在役皮帶運輸機滾筒軸的超聲波檢測與質量分析
2023-10-31 08:34:42黃海張博徐可濤
昆鋼科技 2023年2期
黃海 張博 徐可濤
(云南恒峰工程質量檢測有限公司)
1 引言
皮帶運輸機是連接各項生產工序的重要傳輸設備,皮帶運輸機的運輸量也就意味著工廠的產量。隨著各大工廠的不斷發(fā)展,產量任務也不斷提升,如果在沒有繼續(xù)擴大規(guī)模的情況下,就需要加大負荷生產。皮帶滾筒軸在高負荷運行下易產生危害性缺陷,若未及時發(fā)現則容易引發(fā)斷軸設備事故(如圖1所示)。根據實際情況在皮帶運輸機未擴大規(guī)模或進行改良的情況下,需對皮帶滾筒軸進行周期性超聲波檢測,避免斷軸設備事故再次發(fā)生。本文結合工程實際對皮帶滾筒軸質量進行判斷分析。

圖1 滾筒軸發(fā)生斷裂
2 檢測方法
根據標準GB/T10595-2017《帶式輸送機》中A.2.4.1的要求,滾筒軸的無損檢測方法應按GB/T6402-2008《鋼鍛件超聲檢測方法》規(guī)定的方法進行[1]。
2.1 掃查方式的選擇
(1)100 %掃查覆蓋
對滾筒軸所有部位進行檢測即為100 %掃查覆蓋。
該方式的優(yōu)點:一是夠檢測出縱向和橫向缺陷,缺陷檢出率高;二是不易出現誤判;三是能采用多樣的檢測方法進行檢測(如磁粉檢測或滲透檢測),可避免出現表面缺陷漏檢的情況;四是按照標準進行全覆蓋檢測,對檢測人員的能力水平相對要求不高。
該方式的缺點:一是檢測工作量大,并且檢測費用高;二是軸需要從滾筒中拆卸出來,拆卸工程所需時間長。
100 %掃查覆蓋是目前對滾筒軸檢測的最優(yōu)方式,在條件允許的情況下,應當優(yōu)先采用該種方式檢測。
(2)部分掃查覆蓋
根據工廠實際情況,滾筒的安裝簡圖如圖2所示,滾筒軸基本上被筒體和軸承遮擋,露出的有效檢測面為兩側端面。但在役滾筒和備件滾筒要把軸拆卸出來是比較困難的,大部分工廠無法滿足要求,所以只能采用部分掃查覆蓋的方法進行檢測。
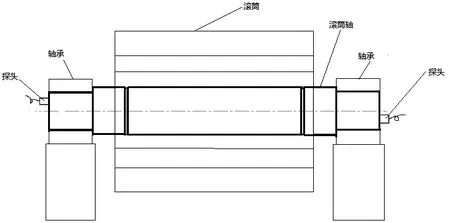
圖2 滾筒安裝簡圖(加粗部分為滾筒軸)
該方式的優(yōu)點:一是檢測工作量小,并且檢測費用低;二是能夠檢測出橫向缺陷;三是不用對滾筒進行拆卸,不影響生產,可短時間進行周期檢測。
該方式的缺點:一是不能檢測出縱向缺陷;二是懷疑是缺陷的部位不易驗證;三是不能檢測出滾筒軸表面缺陷;四是對檢測人員能力水平要求高。
2.2 檢測方法的選擇
根據標準GB/T6402-2008《鋼鍛件超聲檢測方法》中的要求,用于鍛件缺陷評定的超聲波檢測方法有:當量評定法和底面回波高度法。
(1)當量評定法
當量評定法是將缺陷的回波幅度與規(guī)則的人工反射體的回波幅度進行比較的方法,主要用于需要準確評級的工件的檢測方法,也是目前檢測工程應用最多的檢測方法。
