超聲振動輔助切削對碳纖維增強樹脂復合材料面下損傷影響的仿真研究
2023-11-20 01:19:58陳文翔
宇航材料工藝 2023年5期
陳文翔 張 旭
(上海工程技術大學機械與汽車工程學院,上海 201620)
文 摘 碳纖維增強樹脂基復合材料(CFRP)在傳統加工(OC)過程中存在著切削力過大、表面質量不佳、面下損傷較為嚴重等問題。為了改善上述問題,本文提出使用超聲振動輔助切削(UVC)工藝加工CFRP,通過仿真分析對切削力與面下損傷深度進行研究。結果表明:使用UVC 加工CFRP 可降低13%~80%的切削力,且纖維方向角對切削力影響較小。與OC 相比,UVC 切削0°、45°纖維方向角的CFRP 時可以減少約50%的面下損傷深度;在切削90°、135°纖維方向角的CFRP時雖然沒有改善面下損傷深度,但取得了較為平整的已加工表面以及較小的損傷區域。
0 引言
碳纖維增強樹脂基復合材料(CFRP)是一種新型纖維增強復合材料,具有高比強度、耐磨損、耐腐蝕等特性,被廣泛應用于汽車高鐵、航空航天、醫療器械、體育器材等領域[1-4]。但該材料的成型方式通常與最終形狀有一定差距,因此需要通過銑削、鉆孔等方式進行加工。由于樹脂基與碳纖維的性能差異較大,因此CFRP 具有非均勻性與各向異性,加工時,若應力過大,超過增強相與基體的結合強度,碳纖維與樹脂基體就會產生分層現象,導致纖維拉出、纖維脫落、基體失去支撐開裂,這都是材料內部出現次表面損傷的重要原因。面下損傷會降低復合結構材料性能,進而縮短使用壽命[5]。
在研究CFRP 分層缺陷方面,學者們進行過大量研究,LIU D F 等[6]通過實驗發現分層現象與鉆削軸向力和鉆削熱有關。YIN J等[7]認為隨著纖維角度增大而增大的切削力是導致面下損傷深度增加的主要原因,包括切削力過大導致的基體開裂和擴展。為了減小加工中的切削力而減少分層現象,O.Isbilir等[8]研究發現切削速度與進給速度的增大會加劇CFRP 的分層現象。李文鵬等[9]對比了切削深度與CFRP 所受最大應力的關系。董志剛等[10]從理論上分析了螺旋銑孔加工CFRP 中切削力的抑制方法。王濤等[11]建立了銑削CFRP 的切削力模型,結果表明在一定角度下,未切削區域的材料損傷也會發生。何春伶等[12]通過研究雙頂角鉆尖幾何參數降低鉆削CFRP 時的軸向力和制孔分層的影響,并建立了軸向力預測模型。
大量研究表明,切削力是導致分層現象的重要因素,而超聲振動加工作為一種新興加工方式,在難加工材料方面得到了廣泛應用,如Ti6Al4V,不銹鋼,鎳鉻合金[13-16]。LU Y 等[17]使用超聲振動系統對CFRP 進行了鉆孔實驗,發現切削力相較于傳統鉆孔減少了20%,但沒有對已加工表面的面下損傷進行研究,因此有必要對超聲振動切削能否改善CFRP 的加工質量進行研究。
本文建立基于Hashin 失效準則的CFRP 單向板宏觀模型,通過切削力驗證該模型的正確性。將傳統切削的載荷改為超聲振動載荷,據此研究超聲振動切削CFRP 時的切削力與面下損傷,并與傳統切削方式進行比較。
1 CFRP工件模型
1.1 材料屬性
采用單向碳纖維環氧樹脂,其材料參數性能如表1所示[18]。
1.2 材料失效模型
切削宏觀CFRP 時采用的是二維Hashin 失效準則,該失效準則通常用來描述宏觀彈性-脆性材料的纖維拉伸失效、纖維壓縮失效、基體拉伸失效和基體壓縮失效,判定失效公式定義如下:
