某機型鋁合金艙門低壓鑄造工藝設計
2023-10-28 02:41:14古良馬亮吳昊李鑫
金屬加工(熱加工) 2023年10期
古良,馬亮,吳昊,李鑫
陜西黃河集團有限公司鑄造分公司 陜西西安 710043
1 序言
隨著現代工業的發展,不但鑄件的結構與型面愈發復雜多變,而且要求更短的生產周期,這些問題的出現,對于傳統行業的企業是個嚴峻的挑戰。3D打印快速成形技術以其“速度快、精度高”等特點,使得生產更加快捷、過程更加可控、時間和資源的浪費更少、效益更高,進而提高鑄件質量,縮短研制周期,降低生產成本,提高企業市場競爭力。本文通過3D打印技術和低壓鑄造相結合,采用反重力澆注的方式,同時增加充型壓力和結晶壓力,以及在厚大部位增加激冷措施等,保證了鑄造質量,快速生產出合格艙門鑄件。
2 零件分析
艙門零件結構如圖1所示。鑄件重120kg,材料為ZL114A,外形尺寸為1456mm×736mm×199mm。該鑄件尺寸較大,型面多變,尺寸精度要求CT10級,內部質量要求Ⅱ類,驗收標準采用HB 5480—1991《高強度鋁合金優質鑄件》,100%X射線檢測,且要求首件于15天內交付。該鑄件壁厚為5~60mm,局部壁厚突然增厚,且存在鑄件兩端等多個部位(見圖2),中間隔板壁厚為5mm,兩端4個角處壁厚為60mm。

圖1 艙門零件結構
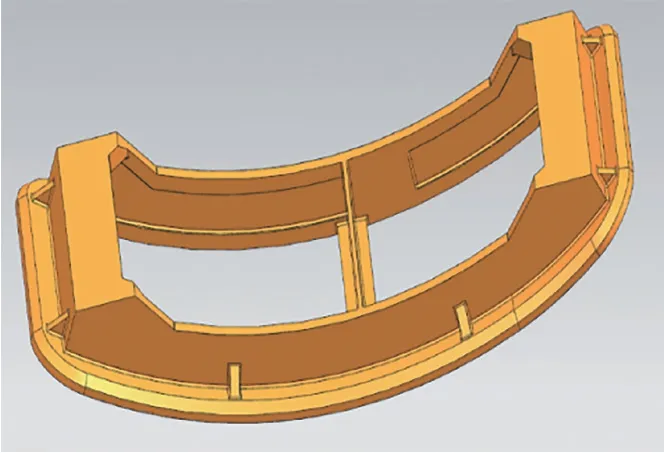
圖2 艙門鑄件
3 工藝分析
由于該鑄件為受力結構,屬于Ⅱ類鑄件,因此不允許存在裂紋、氣孔、縮孔、縮松及夾渣等鑄造缺陷。常規重力澆注,充型過程易卷氣、夾渣[1]。由于該鑄件為曲面結構,平面高低落差為460mm,且大范圍冒口的使用,會導致部分冒口高度較高,消耗金屬量增加,總的澆注鋁液重量在460kg左右,造成鑄件出品率降低,成本增加。由于該鑄件結構壁厚不均勻,因此局部位置僅靠冒口不能完全解決鑄件縮松問題,澆注質量無法保證。
4 鑄造工藝設計
根據上述分析,澆注系統設計優化為低壓澆注系統。澆注系統采用底注充型,使鑄件充型更加平穩[2],鋁液通過中間過道輸送到鑄件各個部位,減少因鋁液沖擊型腔飛濺而引起的氧化夾渣[3]。直澆道直徑為80mm,橫澆道尺寸為(80mm/90mm)×60m,內澆道小端尺寸為60mm×(20mm/40mm),斜度5°,過道高度為90mm/100mm×60mm。對于熱節較大的鑄件上部,采用厚度15~25mm的鋼質冷鐵激冷,使鑄件形成從上到下的順序凝固,最后凝固的為熱節最大的橫澆道[4]。澆注系統設計及冷鐵分布如圖3所示。
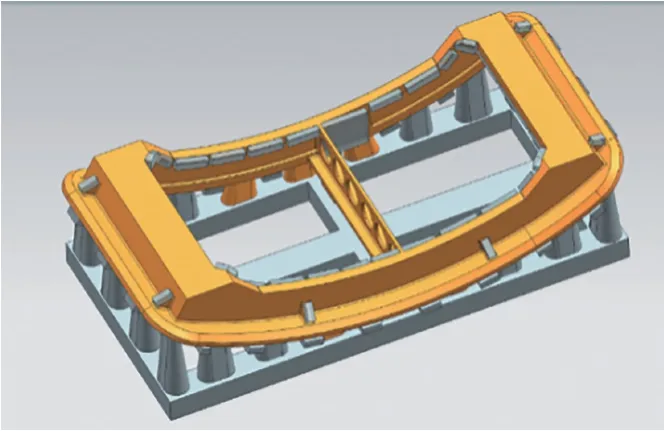
圖3 澆注系統設計及冷鐵分布
由于鑄件曲面結構及型面變化復雜,因此在采用常規木制模樣生產時,鑄件尺寸不易保證,尤其對于型腔內表面的尺寸精度影響較大,且單獨制作模樣工期就需要35天,總工期預計只有60天,因此交貨期無法滿足客戶要求。通過對成本、質量、工期的綜合分析,最后確定該鑄件采用3D打印砂芯的方式進行生產。使用UG三維設計軟件對鑄件進行澆注系統及砂芯設計,并在軟件中進行優化,主要針對零件、鑄件、澆注系統、冷鐵計及砂芯進行工藝設計。
由于3D打印砂芯的使用,分芯由6個減少為2個(見圖4),極大地提高了組芯的精度,保證了鑄件的尺寸精度。
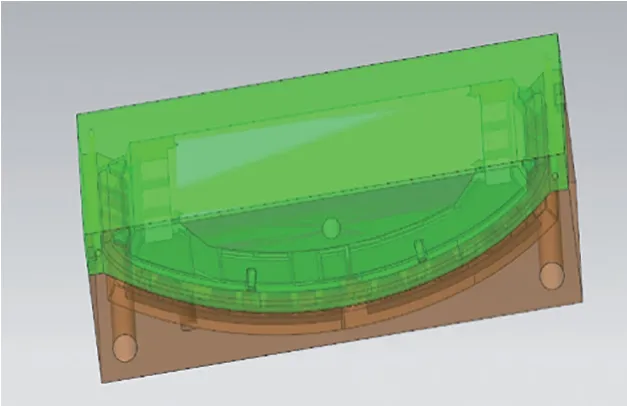
圖4 砂芯
5 低壓澆注工藝
根據工藝分析,針對鑄件壁厚變化大的特點,為使鑄件在壓力下充型及凝固,提高鑄件的致密性[5],減少鑄件內部缺陷,澆注過程分為升液、充型、增壓1、結殼、增壓2及保壓,具體參數見表1。
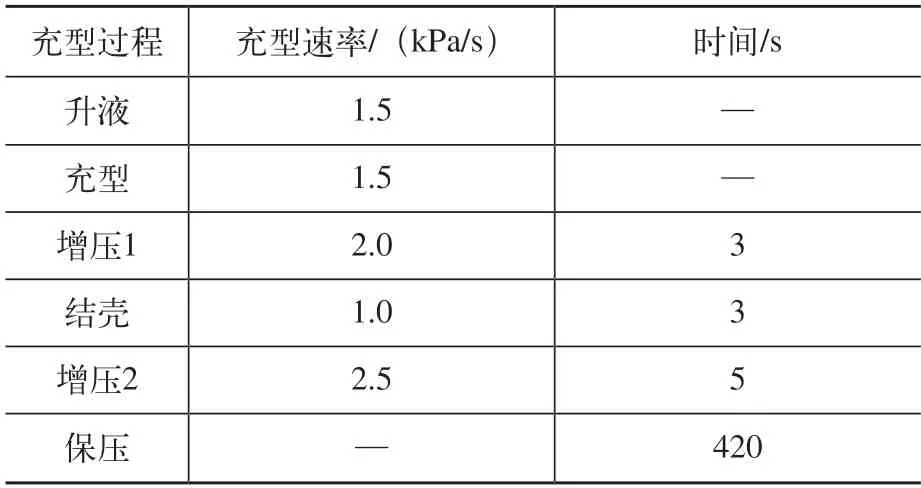
表1 低壓鑄造澆注工藝參數
6 生產過程
1)應用3D打印機直接打印出三維砂芯,3D砂芯變形量小,組芯時偏差較小,尺寸精度可達到±0.2mm。生產流程主要有導入、打印、檢查及包裝運輸4步,打印完成的砂芯如圖5所示。

