基于PLC 的自動料盤上料系統的可視化設計
2023-11-15 11:30:48阮澤鵬
自動化與儀表 2023年10期
張 敏,阮澤鵬
(廣東理工學院 電氣與電子工程學院,肇慶 526100)
電子行業在產品貼片工序過程中會留下大量未用完的貼片元件,如電阻、電容等需要退庫盤點剩余的數量。目前,仍有許多工廠使用傳統的人工盤點、統計和登記,這樣不僅效率低下,而且盤點數目的精確度不高。據深圳某公司統計,傳統人工完成一盤物料的盤點、統計和貼標需要一個工人綜合用時3 min;半自動X-Ray 計數器設備(X-Ray計數器)需要一個工人綜合用時1 min;而用全自動的X-Ray 計數器設備(料盤上料機+X-Ray 計數器+料盤貼標機)僅需用時17 s。文中設計的全自動上料系統就是配合全自動X-Ray 計數設備完成進料工序,從而達到提高生產效率,減少雇員支出的目的。
1 料盤上料控制系統設計要求
1.1 總體控制流程設計
本設計是采用三菱FX3U 系列PLC 作為控制核心元件,結合三菱觸摸屏的操作界面,利用單相異步電動機將放置料盤的運料小車驅動上升到指定的位置,并通過對射傳感器來精確定位料盤上升的高度[1]。料盤上升到指定位置后,步進電動機驅動機械手沿著X 軸到達料盤上升位置,再沿Z 軸下降抓取料盤,然后再將料盤橫移到自動X-Ray 計數器的進料口等待放料,放下料盤后返回初始位置,重復以上工序,即完成全自動料盤上料流程,其控制系統流程如圖1 所示。

圖1 上料控制系統流程Fig.1 Flow chart of feeding control system
1.2 其他控制功能設計
左、右上料工位設計:為保證不間斷供料,系統設計了雙工位上料車進料,兩個儲存工位互不影響,設備運行期間也可以更換上料車。當上料車裝載完待清點的料盤后,按下觸摸屏上的左或右工位,上料車則會上升至取料工位,等待機械手取料;當左、右工位抓料完成后,蜂鳴器連續響三聲提示料盤抓完,請及時更換裝滿料盤的上料車。
急停控制設計:若遇到如料盤卡死或料盤脫落等緊急情況時,則按下急停按鈕,排除問題后,釋放急停按鈕,此時在自動運行狀態下,按下復位按鈕,當所有軸和氣缸都回歸原點后,再點擊觸摸屏中的啟動按鈕或機臺的實物啟動按鈕,方可進入自動模式,讓設備正常運行。
2 控制系統硬件設計
2.1 主控硬件選型
從系統的輸入、輸出的統計結果來看,該控制需要24 個輸入點和18 個輸出點,考慮系統的可擴展性和穩定性,PLC 的點數還需預留10%~20%的余量,故最終選擇FX3U-64MT 的PLC[2-3]。同時,設計中選取了GT2710-VTBA 型號三菱觸摸屏,主要用于與PLC 進行人機界面交互,方便地顯示PLC 數據和現場設備的動作狀態,仿真PLC 實時工作的效果,實現可視化操作[4-5]。上料機構需要垂直升降,實現將料盤移送到指定高度的控制,結合驅動負載類型、額定功率、額定電壓、額定轉速等因素核算,選用兩臺晟邦28 軸立式0.75 kW 帶剎車的單相異步電動機做左右工位上料小車的升降電機。同時系統選用了Kinco 3S57Q-04056 型步進電機用于精確定位X 軸和Z 軸位置,并進一步將它們聯合組成動力設備抓取及運送料盤。步進電機需要配合步進驅動器使用,步進驅動器的主要功能是接收來自PLC 的Y0 或Y1 輸出端的一定頻率、一定數量的脈沖信號,可對步距角做進一步細分,讓定位能更加精確,設計中選用了Kinco3M458 步進驅動器。
