裂紋和分層缺陷,如圖1所示。本文對GH625管材擠壓成形模具結構、擠壓工藝參數和材質顯微組織進行分析,提出了改進建議,且進行生產驗證,為提高難變形合金擠壓合格率提供了參考數據。

圖1 GH625鎳基高溫合金擠壓荒管缺陷
2 研究材料和工藝路線
2.1 研究材料
GH625高溫合金冶煉工藝采用真空感應熔煉+電渣重熔。鍛造工藝是將電渣錠裝入加熱爐后逐步加熱到1170~1180℃。始鍛溫度≥1050℃,終鍛溫度≥900℃。當鍛造溫度<900℃時,坯料應回爐保溫時間2h以上,鍛造比≥3,鍛造開坯后進行水冷處理,化學成分見表1。

表1 GH625鎳基高溫合金的化學成分(質量分數) (%)
2.2 生產工藝路線
鍛坯機加工成空心圓管坯后,在63MN臥式擠壓機組上進行熱擴孔熱擠壓成形,然后管材入水冷卻。生產工藝路線流程:真空感應熔煉→電渣重熔→坯料鍛造→機加工→電阻爐預熱→首次感應加熱→首次潤滑→熱擴孔→再次感應加熱→再次潤滑→熱擠壓→擠后水冷→目視+超聲波檢測→組織、尺寸檢測。
2.3 檢測方法
顯微鏡型號是德國蔡司Axio ImagerA2m,掃描電鏡型號是德國蔡司EVO 18。微觀組織采用高錳酸鉀配制溶液腐蝕,夾雜物檢測按ASTM E45—2018《鋼中非金屬夾雜物的評定方法》規定執行,晶粒度檢測按GB/T 6394—2002《金屬平均晶粒度測定方法》規定執行。管子表面質量和內在質量按ASTM E213—2014《金屬管材超聲波檢測的標準操作方法》和ISO 10124:1994《壓力用途的無縫鋼管層狀缺陷檢測用超聲檢驗》進行無損檢測。
3 試驗過程和結果
3.1 GH625管材擠壓成形模具結構
熱擠壓變形使坯料處于三向壓縮應力狀態而更有利于提高材料的塑性變形能力,并可抑制加工裂紋產生,適合于低塑性合金的開坯和熱加工變形。
圖2所示為管材熱擠壓成形的模具結構。在模座內放置擠壓模,在擠壓模前面是玻璃墊,起到潤滑作用,在擠壓模后面是模支撐,起到支撐固定擠壓模的作用。擠壓墊在坯料和擠壓桿之間,起到傳遞擠壓力、保護擠壓桿的作用。當高溫坯料內外表面涂上玻璃粉潤滑劑后,裝進擠壓筒內,擠壓桿通過擠壓墊推動坯料向擠出方向前進,同時芯棒穿入坯料內孔。坯料前端接觸到緊貼擠壓模的玻璃墊后,擠壓桿繼續施壓,先使坯料發生鐓粗變形,消除坯料與擠壓筒內壁的間隙以及坯料與芯棒之間的間隙,然后坯料前端金屬被擠進擠壓模與芯棒組成的環形孔腔而變成管材,直至擠壓過程結束,最后擠壓筒內留下長度約25mm的坯料壓余。擠壓筒后撤,同時將坯料壓余、擠壓墊、擠壓桿一起后退,將坯料壓余從成品上用熱據切掉,成品從擠壓機出口方向輸送出去。
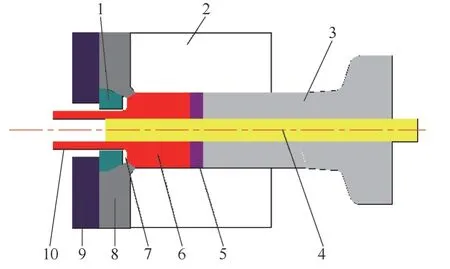
圖2 管材熱擠壓成形模具結構示意
3.2 GH625合金管材熱擠壓成形工藝參數
