玉鋼釩鈦礦冶煉條件下Q355B生產實踐
2023-10-31 08:34:38鄧勝濤
昆鋼科技 2023年2期
關鍵詞:工藝
鄧勝濤
(武昆股份制造管理部)
1 前言
伴隨我國低合金結構鋼的發展歷程,昆鋼低合金結構鋼板的發展經歷了16 Mn到Q345B的研發和生產發展。生產裝備和生產工藝上,經歷采用三輥勞特軋機+熱軋軋制到三輥勞特軋機+控制軋制,再到爐卷軋機+控制軋制至爐卷軋機采用熱機械控制軋制技術(TMCP)的研究和產品生產發展歷程。前期已經在玉鋼開展了爐卷軋機采用熱機械控制軋制技術(TMCP)生產Q345B工藝技術的研發和生產實踐,有效解決了因Mn、Si合金元素含量高,導致煉鋼冶煉碳當量超標改判Q345A比例較大,并經常出現抗拉強度、屈服強度、伸長率、冷彎不合格的問題,取得了較好的應用效果。
隨著云南省社會經濟發展及產業政策調整,省內鋼材市場對板材的需求量逐年上升,在當前昆鋼產品結構以建筑鋼為主,產品結構單一情況下,開展了低合金高強度結構鋼Q355B系列熱軋中寬帶生產,但玉鋼為釩鈦礦冶煉,該條件下經常出現低溫、高硫情況,最終易導致成品硫超內控,影響Q355B成品成分控制及產品的軋制質量,針對上述情況,玉鋼通過優化脫硫工藝、降低出鋼溫度、優化軋制工藝等方式,完成了低溫高硫鐵水條件下無爐外精煉工藝下Q355B產品批量穩定生產。
2 鋼水S元素的控制
硫在鋼中以FeS的形式存在,FeS的熔點為1 193 ℃,Fe與FeS組成的共晶體的熔點只有985℃。液態Fe與FeS雖可以無限互溶,但在固熔體中的溶解度很小,僅為0.015-0.020 %。當鋼中的[S]>0.020 %時,由于凝固偏析,Fe-FeS共晶體分布于晶界處,在1 150 ℃-1 200 ℃的熱加工過程中,晶界處的共晶體熔化,鋼受壓時造成晶界破裂,即發生“熱脆”現象。此外鋼中的硫含量高時,其硫化物夾雜的總量也相應增加,其中的塑性硫化物夾雜FeS、MnS在鋼進行熱加工時,隨鋼材沿加工方向充分延伸,幾乎喪失了橫向的變形能力,從而使鋼材的橫向伸長率和斷面收縮率等性能降低,尤其是在結構鋼中,除了對力學性能的影響外,含硫量的增加還對澆鑄件和軋制件表面質量極為有害[3],Q355B為特殊質量級鋼,S含量要求≤0.030 %,目標要求≤0.025 %。
玉鋼高爐為釩鈦礦冶煉,鐵水為含釩鈦鐵水,其成分見表1。由于釩鈦礦冶煉的特點,高爐脫硫能力穩定性差,鐵水經常出現低溫、高硫情況,脫前鐵水平均溫度與普通礦冶煉相比低80 ℃-150℃。鐵水溫度低,加上鐵水含[Ti],因此鐵水粘罐、粘槍比較嚴重,渣鐵不易分離,脫硫、扒渣鐵損較大。由于煉鋼過程脫硫能力有限,最終導致成品硫超內控的情況出現,影響Q355B成品成分控制及產品的軋制質量。

表1 玉鋼釩鈦鐵水條件
2.1 脫硫劑配比優化
2.1.1 石灰粉(CaO)脫硫的原理
石灰粉在鐵水中的脫硫反應為[1]:
CaO(S)+[S]+[C]=CaS(S)+CO(g)↑
ΔGσ=86 670-68.96 T(J/mol)
2 CaO(S)+[S]+1/2 [Si]=CaS(S)+1/2 Ca2SiO4
ΔGσ=-251 930+83.36 T(J/mol)
2.1.2 電石(CaC2)脫硫原理
電石在鐵水中的脫硫反應為[1]:
CaC2(S)+[S]=CaS(S)+2[C]
通過對脫硫原理的研究,有目的的調整脫硫劑的成分配比,經過多次的實驗對比(實驗效果見表2),脫硫效果得到了持續性的改善,加入部分CaC2、金屬Al新脫硫劑脫硫效果較好,扒渣鐵損也有明顯的降低。老脫硫劑的扒渣損耗33.8 kg/t,新脫硫劑的扒渣損耗僅為19.7 kg/t。在高爐鐵水不是特殊異常的情況下,鐵水預處理脫能達到穩定的預期效果,脫后S合格率達92 %,且脫硫劑消耗和扒損明顯降低,為精準控制成品S提供前提條件。

表2 脫硫劑實驗對比
2.2 爐后造渣脫硫
針對生產節奏緊張,倒爐終點S高,需要進行爐后渣洗脫硫的爐次,通過提高終點出鋼溫度10 ℃,加入渣洗料后軟吹吹氬7 min開展爐后渣洗脫硫,渣洗料加入參考見表3所示。

