帶內螺紋的飲水瓶蓋注射模設計
2023-11-27 03:02:00連燦鑫
模具工業 2023年11期
關鍵詞:結構
連燦鑫
(福州職業技術學院, 福建 福州 350108)
0 引 言
帶有外螺紋的塑件一般采用哈夫滑塊成型,在動模板的上表面設置推件板,開模時,2個哈夫滑塊分開后,再由推件板將成型塑件從型芯上推出,整個脫模過程中型芯保持不動。對于含有內螺紋的瓶蓋,使用該方法會形成強制脫模,損壞成型塑件的內螺紋。含內螺紋塑件的脫模過程是塑件保持不動,內螺紋型芯一邊旋轉一邊后退的方式脫模[1]。為了實現螺紋型芯自動旋轉,需要在模具上安裝液壓缸、傳動機構等設備,以驅動內螺紋型芯旋轉。
1 飲水瓶蓋結構
用于嬰兒的飲水瓶瓶蓋結構如圖1所示,高約為75 mm,外表面有2個手柄,2個手柄的最大距離為127 mm,瓶蓋的主體部分是圓形結構,外圓直徑為φ66 mm,內表面帶有2圈內螺紋,內螺紋的規格為M58 mm,瓶蓋內圓柱面的長度為14 mm,內螺紋的長度為6 mm。塑件材料為ABS,由于ABS材料較硬,瓶蓋的內螺紋必須以旋轉的形式脫模,不能強制脫模。
2 模具設計
模具采用1模2腔三板模結構,塑件外部結構由2個哈夫滑塊對碰成型,塑件內螺紋由螺紋型芯成型,如圖2所示。由于哈夫滑塊的脫模距離較小,由斜導柱驅動。塑件的內孔采用定模型芯與動模型芯對碰的結構成型[2]。
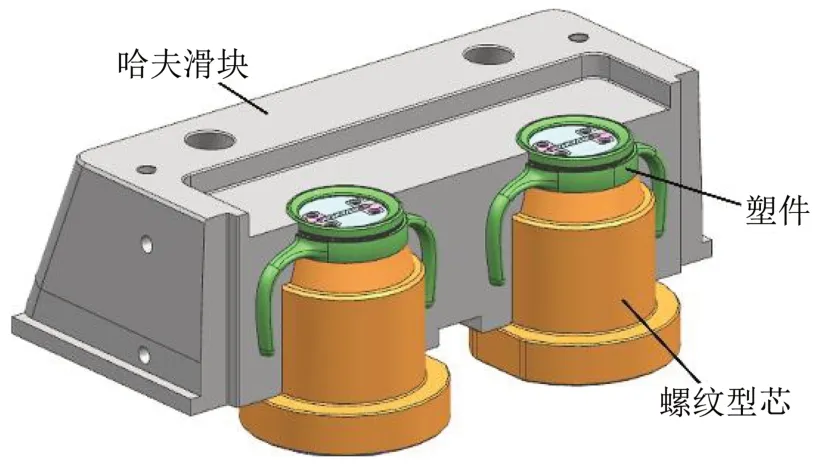
圖2 模具結構
