澆鑄盤銅模平整度檢測及定位
2023-11-23 16:51:59金澤志趙世良周廣輝彭軍亮袁自鈞
有色冶金設計與研究 2023年5期
金澤志 趙世良 周廣輝 彭軍亮 袁自鈞
〔摘 要〕為實現澆鑄銅生產過程中澆鑄模具位置及底面水平度的在線檢測,設計制作了澆鑄盤銅模平整度檢測及定位測量裝置。該裝置由視覺系統檢測、激光測距陣列及智能溫控單元組成。視覺系統負責識別模具內邊緣以確定模具位置;激光測距陣列用于測量模具底面采樣點的高度,然后利用最小二乘法擬合平面算法確定模具底面水平度,并結合模具位置數據輸出應調節高度。通過對實驗數據的計算和對比,以及對現場澆鑄完成銅板的測量驗證,證明使用該方法能準確定位模具并能準確輸出模具應調節高度,達到預期效果。
〔關鍵詞〕激光測距陣列;水平度檢測;最小二乘法;澆鑄模具
中圖分類號:TF811;TP274? ? 文獻標志碼:B 文章編號:1004-4345(2023)05-0035-04
Flatness Detection and Positioning of the Copper Mold of Casting Disc
JIN Zezhi 1, ZHAO Shiliang 2, ZHOU Guanghui 3, PENG Junliang 2, YUAN Zijun 2
(1. Jinguan Copper Branch of Tongling Nonferrous Metals Group Co., Ltd., Tongling, Anhui 244000, China;
2. CNCA Laser Co., Ltd., Hefei, Anhui 230093, China;
3. Anhui Tongguan Intelligent Technology Co., Ltd., Tongling, Anhui 244000, China)
Abstract? In order to achieve online detection of the position and bottom levelness of the casting mold in the production of casting copper, a flatness detection and positioning measurement device for the casting disc copper mold was designed and manufactured. The device consists of visual system detection, laser ranging array, and intelligent temperature control unit. The visual system is responsible for identifying the inner edge of the mold to determine its position. The laser ranging array is used to measure the height of sampling points on the mold bottom, and then the least square method and plane algorithm are proposed to be used to determine the levelness of the mold bottom, and the desired height shall be outputted based on the mold position data. Through the calculation and comparison of test data, as well as the measurement verification of on-site copper plates casting, it has been proven that this method can accurately locate the mold and output the desired height of the mold, achieving the expected effect.