由于G H625合金元素含量多,且含有大量易偏析元素Mo、Nb,組織以奧氏體γ為基體,還有Ti(C,N)、NbC、Laves相、δ、γ"等析出相,不僅塑性差,而且熱加工溫度范圍窄。當溫度過高時易發生擠壓爆裂,溫度過低時則易發生擠壓悶車現象,這就給熱擠壓帶來一定的難度,因此需要考慮設備能力和加工過程中的溫升現象。
加熱的最佳狀態是坯料溫度實現最佳塑性區間,內在析出相溶解,晶粒不粗化。采用電阻爐預熱+感應加熱的方法,一方面低溫段通過電阻爐加熱實現溫度均勻,提高熱傳導能力,降低溫度應力,另一方面高溫段感應加熱有利于快速提高溫度,補償坯料與模具接觸導致的溫降,避免高溫段時間過長的晶粒粗化,提高變形時金屬流動的穩定性。潤滑介質對擠壓管質量也有重要作用,合適的潤滑劑通過隔離模具和坯料,一方面降低了摩擦力,提高表面質量,另一方面減緩了坯料與模具接觸位置的散熱,有利于實現整個過程的高溫擠壓。
GH625合金管材規格為φ167mm×19mm,主要擠壓工藝參數為:坯料尺寸φ242mm/φ65mm,表面粗糙度≤1.6μm,頭部加工R30mm的圓角,將坯料在電阻爐內預熱到950℃,保溫3~4h,隨后用感應加熱爐升到1140~1180℃,擴孔筒內徑250mm,擴孔頭直徑139.5mm,擴孔比約1.32,擴孔筒溫度>150℃,擴孔速度150~200mm/s,二次感應加熱爐加熱到1160~1200℃,擠壓筒內徑255mm,擠壓模內徑170mm,芯棒直徑129.5mm,擠壓筒預熱溫度>300℃,芯棒預熱溫度>250℃,擠壓速度150~250mm/s,擠壓比約4.5。在擠壓筒、擠壓模、芯棒和擠壓墊組成的環形空腔里擠出管子,擠壓管水中快冷,擴孔和擠壓前均用玻璃粉潤滑,冷態規格φ167mm×19mm。對擠壓管進行目視、超聲波檢測,個別管子存在裂紋和分層缺陷。從擠壓過程來看,感應加熱控制不合理,導致坯料內孔溫度高于外表面溫度,對于GH625合金擠壓是不利的,因為擠壓過程的特點是內層區域的金屬先流動,而溫度高則更加有利于內層金屬的流動,從而增加壁厚方向金屬流動的速度差,拉應力增加容易出現分層。
3.3 GH625擠壓管的非金屬夾雜物檢測
由于夾雜物塑性差,因此如果其含量過多,則會割裂材料基體金屬的連續性,擠壓過程中與基體金屬變形不一致,還會降低塑性變形能力,容易產生開裂。從存在擠壓缺陷的管子上取樣、制樣、修磨和拋光后,按照ASTM E45:2018進行觀察檢測,在顯微鏡下觀察整個試樣拋光表面(見圖3),按標準統計出最嚴重的級別數。從圖3可看出,試樣表面干凈,沒有明顯嚴重的夾雜物,說明材料的冶煉過程正常,純凈度控制的較好,純凈度控制不是導致開裂的原因。
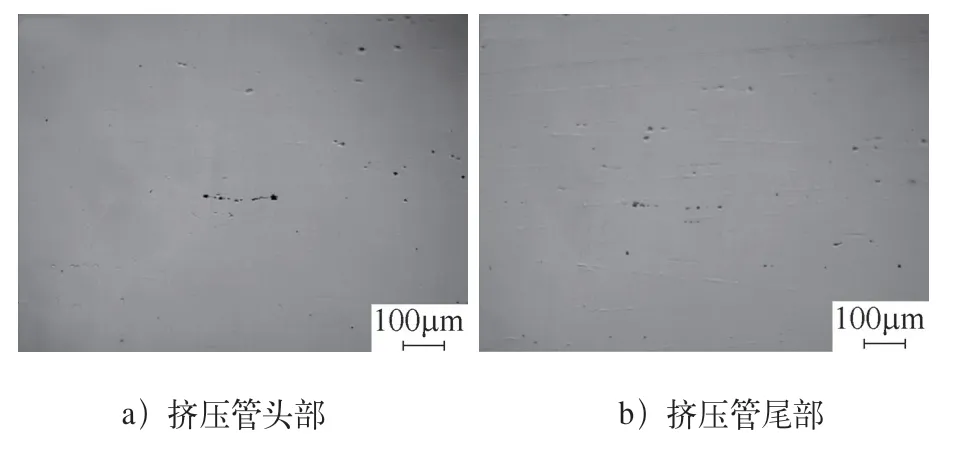
圖3 GH625擠壓管的非金屬夾雜物
3.4 GH625擠壓管缺陷處的組織檢測
對GH625合金擠壓管表面開裂和分層處分別取金相組織試樣,經磨樣拋光腐蝕后,在金相顯微鏡下觀察缺陷形態和組織情況,如圖4、圖5所示。