2.1 型芯結構
塑件的結構決定了必須由內螺紋先脫模,然后2個哈夫滑塊分開,澆口設置在待成型塑件內圓柱面上。型芯分為內、外2層,在內層型芯上設置流道、澆口、推桿和拉料桿,在外層型芯上設置成型塑件內螺紋的結構,型芯結構如圖3所示。
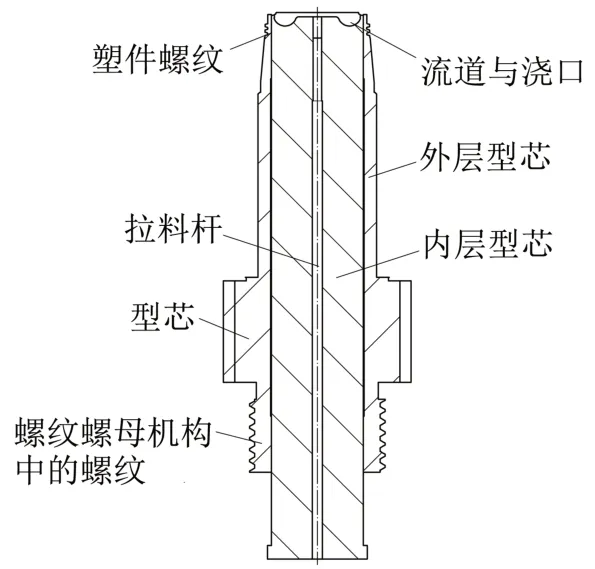
圖3 型芯結構
2.2 澆注系統
每個待成型塑件設置一條直流道,將點澆口對準成型塑件內孔定模型芯與動模型芯對碰的分型面上,然后在動模型芯的端面開設一條流道,再以護耳澆口的形式進料,每個待成型塑件上有2個澆口,如圖4所示。這種澆口有2個優點:①澆口較隱蔽,不影響成型塑件的外觀;②可以自動修剪澆口凝料。為避免成型塑件出現熔接痕,將動模型芯端面流道兩端稍微延長,起冷料穴的作用[3]。
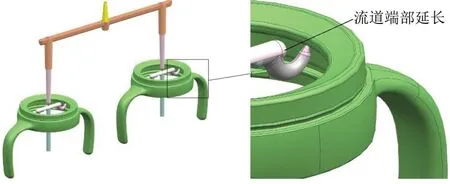
圖4 澆注系統
2.3 傳動機構
為了能使螺紋型芯自動旋轉,設計了由液壓缸、齒輪齒條、從動齒輪、螺紋螺母和圓錐滾子軸承組成的傳動機構,如圖5所示。為了方便組裝模具時調整螺紋型芯的位置,在螺紋螺母機構中設置了齒輪調節裝置。在主動齒輪的底面設置一個圓錐滾子軸承,2個型芯由同一個主動齒輪驅動。當螺紋型芯旋轉時,在螺紋螺母機構的驅動下,螺紋型芯還同時沿軸線方向平移,使成型塑件的內螺紋脫模。為了延長螺紋型芯的使用壽命,防止其磨損,在螺紋型芯的外圓柱面上安裝銅套。外層型芯由3部分組成,在頂部設置成型塑件螺紋的結構,在中間設置了從動齒輪,在尾部設置了螺紋螺母機構中的螺紋,螺紋螺母機構中的螺母固定在模架的模板上[4]。