2.2 其他硬件選型
設計中根據需求選用了型號為SMC MY3B20G-700 的機械式無桿氣缸和型號為SMC MHZ2-16D的手指氣缸;系統還選用兩個型號為4V210-08 和4V220-08 兩位五通的電磁閥,其中一個用于控制抓取氣缸的夾緊和松開,另一個電磁閥控制料盤傳送氣缸的伸出和回退;選用了SMC 3C-D-Z73L 型號的磁性開關,用于檢測氣缸是否到位;選用了型號為E3Z-T61 的歐姆龍對射式光電開關檢測物料,主要通過對射紅外線判斷左右上料小車上是否有料盤;同時,系統還選用型號為EE-SX672 的歐姆龍U 槽型光電開關,主要用做電機的限位,防止誤操作或故障、電機越程及原點定位等控制;在開關電源的選擇上,由于觸摸屏功率為6.5 W,2 個電磁閥功率為6 W,所有傳感器功率為3 W,2 個步進驅動器功率為250 W,4 個中間繼電器功率為4 W,合計269.5 W。考慮預留20%~30%的余量,最終選擇型號為LSR-350-24 的明緯開關電源。其余常規硬件就不再描述。
3 系統軟件設計
3.1 程序總體設計
根據現場控制需要,該系統設計了自動和手動運行2 種控制模式,同時能實現2 種模式的良好切換,程序總體設計思路如圖2 所示。

圖2 總控程序示意圖Fig.2 Schematic diagram of general control procedure
總控程序包含三大部分,即其他程序、自動程序及手動程序。其他程序部分主要包含顯示控制、檢測控制,報警控制等輔助程序;自動控制程序部分主要完成自動循環控制流程;手動控制程序主要完成安裝、調試及手動回原點等手動操作程序。總程序設計中,用X10 作為自動/手動選擇開關,用功能指令CJ 完成程序跳轉控制,當X10 得電時,跳過自動程序,直接跳轉到P0 指針的指示程序處,系統處于手動控制運行狀態;當X10 不得電,順序執行自動控制程序,當執行到P0 指針的跳轉程序時,因執行CJ P63 指令,直接跳過手動程序,跳轉到END程序結束處,其中P63 指針為程序的END 處,不需要標識[6]。
3.2 手動控制程序設計
PLC 程序設計除了自動控制程序外,為增強系統的多元操作性以及方便安裝、調試、手動回原點等,還增加了手動控制程序。在安裝調試階段,手動操作比自動操作更加具備可行性及靈活性。當按鈕切換為手動時,進入手動程序。在觸摸屏的手動界面,按下任意觸摸屏控制按鈕,相應的電機或者氣缸執行手動程序,具體可參看圖3 手動調試界面設計。

圖3 手動調試界面設計Fig.3 Design of manual debugging interface
3.3 自動控制程序設計