當量評定法的優(yōu)點:一是能較為準確的檢測出缺陷的當量,從而準確評定級別;二是可適用于對形狀復雜而無底面回波的工件進行檢測;三是用人工反射體調好儀器以后,操作方便。
當量評定法的缺點:一是需要制作或找到與被檢工件材料相似的人工反射體,檢測成本較大;二是由于影響缺陷反射波的因素很多,如工件內部組織情況、工件外部形狀等,所以該方法確定的缺陷當量尺寸一般都比實際尺寸小;三是不適用于較長工件的檢測。
(2)底面回波高度法
底面回波高度法是根據底面回波高度給缺陷定量的方法,主要用于工件大缺陷評定的檢測。
底面回波高度法的優(yōu)點:一是不需要對比試塊和復雜的計算,檢測成本低;二是可以利用缺陷的陰影對缺陷大小進行評價,有助于檢測因缺陷形狀、反射率等原因使反射信號較弱的大缺陷。三是可以結合缺陷波形的變化,初步判定缺陷的性質,以及確定工件內部組織是否均勻。
底面回波高度法的缺點:一是不能明確地給出缺陷尺寸;二是不適用于對形狀復雜而無底面回波的工件進行檢測[2];三是如需要初步判定缺陷性質,對檢測人員的能力水平要求較高;質量等級的評定僅適用于由缺陷的存在引起的底波快速衰減,沒有當量評定法的評級精準。
在實際工廠中,業(yè)主方通常的要求為:判斷滾筒軸中是否存在引起斷軸的危害性缺陷。由于滾筒軸從軸的兩邊端頭進行檢測時底波較為明顯,滾筒軸又存在一些臺階和鍵槽干擾檢測,故滾筒軸檢測使用的檢測手段選用底面回波高度法。
2.3 底面回波高度法基準波的調節(jié)及質量等級的評定
首先確定滾筒軸完好部位的底波,調整到滿幅度的70 %,作為評定回波信號的基準,如圖3和圖4所示(其中T代表發(fā)射波,B代表底波,B1代表臺階波)。在檢測過程中,靈敏度不變,用有缺陷時的底面回波幅度BF與無缺陷時的底面回波幅度B相比,得出底波降低系數R(見式1)。
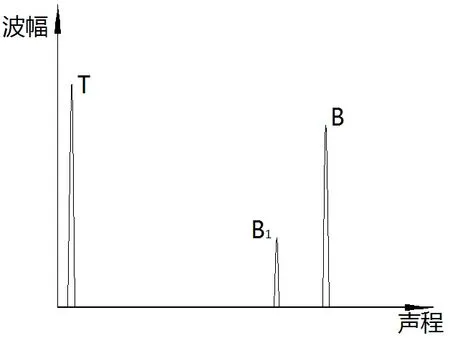
圖3 無缺陷波形示意圖
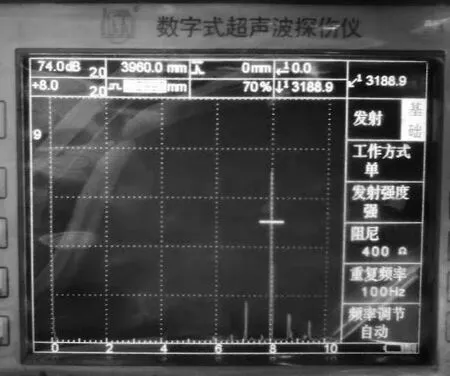
圖4 實際中無缺陷波形示意圖
R為1時表示無缺陷,BF/B的值越小,代表缺陷就越大。根據標準《鋼鍛件超聲檢測方法》GB/T6402-2008中的要求,由缺陷引起底波降低的質量評級參照表1執(zhí)行。

表1 由缺陷引起底波降低的質量分級
3 對滾筒軸中危害缺陷及相應超聲波波形的分析
滾筒軸屬于鍛件。鍛件中常見的缺陷有:縮孔和縮管、疏松、非金屬夾雜物、夾砂、折疊、密集缺陷、裂紋、晶粒粗大等。而斷軸主要是由密集缺陷、裂紋和材質本身強度不夠(晶粒粗大)等原因引起的,故滾筒軸的檢測主要也是針對危害性缺陷的檢測。
3.1 密集缺陷
在檢測中,示波屏上同時顯示的缺陷回波很多,缺陷之間的間隔很小,甚至連成一片,這種缺陷回波稱為密集缺陷回波。較大面積的密集缺陷能使低波下降嚴重或者消失,在滾筒軸檢測中不允許出現,其波形如圖5所示(其中F代表缺陷)。