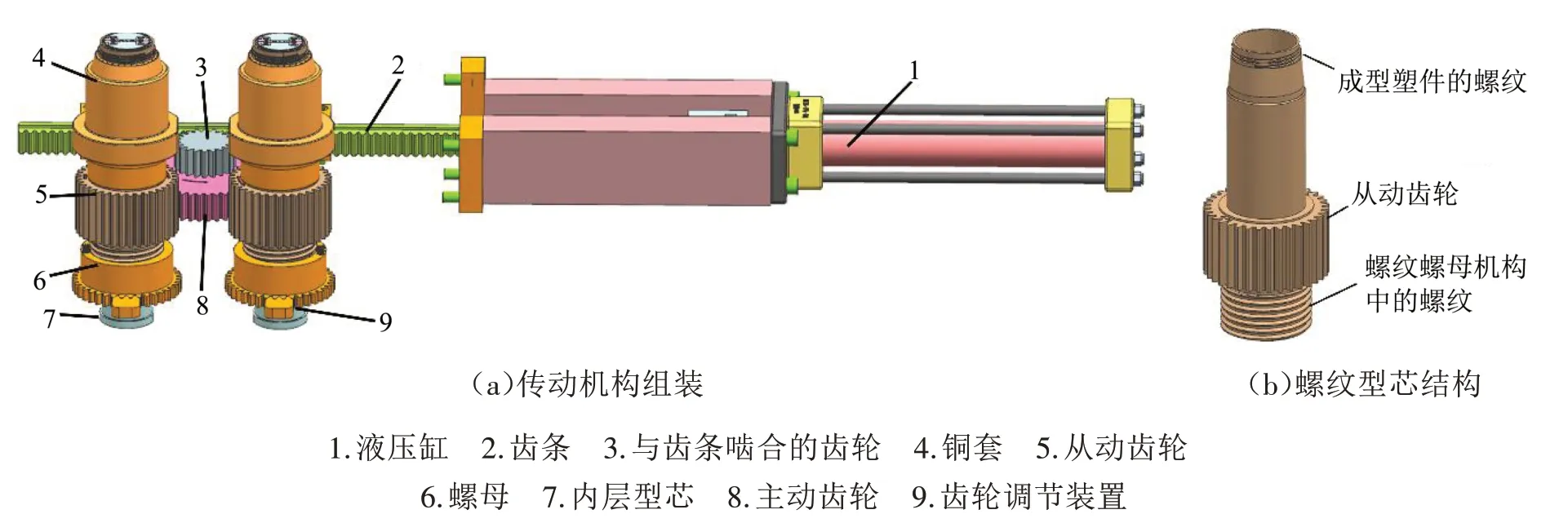
圖5 傳動機構
2.4 推出機構
由于內螺紋脫模機構是在模具開模前脫模,內螺紋脫模后,塑件依舊粘附在型芯上,需要用推桿推出,在內層型芯上設置了6根推桿,推出機構的結構如圖6所示[5]。
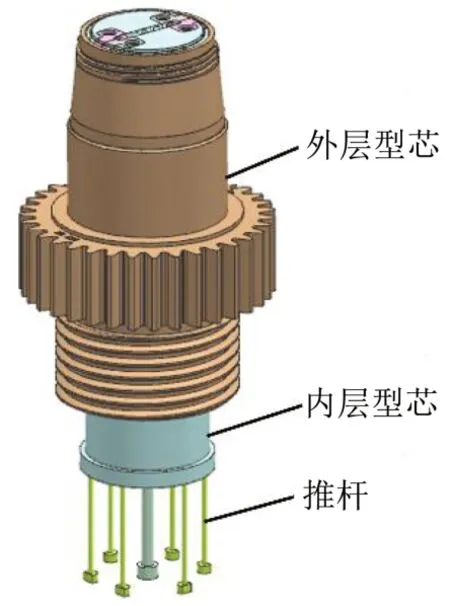
圖6 推出機構
2.5 冷卻系統設計
模具的內層型芯是圓軸,為了達到更好的冷卻效果,在內層型芯上開設2條直通式冷卻水路,再通過模板接通水管接頭,如圖7(a)所示。哈夫滑塊上有2個型腔,為了使每個型腔的冷卻效果一致,在每個滑塊上設計了2條獨立的冷卻水路,每條冷卻水路由多條直通水路組成立體曲折的水路,如圖7(b)所示,定模板的冷卻水路簡單,不再描述[6]。

圖7 冷卻系統
2.6 模具結構
由于模具為1模2腔結構,從護耳進料,采用三板模模架。為了在模具上安裝由液壓缸、齒輪齒條、從動齒輪螺紋型芯和圓錐滾子軸承組成的傳動機構,采用非標準模架,在現有模架的基礎上,在動模板與墊塊之間增設3塊板,分別為齒輪固定板、型芯固定板和墊板,如圖8所示[7]。
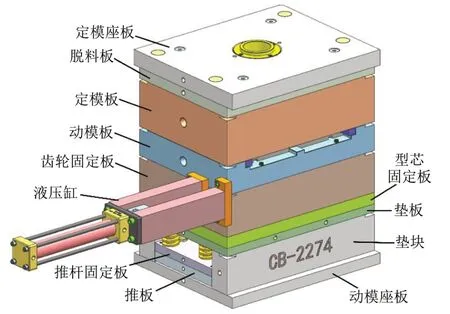
圖8 模架結構