Keywords? laser ranging array; levelness detection; least square method; casting molds
近年來,以計算機技術和數字圖像處理技術為核心的信息技術得到飛速發展,數字攝像機制造工藝水平、攝像測量方法的精度等大幅度提高[1]。視覺測量技術是無接觸、無損傷的自動檢測技術,具有高精度、非接觸、安全、快速、可靠、光譜響應范圍廣、可在惡劣環境下長時間工作等優點,近年來在智能制造、軌道交通、航空航天等領域有著廣泛應用。根據測量過程中使用到的攝像機的不同,一般可以分為單目測量方法和多目測量方法[2-3]。其中,單目測量結構簡單、測量靈活,僅使用1臺攝像機即可測量出合作目標相對于攝像機的三維姿態數據和三維位移數據,得到了廣泛的研究和應用[4-5]。而自動光學檢測技術(Automated Optical Inspection,以下簡稱“AOI”),是基于光學原理對工業生產中常見的缺陷進行檢測的一種新型檢測技術。該技術能從利用機器視覺捕獲的圖像中獲得元器件的有效數據,處理分析相關數據完成相關目標的檢測。AOI技術已在現代工業中廣泛應用于產品質量控制[6-7]。本文所研究討論的澆鑄盤銅模平整度檢測及定位裝置即基于上述兩種技術展開設計。
1? ?設計思路
澆鑄是精煉車間陽極銅板生產的最后一道工序。理想的銅板外形應呈現立方體,上下板面基本平行。但由于澆鑄模具本身存在上下方向水平度差異,且經過高溫作用模具內腔會出現上下方向平面平整度的變化,從而對陽極銅板整體外形及體積產生影響,進而影響到下道工序電解陰極銅的質量[8]。另外,由于澆鑄磨具在轉盤平面左右方向定位偏差,常導致抓取機械臂碰撞到陽極銅板或模具,對設備、模具造成損壞,甚至影響生產。停產檢修、更換磨具都會大大降低生產效率。
在目前的測量設備中,傳統的測量方法[9-10]如
3 m直尺、精密水準儀、連續式平整度儀等,效率低,勞動強度大,測量精度不高[11],已無法滿足精煉車間生產需求。為提升銅板合格率,降低人工檢測量及避免機械臂與模具的碰撞,技術人員設計并制作了一套針對澆鑄盤銅模平整度的檢測裝置。該檢測裝置主要包括三大部分:第一部分為視覺系統,主要由高分辨率工業相機及相關軟件組成,可通過軟件內置功能調節相機各項參數,設置不同采樣特征,輸出采樣特征點坐標及角度偏差。第二部分為激光測距陣列,可檢測得到模具各點高度信息,利用最小二乘法擬合平面的算法[12]得到模具表面平整度數據,因此可對模具進行調節點高度調節使澆鑄出的銅板滿足生產需求。第三部分為智能溫控系統,可保證測量裝置在高溫環境下正常工作。通過以上三部分內容,測量裝置可準確輸出模具調節位置及高度,滿足生產需求。
2? ?測量原理
測量系統硬件由1臺高分辨率工業相機和16臺位相型激光測距儀構成。16臺激光測距儀與工業相機安裝在精確設計加工的基板上。每臺測距儀的位置以及測距儀測軸相對相機光軸的方位角均經過精確標定,從而組成一個測距陣列。該陣列用于測量模具底面16個采樣點的垂直坐標。
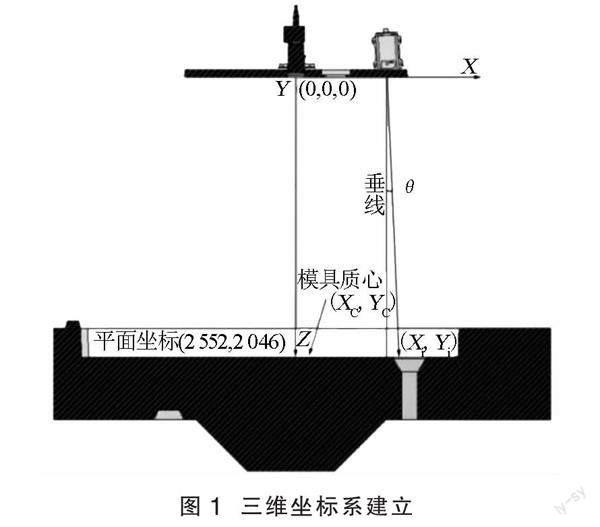
測量系統安裝在模具正上方約2 m處,測量坐標系的原點位于測量裝置基板與工業相機光軸的交點處。相機光軸垂直向下,為Z軸。澆鑄模具安放在連續澆鑄轉盤上,共有18個模具。單個模具由3個頂點支撐。三維坐標系的建立見圖1。為能清楚標注,圖1標出的為其中1個支撐點,以及相應的工業相機和其中1個測距儀。