式中σ11表示沿纖維方向的有效應力,σ22表示垂直纖維軸向的有效應力,τ12表示鋪層間的剪切應力。
1.3 工件與刀具建模
圖1是仿真所使用的模型。該模型使用商業有限元分析軟件ABAQUS建立,刀具的前角γ和后角α均為10°,刀尖鈍圓半徑為0.01 mm,工件尺寸為1 mm × 2 mm。通過“指派材料方向”命令定義纖維的角度。由于CFRP的碳纖維方向不固定,許多學者進行研究時主要探討了四種典型的纖維角度:0°(平行于纖維方向)、45°(順纖維方向)、90°(垂直于纖維方向)和135°(逆纖維方向)在加工時的切削機理[19],將纖維方向角(θ)定義為未加工部分的碳纖維軸向與切削速度方向之間的夾角[20],本文中也采用此方法。
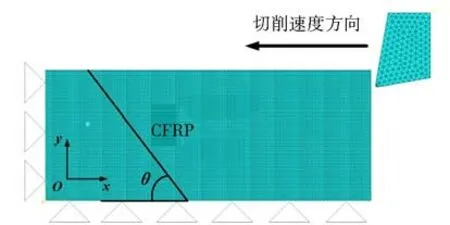
圖1 二維切削模型Fig.1 Two-dimensional simulation model
1.4 仿真設置
圖2展示了超聲振動加工示意圖。
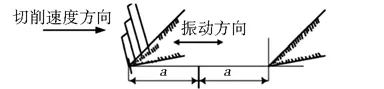
圖2 超聲振動加工示意圖Fig.2 The sketch of ultrasonic vibration cutting
模型采用動力學顯示求解器分析,對工件與刀具的劃分網格方法均為平面應力減縮積分單元(CPS4R),單元最小尺寸為5 μm,共生成了16 000 個單元。由于不考慮刀具磨損和溫度場,刀具設置為剛體。切削速度v=6 m/min,切削深度ap=50 μm。在普通切削模型中,工件固定,刀具以固定速度沿x軸的負方向移動。在UVC 模型中,通過在刀具上施加周期性速度載荷,使刀具在以固定速度移動的同時沿x軸做振幅a=10 μm的振動。
1.5 摩擦模型
采用庫侖摩擦模型模擬了刀具與工件之間的連接關系。摩擦模型定義如下:
式中,σn是刀具-切屑接觸的模型法向應力,μ是摩擦因數,τf是剪切應力,τmax是剪切應力的最大值。根據文獻[21],文中整個工件的摩擦因數為0.3,一旦達到界面處的最大應力,刀具與工件之間的摩擦狀態從黏著摩擦變為滑動摩擦。
1.6 模型驗證
為了驗證仿真結果的準確性,利用仿真軟件根據TAN R K[21]的實驗條件建立了OC 仿真模型,所有切削參數均與該實驗一致:切削速度v=6 m/min,切削深度ap=20 μm,纖維夾角θ=45°。通過比較切削力,驗證了模型的準確性。驗證結果如圖3所示,實驗所得的主切削力平均值為43.8 N/mm,仿真平均值為40.43 N/mm,兩者平均切削力誤差為7.7%,可以視為在考慮假設條件下的合理范圍內。
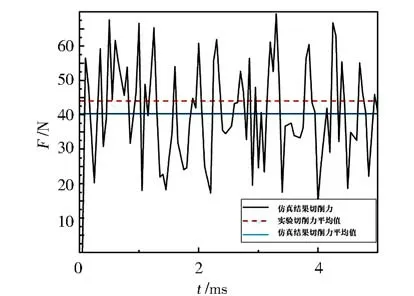
圖3 實驗與仿真主切削力對比圖Fig.3 Comparison of experimental and simulated main cutting forces
2 結果與討論
2.1 切削力
圖4展示了通過仿真得到的傳統切削與直線超聲振動切削兩種加工方式下切削力隨纖維角度θ變化的折線圖。
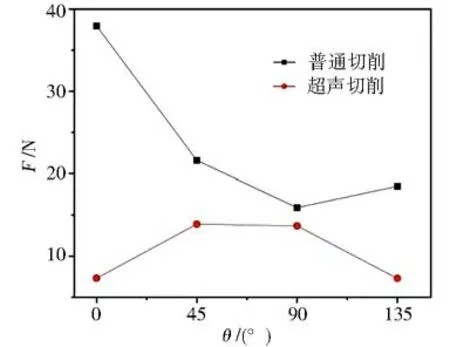
圖4 切削力隨纖維方向角θ的變化規律Fig.4 Cutting force changing with the fiber direction angle θ