圖4 光學顯微鏡下GH625合金管材表面開裂和分層區域的形貌
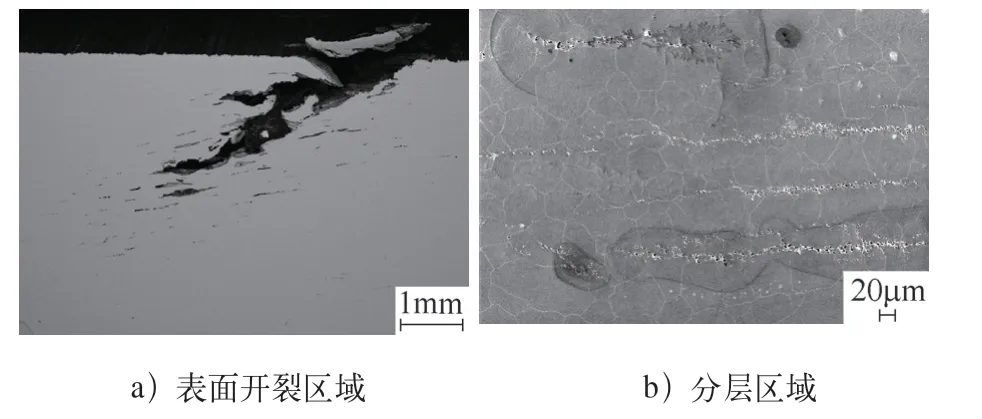
圖5 掃描電鏡下GH625管材表面開裂和分層區域的形貌
由圖4、圖5可看出,裂紋和分層缺陷都比較嚴重,晶粒被從中間撕裂,缺陷區域晶粒再結晶充分,拉長壓扁的晶粒演變為規則的等軸晶,晶粒尺寸均勻細小,平均晶粒度5~6級,未出現異常粗大的情況,排除坯料加熱溫度過高導致的缺陷。
基體組織是奧氏體,缺陷區域存在明顯析出相(見圖6),在晶界和晶內都有分布,推測是成分偏析形成局部聚集析出,導致微區塑性差,擠壓變形時與周圍金屬不一致,從而產生缺陷。

圖6 掃描電鏡下GH625缺陷區域析出相的形貌
脆性析出相經過擠壓變形后,形成了帶狀分布,成為擠壓缺陷的起源點。為進一步分析析出相成分組成,進行能譜檢測,GH625管材缺陷區域析出相的化學成分見表2。由圖6、表2可看出,析出相中含有較多的C、Nb、Ti、Mo,NbC呈現為不規則淺灰色的橢圓形狀,Ti(C,N)相則呈現規則的淡黃色的棱角形狀,缺陷形成與基體中存在的大量集中分布的帶狀析出Ti(C,N)、NbC、Laves相和δ相有關。成分偏析造成析出相在基體中集中分布,坯料鍛造過程中沿軸向分布,形成偏析帶,而該類析出相脆性大,相當于基體金屬間存在了小空隙[6-8]。在擠壓過程中,接觸芯棒處內層區域金屬流動較快,接觸擠壓筒的外層區域金屬流動較慢,壁厚方向因金屬流動速度不一致而形成拉應力,同時與擠壓模具接觸的表面溫度降低較快,導致局部金屬塑性降低。在析出相脆性大、接觸面散熱快和金屬流動不同步的共同作用下,缺陷在析出相聚集區或者坯料與模具接觸區首先形核,隨著擠壓過程的進行而擴展成裂紋或分層。

表2 GH625管材缺陷區域析出相的化學成分(質量分數) (%)
3.5 提高GH625擠壓管質量的工藝建議
1)提高坯料冶煉和鍛造質量,控制夾雜物,減少成分偏析,增加鍛造比,細化晶粒,提高金屬變形能力。
2)優化坯料加熱制度,結合擠壓工藝金屬流動特點,控制內層金屬區域溫度稍低些,且內外溫差為20℃,減少金屬流動不一致。
3)改進擠壓模入口結構,由平模改為錐模,減小擠壓力,降低金屬流動阻力,提高內外表面金屬流動的同步性。
4)控制合適的擠壓變形比,降低擠壓速度,提高潤滑質量,提高金屬流動的均勻性、穩定性。
經過新的工藝建議摸索試驗,擠壓管材合格率明顯提高。
4 結束語
1)GH625擠壓管缺陷產生的原因是:成分偏析導致鍛造坯料形成帶狀析出Ti(C,N)、NbC、Laves相和δ等脆性相,析出相的聚集存在降低了材質的塑性變形能力;擠壓變形過程中坯料內層區域流動較快,外層區域流動較慢,因流速差別大而形成拉應力,在析出相聚集區域容易形成分層缺陷。坯料與擠壓模具接觸區溫度降低較快,導致局部塑性降低,疊加析出相的存在,因此在坯料與擠壓模具接觸區域形成裂紋源,隨著擠壓過程的進行而擴展成裂紋。
2)提高GH625擠壓管質量改進措施:增加坯料鍛造變形量,細化晶粒,減少偏析,提高坯料塑性變形能力;優化加熱制度,避免內孔溫度過高,提高縱向溫度均勻性;改進擠壓模結構,提高金屬流動的一致性。采用改進工藝措施試驗摸索,管材擠壓合格率提高明顯。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