圖5 打印完成的砂芯
2)組芯。3D打印砂芯表面粗糙度分布均勻且表面相對光潔,減少了表面打磨返修的工作量。對打印好的砂芯進行打磨,經人工檢測、安裝冷鐵、修整、噴涂及烘干后進行組芯合型,如圖6所示。

圖6 組合后的砂型
3)低壓澆注及清砂。按照編制的低壓工藝參數進行澆注,為防止裂紋及變形,澆注后冷卻16h再進行落砂、清砂,最后得到清砂后的鑄件及澆注系統,如圖7所示。

圖7 清砂后的鑄件及澆注系統
4)對鑄件內部進行X射線檢測,并對外觀尺寸進行劃線檢查,結果均合格。
7 產品檢測及效益分析
經過檢查和測量,該鑄件尺寸精度達到CT10級,內部質量符合Ⅱ類鑄件要求,100%X射線檢測合格,生產周期僅14天。該鑄件分別采用傳統鑄造和信息化鑄造技術工藝生產總成本統計見表2。

表2 傳統鑄造及信息化鑄造技術工藝生產總成本統計 (萬元)
由表2可看出,此次信息化鑄造的成功應用,直接節約成本46%,縮短生產周期76%,同時在鑄造工藝設計時澆注系統更為合理,更利于鑄件凝固收縮時的補縮,進一步提高了鑄件的內部質量。
8 結束語
1)復雜型面及壁厚變化較大的鋁合金鑄件,采用低壓澆注工藝可提高其鑄件澆注質量,有效解決充型過程中的卷氣、夾雜等鑄件缺陷。對于厚大部位可單獨設置補縮澆口進行補縮,可有效防止厚大部位產生縮松缺陷。
2)在低壓鑄造工藝中應用3D打印砂芯,減少了木模制作工序,極大地節約了人工和材料費用,同時大幅提高了生產效率和鑄件尺寸精度,尤其對于復雜型面和澆注系統的實現提供了有力保證,使鑄件補縮及順序凝固更加容易實現。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