3.2 裂紋
裂紋的產生原因很多,種類也多,滾筒軸的檢測主要針對于橫向裂紋,也是引發(fā)斷軸的主要因素之一。鍛件橫向裂紋的反射波比較明顯,若方向正好垂直于檢測方向且裂紋較深,則會出現多次缺陷波反射,同時底波直接消失,如圖6所示;若裂紋方向與檢測方向傾斜較大,則會出現一次較低的缺陷波,且底波直接消失,如圖7所示;若裂紋裂的較淺,則會出現裂紋缺陷波和衰減后的底波,如圖8所示。
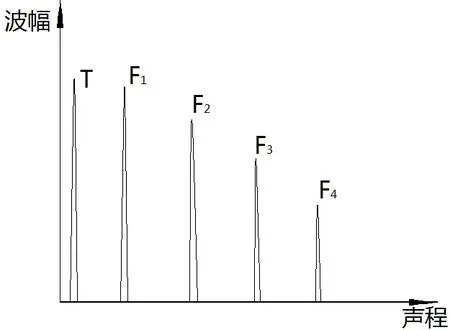
圖6 裂紋方向垂直于檢測方向反射波
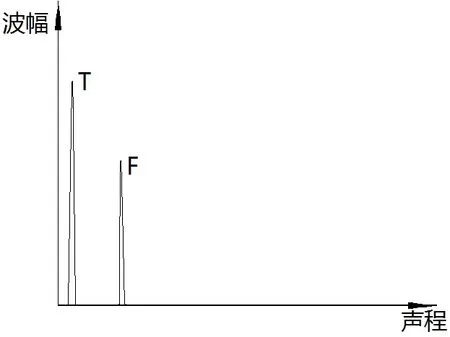
圖7 裂紋方向傾斜于檢測方向反射波
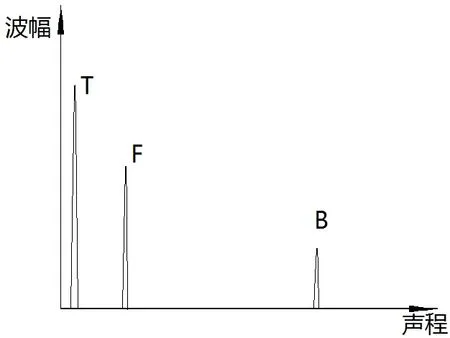
圖8 較淺裂紋波形圖
3.3 晶粒粗大
滾筒軸內部組織晶粒粗大,則其強度、塑性和韌性均會降低,在高負荷運行的情況下極易斷軸。同時晶粒粗大的滾筒軸超聲波檢測難以發(fā)現內部缺陷,不符合探傷要求,故發(fā)現晶粒粗大的滾筒軸必須報廢。當材質晶粒粗大時,在超聲波顯示屏上會出現連續(xù)的草狀回波,底波較低,嚴重時底波會直接消失,波形如圖9所示。此類情況一般出現在滾筒軸的生產制造過程中。
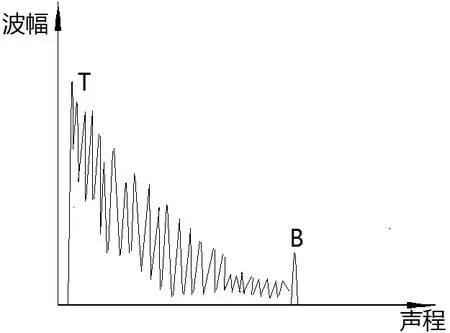
圖9 晶粒粗大波形示意圖
4 在役滾筒軸的檢測
以采礦皮帶滾筒軸的檢測為例,根據廠家提供的圖紙,檢測的滾筒軸長度為3 190 mm,檢測面直徑為300 mm,軸的兩端對稱,具體如圖10所示:

圖10 滾筒軸簡圖
4.1 檢測前的準備
(1)探頭的選擇
滾筒軸的檢測主要采用直探頭,根據標準《鋼鍛件超聲檢測方法》GB/T6402-2008,探頭的標稱頻率在1.0 MHZ-6.0 MHZ之間,探頭的晶片有效直徑應在10 mm-40 mm之間[3]。滾筒軸屬于鍛件,而且比較長,結合實際條件,我們選用2.5 MHZ頻率、14 mm有效晶片直徑的探頭作為主要檢測的探頭。
(2)掃查參數
掃查部位為軸兩側端面,相鄰探頭移動覆蓋區(qū)至少為有效探頭直徑的10 %,手工掃查速度不超過150 mm/s。
(3)表面要求
檢測表面應無油漆、氧化皮和干結的油脂、表面無凹凸不平,或任何其他引起耦合失效,阻礙探頭自由移動及引起判斷錯誤的物質。同時要求表面粗糙度Ra≤6.3 μm。
4.2 滾筒軸實際檢測中的缺陷分析
按照文中2.3中底面回波高度法基準波的調節(jié)方法,將完好滾筒軸的底波幅度調整為如圖4所示的波形,作為評定回波信號的基準,然后開始對滾筒軸的兩側端面進行全覆蓋掃查。檢測過程中發(fā)現以下典型缺陷:
(1)磨損后引發(fā)的裂紋