自動控制程序是該控制系統軟件設計的核心部分,在整個控制過程中,執行機構的動作具有明確的先后順序,如果采用PLC 中傳統的經驗編程法設計控制程序,會比較繁瑣且易出錯,給程序的調試及設備維護帶來困難,而采用順序功能圖編程思路則能達到事半功倍的效果[7]。因此該系統的自動控制程序采用步進順控編程的方法,即SFC 編程方式。當選擇自動模式時,首先要按下復位按鈕,完成復位后再按下啟動按鈕,系統開啟自動運行模式;按下暫停按鈕,可以暫停運行;遇到緊急情況或者電機越程故障,可立即按下急停按鈕,PLC 所有輸出停止。該自動控制程序的基本運行原理可參看圖4自動調試界面設計。
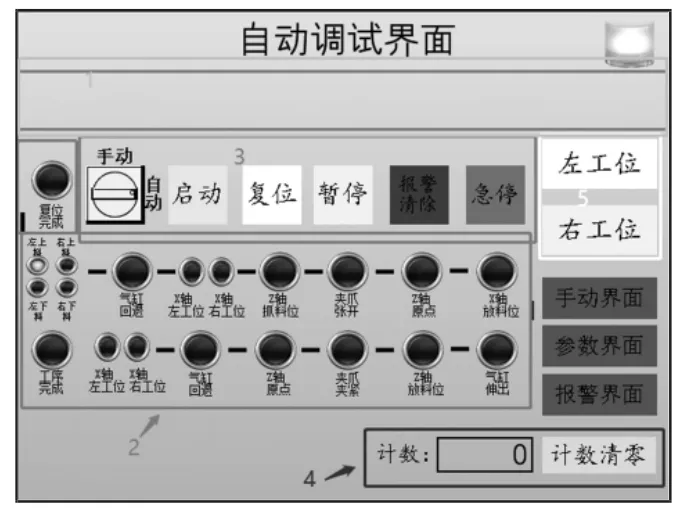
圖4 自動調試界面設計Fig.4 Design of automatic debugging interface
4 觸摸屏可視化界面設計
觸摸屏的主要作用是在現場運行中實現人機界面的控制及處理,合理的設計使得界面直觀、操作方便、穩定性強,且通過操作界面可實現實時參數設置及采集、歷史數據查詢及診斷、報警分析和遠程Web 監控等。合理的人機界面有助于可視化直觀監控從而減輕操作人員的工作量[8-9]。結合控制系統需求,選用三菱GT2710-VTBA 型號觸摸屏完成可視畫面監控及操作設計,并可根據用戶需要設計多個控制和監視畫面,此處列舉幾個典型界面功能進行分析,說明可視化操作效果。
4.1 手動調試界面設計
手動調試界面設計的出發點是為了方便安裝調試、單獨控制某個氣缸,以及測試時能夠獲取X 軸、Z 軸工位、放料位、取料位的精確位置。具體畫面如圖3 所示。
該界面最上部分設置了各種手動控制區,如當按下“左物料上升”按鈕時,旁邊的指示燈會亮,表示左邊工位料盤上升。設置按鈕動作為點動模式,即按住則左物料上升,左電機會一直運行,直到松手或者到設定位置時才停止上升,其他以此類推。
該調試界面右上角設置了三色燈,顯示系統運行的狀態。即待機狀態為黃色,自動運行為綠色,報警狀態為紅色。其下方設置了手動/自動轉換按鈕,當旋鈕撥到手動時,可按手動界面的按鈕進行調試;當旋鈕撥到自動時,可啟動自動運行模式。同時,在轉換按鈕下方設置了界面切換按鈕,按下自動界面,可切換到自動調試界面,按下參數界面,可切換到參數設置界面,按下報警界面,可切換到報警界面,方便操作者切換及監控各個界面內容。
4.2 自動調試界面設計
自動調試界面的設計是為方便日常監控,一般設備運行時,都會停留在此界面。如圖4 所示。
該觸摸屏最上面長條部分為報警顯示區,當設備發生報警時,報警條會顯示當前時間、報警注釋等信息,使報警內容一目了然。其下部分區域設置了觸摸屏按鈕,實現手/自切換、啟動、復位、暫停、報警清除和急停等功能,方便操作人員現場控制。其中,啟動、復位和報警消除按鈕動作設置為點動,暫停和急停按鈕動作設置為位反轉。復位完成是按下復位按鈕,所有電機和氣缸回到設定的位置,該指示燈亮。中下部分區域用指示燈指示順序工作流程,包含電機動作、氣缸動作及是否到位等信息,當自動運行達到某個步驟,其指示燈會亮。
右側區域的左、右工位選擇區用于選擇左工位或者右工位上料小車,可以二者同時選中。假如同時按下左工位和右工位,左工位上料小車的料盤抓取完畢,X 軸會自動到達右工位抓料,在右工位抓料的同時,可以把左工位的小車移出來裝料,這樣可以不停機地24 h 循環作業。該界面最下面部分區域用來顯示已經完成運輸料盤的計數顯示和計數清零操作。