在使用傳統切削方式加工CFRP時,隨著纖維角度的增加,切削力呈現出先減小后增大的趨勢,其中在0°纖維角時切削力最大為37.95 N,在90°纖維角時切削力最小為15.9 N,在45°與135°纖維角時切削力接近。這符合CFRP的材料特性,即碳纖維的拉壓強度遠大于剪切強度,因此材料更容易在垂直于纖維的方向斷裂,而在沿纖維方向強度大,加工所需切削力也大。
在對刀具施加直線超聲振動載荷后,所有纖維角度下的切削力均有不同程度降低,其中在0°纖維角時切削力降低幅度最大,約為傳統切削的1/5,這可以解釋為在切削該纖維方向時,類似于加工均質材料,由于刀具與工件間歇性接觸,降低了平均切削力,除此之外,直線超聲振動的瞬時切削速度遠大于同樣條件下的傳統加工,銳化了刀具,同時動能也更大,使材料更容易破碎;在90°纖維角時切削力降低幅度最小,僅減小了13%。
進一步研究發現,90°方向纖維角的工件在兩種加工方式下,表現出了相同的特征,即工件均剝離了遠超切削距離的切屑,如圖5所示。可以看出超聲振動改變了工件應力分布:UVC 產生的加工應力均分布在脫離工件的切屑上,而OC 所產生的應力已經擴展到了未加工區域。對仿真過程進行觀察,在刀具切削時工件所受應力增大,刀具回退時工件所受應力減小。結合超聲振動特性可知這主要體現了UVC的分離特性,高頻的分離與極短的切削時間使得切屑有一定的時間恢復形變。

圖5 同樣切削距離下90° CFRP的應力分布Fig.5 The stress distribution of 90° CFRP at same cutting distance
對工件上的Von Mises 應力進行觀察發現,工件加工區域的應力分布最大值:OC 是342.5 N,UVC 是748.2 N,UVC 約是OC 的220%。切削距離為51.8 μm 時,UVC 與OC 均已生成了較為完整的切屑,兩種方式獲得的切屑長度相差0.1 mm,約為切削距離的一倍。分析認為這主要是UVC 的沖擊特性與分離特性的效果,較大的動能與較短的切削時間既能完成切屑的去除,又能減小切屑長度,保證未加工區域的完整性。
此外,由于纖維被剪斷所需的切削力都很小,因此UVC 的降低效果不明顯。圖6 提取了與前刀面接觸部分(圖5箭頭指向區域)的切屑所受應力,可以看到兩種方式的差別并不大。
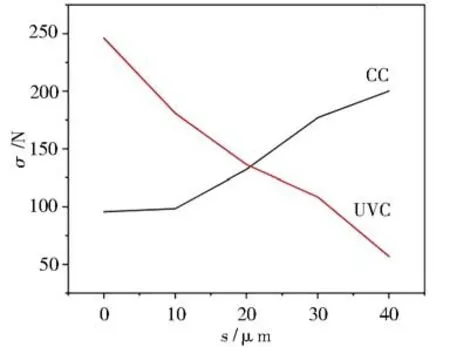
圖6 切屑與前刀面接觸部分的應力Fig.6 Stress of the contact part between chip and rake face
2.2 面下損傷
在CFRP 的加工過程中,一般以切削深度的水平面視為分界線,水平面上的基體與纖維失效屬于切屑的形成部分,水平面下的基體與纖維失效屬于面下損傷。圖7展示了兩種加工方式下,不同纖維角度的CFRP 材料的面下損傷仿真結果,圖8 對其進行了具體的比較。面下損傷包括由于外力作用導致纖維拔脫粘、界面分離、基體開裂。其中在纖維受力至發生斷裂的過程中,基體作為連續的部分,承擔了材料變形時應力的傳遞作用,而基體的強度通常小于碳纖維,所以面下損傷一般表現為基體拉伸失效[22]。以ABAQUS 中的HSNMTCRT(Hashin's matrix tensile damage initiation criterion),即Hashin 基體拉伸破壞損傷準則表示面下損傷的程度,當該值等于1時就表示該區域發生了基體拉伸失效類型的面下損傷。用dfailure表示面下損傷深度,定義為已加工表面到發生基體拉伸失效類型的面下損傷失效區域的最遠垂直距離[23]。由于邊界固定條件會對面下損傷的形成造成干擾,因此統計時主要選取受到刀具作用形成的損傷區域。