表3 渣洗料加入參考表
3 合理控制出鋼溫度
Q355B的合金加入量大,出鋼溫降大,對鋼水純凈度、生產組織及技術經濟指標控制不利,通過開展合金烘烤、鋼包加蓋等措施了顯著降低Q355B出鋼溫度。
3.1 合金在線烘烤
合金在線烘烤是對合金進行在線烘烤的設備,通過將合金加熱到一定的溫度,使合金滿足煉鋼的工藝要求實現縮短冶煉時間,降低出鋼溫度,提高鋼材質量的目的,根據生產情況通過實時調整合金烘烤時間和溫度,在8 min-11 min將2 t合金料加熱至400 ℃-600 ℃,出鋼溫度從1 662 ℃降低到1 650 ℃,出鋼溫降降低12 ℃。
3.2 鋼包加蓋
通過在澆注、裝配、轉爐出鋼前后全程加蓋保溫,確保了正常周轉爐次出鋼前鋼包內壁溫度可達800 ℃-1 100 ℃。鋼包全程加蓋保溫裝置(見圖1)的使用減少了鋼包在澆注和配時間內的散熱損失,出鋼前鋼包內襯溫度由原來的320 ℃升高至852 ℃,出鋼溫降降低8 ℃。
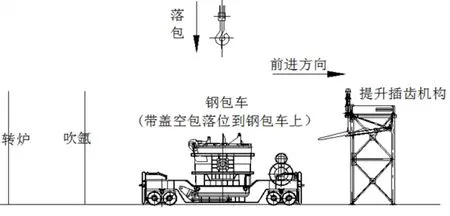
圖1 鋼包加蓋
通過對合金在線烘烤及鋼包全程加蓋的應用,出鋼溫度從1 662 ℃降至1 642 ℃,出鋼溫降降低20 ℃,對Q355B的生產組織及質量控制取得了關鍵性的進步。
4 優化脫氧吹氬工藝
玉鋼由于沒有精煉設備,鋼水的精煉僅依靠鋼包底吹氬,采用鋁鐵(餅)、硅鈣鋇合金、硅錳合金進行脫氧合金化合理脫氧,將氧含量控制在目標范圍。經過跟蹤研究,最終將Q355B吹氬時間由≥5 min提高至≥8 min,在出鋼過程吹氬壓力控制為0.6 MPa-0.7 MPa,到站吹氬壓力控制為0.3 MPa-0.5 MPa,保證了鋼水質量,為Q355B生產提供高質量鑄坯,同時為連鑄澆鑄創造優質條件,確保板坯澆鑄的順行。
5 精準控制鋼坯加熱溫度
在軋制2.75*710規格時,鋼坯全部為熱送熱坯,預熱段溫度(1 100 ℃-1 130 ℃)、加熱段(1 260 ℃-1 280 ℃)及均熱段溫度(不高于1 280 ℃)[2]。換向時間120 S,煤氣壓力0.7-0.8 KPa,空氣壓力在2.5 KPa。各項參數均控制在工藝要求范圍內。表4為隨機監測數據。
6 軋制工藝控制情況
6.1 軋制溫度控制
粗軋溫度1 126 ℃-1 160 ℃,精軋開軋溫度1 015 ℃-1 040 ℃,卷取溫度控制:頭部溫度670℃-690 ℃,中部溫度648 ℃-670 ℃,尾部溫度:670℃-700 ℃左右,各點溫度實際控制略高于工藝要求。
6.2 軋制控制
6.2.1 粗軋軋制情況
粗軋參數的設定按照粗軋工藝控制要求進行設定,第一道次正常除鱗,觀察好開軋溫度,控制好軋制節奏,5道次輥縫設定值為20 mm,實際中間坯厚度在24 mm-25 mm,符合工藝控制要求范圍。
6.2.2 精軋區域軋制情況
精軋F1溫度控制在740 ℃-750 ℃,軋件尾部軋制力不高于850 t,軋制3.0 mm與2.75 mm的參數除精軋速度和壓下有變化,其余的均保持不變,2.75 mm的平均軋制力較3.0 mm的大25 t,速度更快。
7 成品性能情況
經成品取樣分析,4.0 mm-6.0 mm屈服強度在373 MPa-404 MPa,抗拉強度在534 MPa-577 MPa,伸長率24.0 %-29.5 %,冷彎AB兩面正常。各項力學性能均符合工藝控制要求。6.0 mm-10.0 mm屈服強度在340 MPa-391 MPa,抗拉強度在506 MPa-559 MPa,伸長率23.5 %-33.5 %,冷彎AB兩面正常。各項力學性能均符合工藝控制要求,具體見表5。
8 結論
(1)玉鋼釩鈦礦冶煉條件下生產Q355B主要矛盾在于釩鈦礦冶煉條件下鐵水S高、鐵水溫度相比普通礦溫度低,而Q355B為特殊質量級鋼,S含量要求≤0.030 %,目標要求≤0.025 %。通過使用優化后的(CaO+CaC2+Al)系脫硫劑脫硫效率可達90-95 %,扒渣損耗僅為19.7 kg/t,相比CaO系脫硫劑扒渣損耗降低14.2 kg/t,脫硫溫降30 ℃,相比CaO系脫硫工藝降低10 ℃,脫后S合格率達92 %,至于部分倒爐S高的情況,可以通過爐后渣洗脫硫工藝將S控制在成分目標范圍內。
(2)針對無爐后精煉工藝冶煉Q355B的問題,通過開展合金烘烤,鋼包全程加蓋等措施,降低出鋼溫度,減少了鋼水過氧化問題,再配合優化后的爐后吹氬工藝,確保了鋼水純凈度及可澆性。
(3)Q355B軋制技術關鍵在于鋼坯加熱溫度、出鋼溫度、開軋溫度、精軋開軋溫度、終軋溫度、各機架的壓下分配、張力控制、層流冷卻方式和冷卻速度、卷取溫度等工藝參數的確定,結合玉鋼公司中寬帶工藝裝備條件和Q355B化學成分設計、材料特性,通過控制合理的加熱制度、壓下制度、板形控制、寬度控制和控制軋制及控制冷卻工藝,使Q355B低合金結構鋼的成分、性能達到合理匹配。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