模具結構如圖9所示,成型塑件的型芯分為內、外2層,外層型芯脫模時一邊旋轉一邊平移,因此外層型芯與型芯固定板之間必須保留一段間隙,間距設為16 mm,且2個型芯上的從動齒輪與螺母之間同樣也應設置一段間距[8]。
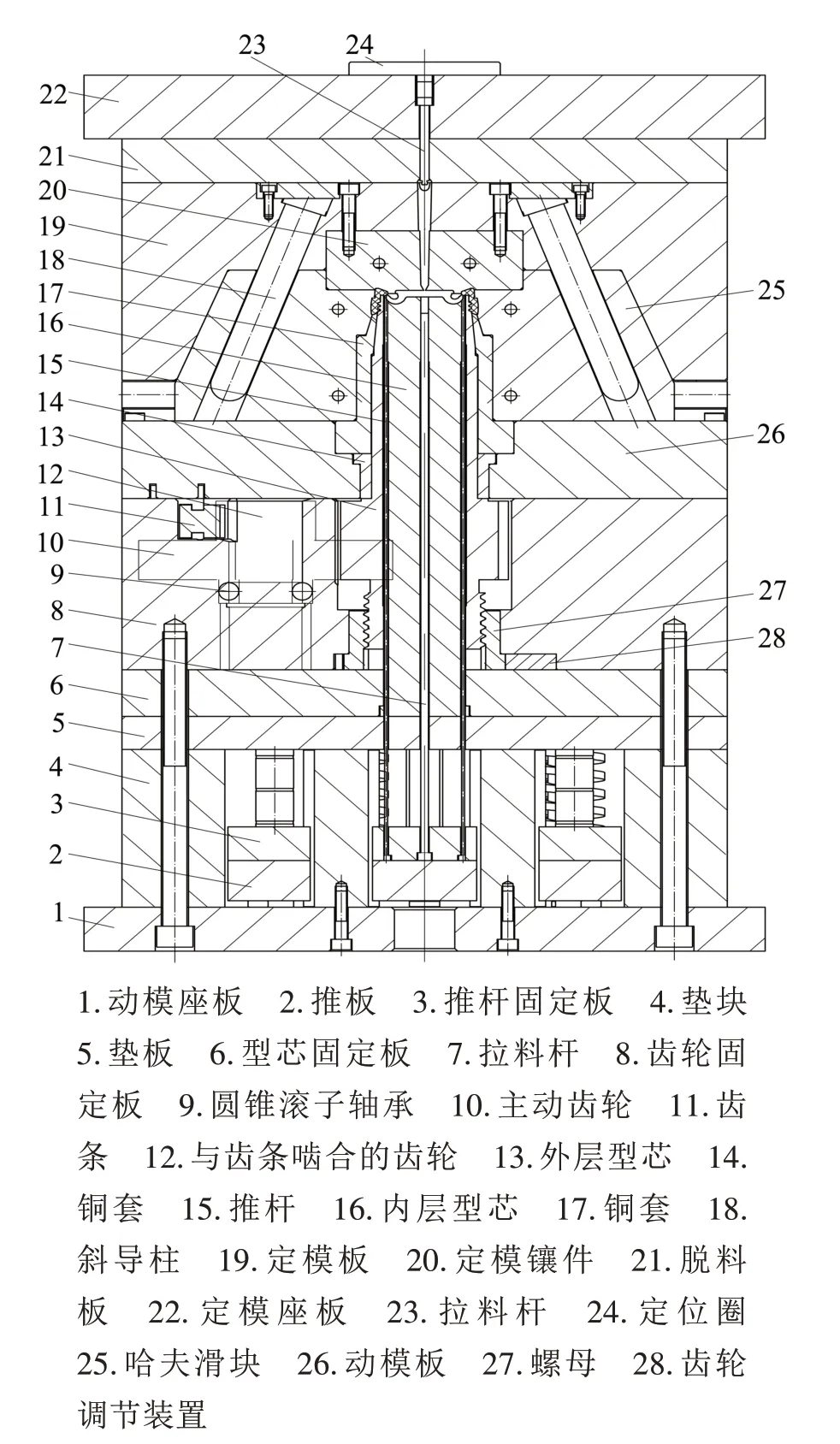
圖9 模具結構
注射完成后,動模與定模開模前,液壓缸驅動外層型芯13旋轉,在螺紋型芯機構的作用下,外層型芯13一邊旋轉一邊平移,從成型塑件上脫模。脫螺紋傳動機構的脫模動作停止后,模具開始開模。開模過程分為兩步:第一步是脫料板21與定模板19分開,將澆口凝料取出;第二步是動模板26與定模板19分開,在第二步開模過程中,斜導柱18驅動哈夫滑塊25作脫模運動。當注塑機的滑塊帶領動模停止運動后,注塑機的頂桿驅動模具的推出機構(推板2、推桿固定板3、拉料桿7和推桿15)運動,將成型塑件推出。取出塑件后,注塑機的滑塊驅動模具的動模部分復位,復位過程與開模過程相反,模具完全復位后,即可生產下一個塑件[9]。
3 結束語
模具采用1模2腔三板模結構,根據塑件的結構特點,其外表面由2個哈夫滑塊成型,并將成型塑件內表面的型芯分為內層和外層,塑件的內螺紋由外層型芯成型。在內層型芯上設置冷卻水路、推桿、拉料桿等結構,為了安裝內螺紋的脫模機構,在現有模架的基礎上增加3塊模板。模具經批量生產驗證:模具的脫模機構運行穩定,成型的塑件合格率高,內螺紋沒有損壞。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