由于實際工況中每只模具進入測量視場的位置存在偏差,系統采用高分辨率工業相機結合視覺檢測算法識別模具底面內輪廓,從而測得模具中心坐標和相對相機視場的方位角,以確定當前測量模具在測量坐標系中的二維坐標,如圖1中的(XC,YC)。根據澆鑄質量要求,模具底面水平度偏差應小于
10 mm,對應模具底面法向量與Z軸的夾角小于1 °。因此,由于模具在Z方向的移動引起的(X,Y)坐標上的變化可忽略不計。
根據以上所述,測距陣列中每臺測距儀的采樣點坐標(Xi,Yi),是固定不變的。其Z坐標上Zi 可由式(1)得出:
式中:Li為測距儀i的測量值,mm;θi是其方位角,(°)。
結合視覺檢測結果,每臺測距儀的采樣點在模具上相對模具中心的位置可由式(2)、式(3)、式(4)得出:
式中:Xc,Yc為模具中心坐標;γ是模具輪廓相對X軸的轉角,(°)。
由式(2)、式(3)、式(4)計算得到的結果,再經最小二乘法擬合[7]可以得到模具底面的平面方程。與基準平面比較可計算出模具底面與水平面差值,再以視覺系統識別特征點坐標為參考計算2個調節點的坐標和所需調節高度。
3? ?測量裝置與測量結果
3.1? 測量裝置
測量裝置中相機的視覺控制器型號為基恩士CV-X470F。圖像傳感器型號為基恩士CA-H2100M,該圖像傳感器搭載了16倍速2 100萬像素的黑白CCD,單位格大小為2.5 μm×2.5 μm。鏡頭型號為基恩士CA-LHE16,采用了16 mm定焦鏡頭,光圈范圍為F2.0~F22,TV失真為0.02%的低失真鏡頭。激光測距儀型號為歐鐳A090,此款測距儀采用了相位法進行測距,通常相位式激光測距具有較高的測距精度[13],測距精度可達到±1.5 mm,測量分辨率為1 mm,激光波長為650 nm,可測量距離為0.05~90.00 m。
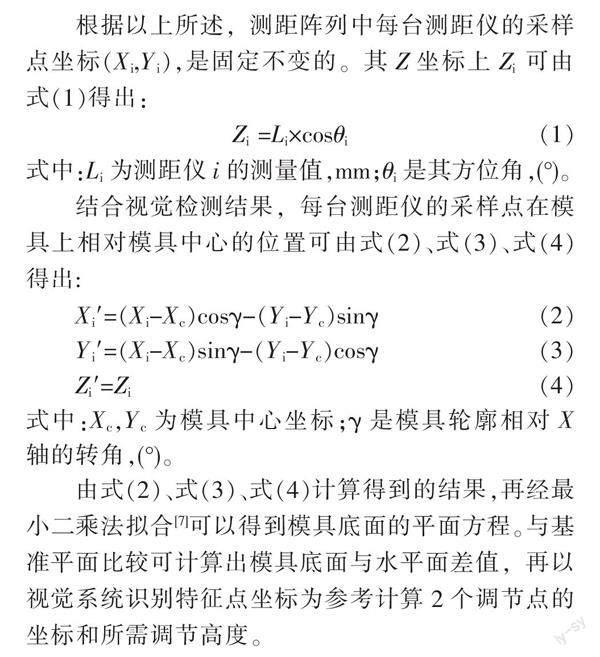
將設備組裝后其中內部安裝情況如圖2所示。
圖2中,A為高分辨率工業相機,安裝至設備底部中心位置,拍攝視場面積約為5.2 m2,B為位相型激光測距儀,16臺測距儀各按一定角度,安裝間隔為16.4 cm,整體測距視場面積約為0.95 m2。工作車間現場安裝情況如圖3所示,將設備吊裝至測量模具正上方約2 m處進行檢測。
3.2? 測量結果
1)視覺控制系統測量數據。視覺控制系統在本裝置中主要的功能為特征點定位及角度偏差識別。視覺系統檢測畫面如圖4所示。圖中箭頭位置即為識別計算的模具質心位置。圖5則為視覺系統輸出數據截圖。該系統可輸出模具質心的XY坐標及模具的角度,再將模具角度與設置基準角度進行比較即可得出模具偏移角度。此處坐標單位為像素,需按照比例關系轉化為長度單位。
2)測距陣列測量數據。測距陣列在此裝置中的功能為測得模具上16組特征點高度信息,因模具在Z軸上的移動可以忽略不計,故各激光測量點在相機視場中的坐標是不變的。各激光測量點在模具上的位置如圖6所示,視覺系統可識別出各激光測量點XY坐標,將視覺系統輸出數據加以轉化,即可得到各測量點三維坐標的(X,Y)坐標數據;再通過Zi=Li×cosθi將測距儀測量長度數據轉化為測量點實際高度信息。此處單位為長度無需轉化,即可得到各測量點三維坐標的Z軸坐標。
3)模具水平度檢測結果。裝置在得到各激光測量點三維坐標(X,Y,Z)后,通過最小二乘法擬合平面算法進行擬合平面,與基準平面比較可計算出模具底面與水平面差值;再以視覺系統識別特征點坐標為參考,計算2個調節點的坐標和所需調節高度。測量裝置輸出的測量結果如圖7所示,圖中顯示了模具偏移角度及縱橫方向偏移距離。另外,圖中大綠色圓點標出了固定支撐點的位置;2個小圓點為2個調節支撐點。圖7中還給出了應該調整的高度和調整方向,以及模具4個角相對固定支撐點的高度差。