滾筒軸和脹套在長期運行過程中,軸徑表面受脹套的擠壓力和復合機械力的作用出現長久性變形,然而金屬的退讓性非常差,出現間隙后,若未及時發(fā)現并采取措施,間隙就會越來越大直到磨損的情況出現。磨損使得軸的自身強度不足,在磨損較深處易產生裂紋。
檢測中發(fā)現一個滾筒軸出現磨損。當探頭移動到滾筒軸端面中間位置時,波形如圖4所示,證明此軸只存在局部缺陷。當探頭移動到滾筒軸端面邊緣時,出現如圖11所示波形,530 mm(臺階)處出現幅度為滿幅度80 %的缺陷波,980 mm(脹套)處出現超屏缺陷波,并且兩者之間伴有較低草狀波(較小密集缺陷)出現,底波幅度下降至滿幅度的41 %。根據式(1)得:
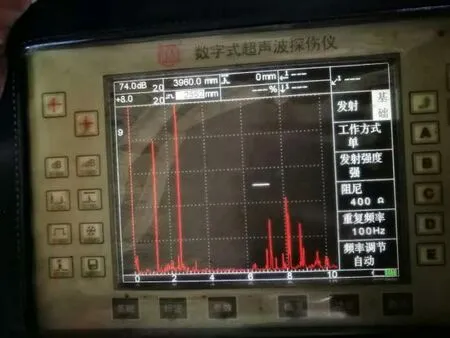
圖11 探頭移到端面邊緣時的缺陷波形
對照表1進行評級,此滾筒軸評為3級,建議對此軸進行修復處理。后經實際拆卸后驗證發(fā)現距端面980 mm的脹套處出現一定磨損,并伴有較淺表面裂紋,同時由于維護保養(yǎng)不到位,露在空氣中的表面部位存在一定的腐蝕情況,如圖12所示。

圖12 實際拆卸后軸的磨損情況
(2)臺階、鍵槽處產生的裂紋
滾筒軸主要承受著扭轉載荷,長時間的高負荷運轉,極易在臺階、鍵槽等處附近產生疲勞裂縫。疲勞裂紋危害巨大,且產生時間不確定,需要對滾筒軸進行周期性檢測。
檢測中發(fā)現一個滾筒軸內部在530 mm(臺階)處存在大面積疲勞裂紋缺陷。由于裂紋方向與檢測方向有一定傾斜,超聲波屏幕上出現一次幅度為滿幅度88 %的缺陷波,底波消失,BF=0 %,波形如圖13所示。根據式(1)對照表1進行評級,此滾筒軸評為1級,建議對此軸作報廢處理。經拆卸破壞后驗證,斷面示意圖如圖14所示,斷裂面與端面存在一定傾斜度。
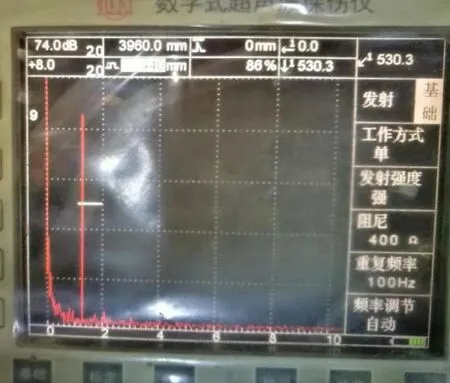
圖13 實際中檢測出傾斜裂紋波形圖

圖14 實際破壞后的斷面圖
5 結語
(1)經實際驗證,通過部分覆蓋的掃查方式和底面回波高度法對滾筒軸進行檢測,可有效地發(fā)現滾筒軸內部存在的缺陷。同時結合對缺陷波形圖的分析,可對滾筒軸做出相應的質量等級評價。
(2)結合工廠的實際生產情況,建議在役滾筒軸的周期檢測時間為半年,對新進備件進行上線前檢測,同時建議工廠維保人員嚴格按照維護保養(yǎng)規(guī)程對滾筒軸進行檢查和潤滑保養(yǎng),盡量避免滾筒軸因磨損而引發(fā)裂紋缺陷。
(3)皮帶運輸機一旦出現斷軸設備事故,工廠將會部分停產或直接停產,引起巨大損失。而若是提前發(fā)現滾筒軸存在危害性缺陷,立即更換,則最多停產1天,既保證了皮帶運輸機的使用安全,也為企業(yè)節(jié)省了80 %以上的停產檢修時間,從而證明了超聲波檢測的必要性。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
建筑材料學報(2014年3期)2014-03-11 17:08:02