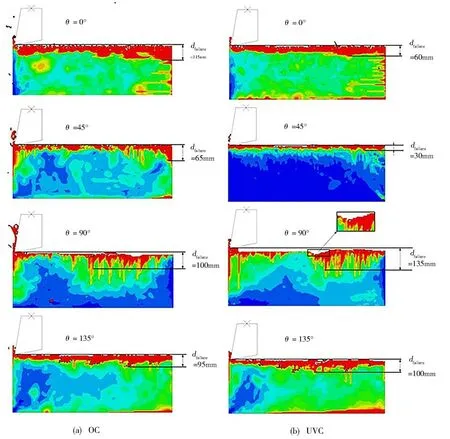
圖7 OC與UVC加工CFRP的面下損傷深度仿真結果Fig.7 The simulation result of subsurface damage in cutting CFRP with OC and UVC
從圖7 可以看出,θ=0°時,兩種加工方式得到的已加工表面特征相似,面下損傷區域連續,深度較為一致,UVC 的損傷深度較OC 減小了約47.8%。θ=45°時,OC 面下損傷區域分布與UVC 相比較為起伏,改變加工方法后損傷深度減少了約53.8%,并且從圖7 模型的遠離表面部分可以看出UVC 加工時,工件內部幾乎沒有基體拉伸損傷。θ=90°時,由于纖維方向與切削方向垂直,加工時纖維主要受到剪切作用力,因此切屑斷裂面較為完整,形成了質量較好的已加工面,同時面下損傷區域分散,UVC 的損傷深度較OC 增加了35%。分析發現,由于此時切屑形成所需切削力較小,而UVC 的瞬時切削力又大于OC,使得切削深度水平面以下的纖維也發生斷裂,形成凹坑,因為基體拉伸損傷區域也更深,除此之外,UVC切削時切屑形成較快,可以看到在工件已加工表面上有后半部分都是平整的表面。θ=135°時,兩種加工方式下的損傷區域大多沿著纖維方向擴展,表現出有規律變化,損傷深度差別不大,但是損傷區域明顯縮小。
3 結論
(1)UVC 加工CFRP 時的切削力總體上小于OC加工。隨著纖維方向角在0°~135°變化,兩種加工方式產生了截然不同的切削力變化趨勢:OC 的切削力先減后增,而UVC 的切削力先增后減。纖維方向角對切削力的影響較小。UVC的切削力降低作用在θ=0°時效果最好,在θ=90°時效果最差。
(2)兩種加工方式下的面下損傷表現出較好的一致性。隨著θ增加,最大面下損傷深度呈“減、增、減”的變化趨勢。在切削0°、45°纖維方向角時可以起到明顯的改善作用,135°時無改善,在90°時則會加深面下損傷。
(3)由于纖維方向角的CFRP 加工效果最差,結合切削力與面下損傷深度對其加工過程做了進一步研究,發現主要是UVC 的分離特性與沖擊特性對加工過程產生了積極的影響,包括應力的集中、刀具的銳化、未加工區域的完整性、已加工表面質量。
綜上所述,在切削CFRP 時,UVC 的加工特性可以起到降低切削力、減小面下損傷深度的效果,但是需要避免用于90°纖維方向角的CFRP。UVC 的切削性能仍然與纖維方向角有顯著關系。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
天天愛科學(2020年6期)2020-09-10 07:22:44
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
數學物理學報(2017年6期)2018-01-22 02:26:40