在澆鑄前對所有模具進行測量,對可能影響澆鑄過程的模具進行調節,具體測量數據如表1所示。其中方位角數據為正值表示測量模具基于基準模具比較向順時針方向偏轉,數據為負值即為逆時針偏轉。調節點調節數據為正值表示需上調,數據為負值即為下調。在表1中用A代替左側調節點,B代替右側調節點。左上即代表模具左上方相對于固定支撐點的高度差,左下、右上、右下同理。
4? ?結論
通過視覺系統的識別與定位可得到模具偏移角度及模具上特征點坐標信息,激光測距陣列可測得模具各點高度信息,通過各點高度信息利用最小二乘法擬合平面算法擬合平面再與基準平面比較得出模具水平度偏差。再結合視覺系統定位的特征點坐標,可將平面移至特征點坐標位置,給出需調節的參考點坐標及調節高度信息。經過反復實驗和現場作業結果比對,視覺系統測量數據存在一定誤差,可通過增加光源及多次測量取平均值方式降低視覺系統測量誤差。結果表示此套測量裝置輸出調節信息在誤差允許范圍內,滿足車間現場生產要求。
參考文獻
[1] 于起峰,陸宏偉,劉肖琳.基于圖像的精密測量與運動測量[M].北京:科學出版社,2002.
[2] 邾繼貴,李艷軍,葉聲華,等.單攝像機虛擬立體視覺測量技術研究[J].光學學報,2005,25(7): 943-948.
[3] 杜釗君,吳懷宇.基于激光測距與雙目視覺信息融合的移動機器人 SLAM 研究[J].計算機測量與控制,2013,21(1):180-183.
[4] 黃桂平,李廣云,王保豐,等.單目視覺測量技術研究[J].計量學報,2004,25(4): 314-317.
[5] 周平,王從軍,陳鑫.計算機單目視覺測量系統[J].光電工程,2005,32(12): 90-93.
[6] NI G M,LIU L, ZHANG J, et al. High-resolution imaging optomechatronics for precise liquidcrystal display module bonding automated optical inspection [J].Journal of Electronic Imaging, 2018, 27(1):1.
[7] EBAYYEH A A R M A,MOUSAVI A. A review and analysis of automatic optical inspection and quality monitoring methods in electronics industry[J]. IEEE Access,2020(8):183192-183271.
[8] 陳勇,李文峰.提高銅模使用壽命生產實踐[J].銅業工程,2021(1):66-68.
[9] 劉宛予,張磊,謝凱,等.路面平整度檢測技術及其發展現狀分析[J].工業計量,2007,17(1):9-12.
[10] THOMAS D GILLESPIE. Everything you always wanted to know about the IRI, but were afraid to ask[C]//Road Profile Users Group Meeting,2001.
[11] 姜欣,張小虎,于起峰,等.一種路面平整度檢測的攝像測量方法[J].應用光學,2008,29(6):932.
[12] SCHERINGER C. A method of fitting a plane to a set of points by least squares[J].Acta Crystallographica, 2010, 27(7):1470-1472.
[13] 張志勇,張靖,朱大勇.一種基于相位測量的激光測距方法[J].光電工程,2006,33(8):75.
收稿日期:2023-01-18
作者簡介:金澤志(1973—),男,高級技師,主要從事有色金屬火法冶煉。