4.3 參數設置界面設計
參數設置界面主要是輸入和顯示PLC 內部的參數,從而可以調整某些參數和觀察數據的變化。如圖5 所示。
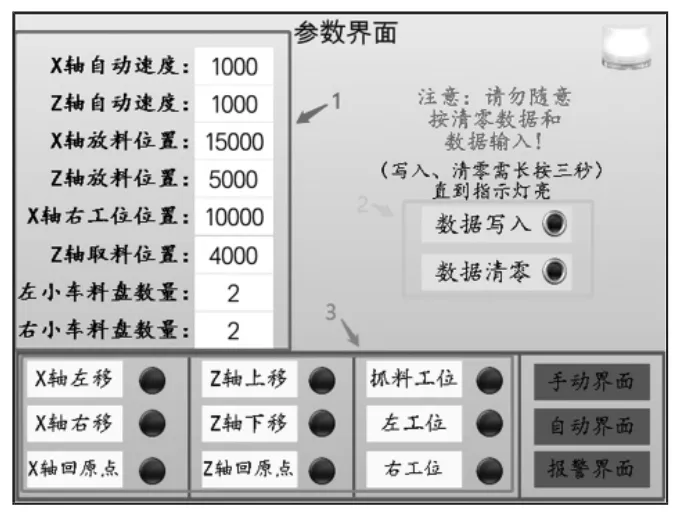
圖5 參數設置界面設計Fig.5 Design of parameter setting interface
該界面左上部分設計了各類參數設置功能區,可實現X 軸和Z 軸的速度或位置參數的設置及顯示;一輛上料小車可以放50 盤7 寸的料盤,該區域左、右料盤數量用來顯示實際剩余料盤數。該界面右上部分設計了數據寫入和數據清零功能區,為了防止誤碰操作,應用寫入和清零功能時,需長按該界面上的仿真按鈕3 s,直到指示燈亮,方可完成該參數設置功能。
該界面左下部分為操作動作指示功能區,當在現場或在觸摸屏上按下相應按鈕時,旁邊的指示燈會閃爍表示正在執行該功能,長亮則表示已經到位。設置該功能參數界面主要是為了調試時獲取X 軸、Z 軸的放料位、取料位和左右工位的判斷。
4.4 報警界面設計
報警是指當系統中的某一些量的值超過了所規定的界限時,系統自動產生相應警告信息,表明該數據的值已經達到或超限,提醒操作人員[10]。報警界面將系統所發生故障的事件記錄起來,方便操作者管理和記錄設備的故障時間和故障事件,具有較強的可視化功能。如可設置料盤小車是否到位、是否缺料、入料口接收裝置是否到位等信息。當報警事件解除后,要及時復位。其設計界面如圖6 所示。
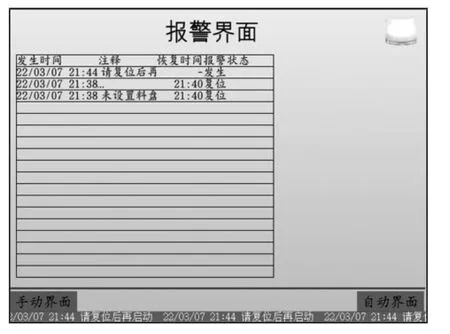
圖6 報警界面設計Fig.6 Alarm interface design
5 結語
總體而言,對剩余電子元器件料盤的盤點、統計和貼標的全套自動化設備,需要上料機構、計數統計機構及貼標機構三大部分的機械及電氣結構環環相扣、緊密配合才能完成。而自動上料機構,尤其是雙工位自動上料機構作為整個自動控制的前驅部分,其設計的合理性、自動化程度和人工操作的可視化程度決定了后續機構的可操作性及可延續性,直接影響全套設備的自動化程度及生產效率。參照本次設計的全自動上料系統,完成一盤剩余電子元器件料盤的退庫清點,在不同盤點方式下的參數對比情況如表1 所示。
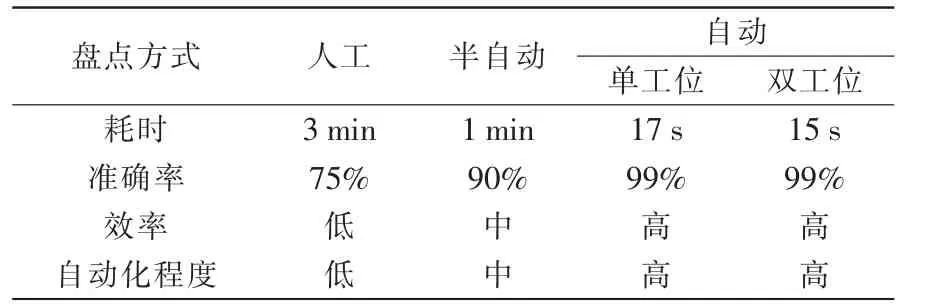
表1 多方式清點料盤的參數對比Tab.1 Parameter comparison of multiple ways of counting material tray
實踐證明,該自動上料系統的設計大幅提升了退庫清點系統的準確率及自動化程度、提高企業生產效率和節省大量的人力資源成本。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
當代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
濰坊學院學報(2016年2期)2016-12-01 13:00:11
當代化工研究(2016年6期)2016-03-20 16:21:46
新聞傳播(2015年11期)2015-07-18 11:15:04