控制鈦合金連桿鍛件翹曲變形的研究
2023-11-27 03:02:02劉成陳愛成占立水夏春林王健郭廣謀
模具工業 2023年11期
關鍵詞:變形
劉成, 陳愛成, 占立水, 夏春林, 王健, 郭廣謀
(1.貴州安大航空鍛造有限責任公司, 貴州 安順 561005;2.空軍裝備部駐安順地區軍事代表室, 貴州 安順 561008)
0 引 言
攔阻系統作為艦載機必備裝備,是艦載機的關鍵部件之一,其性能影響飛機著艦的安全性、可靠性以及服役壽命。攔阻系統工作中承受數倍于飛機重力的載荷,并受艦載機著艦時各種復雜隨機因素影響,攔阻鉤連桿作為其中主要承力結構件,需要在嚴酷的工作環境下安全可靠地工作[1],攔阻系統一旦失效將導致飛機無法降落,高速情況下會發生機毀人亡的事故。
1 研究對象
機械零件的結構可靠性指零件在規定的使用條件下,規定的時間內完成規定功能的能力[2]。連桿作為攔阻系統的重要承力機構,需要承受瞬時的高載荷,因此零件須具備優良的力學性能與尺寸精度,其質量取決于其內部組織性能,這對鍛造制坯技術提出了更高的要求。
圖1所示為某連桿鍛件,采用鈦合金材質,鍛件長度約2 000 mm,高度約90 mm,屬于長桿類中型鍛件。長桿類鍛件在鍛造成型時首先要解決水平方向翹曲變形問題,翹曲變形對鍛件質量影響較大,即便鍛件鍛造的外形與表面質量良好,但其變形后的尺寸偏差會在后續切削加工時因為加工余量不均勻而造成報廢,這就需要通過鍛件設計、模具結構、鍛造過程控制、鍛后冷卻擺放、翹曲校正等方面進行質量控制。
圖1 鈦合金連桿
2 鍛件現狀
常規鍛造連桿鍛件的翹曲變形形態如圖2所示,某批鍛造的連桿鍛件翹曲程度如表1所示。圖2所示A、B、C點應在同一水平面(上端面)上,但實際兩端A、B點向上翹曲,最大翹曲度超過10 mm,如此大的翹曲尺寸無法達到鍛件加工要求。
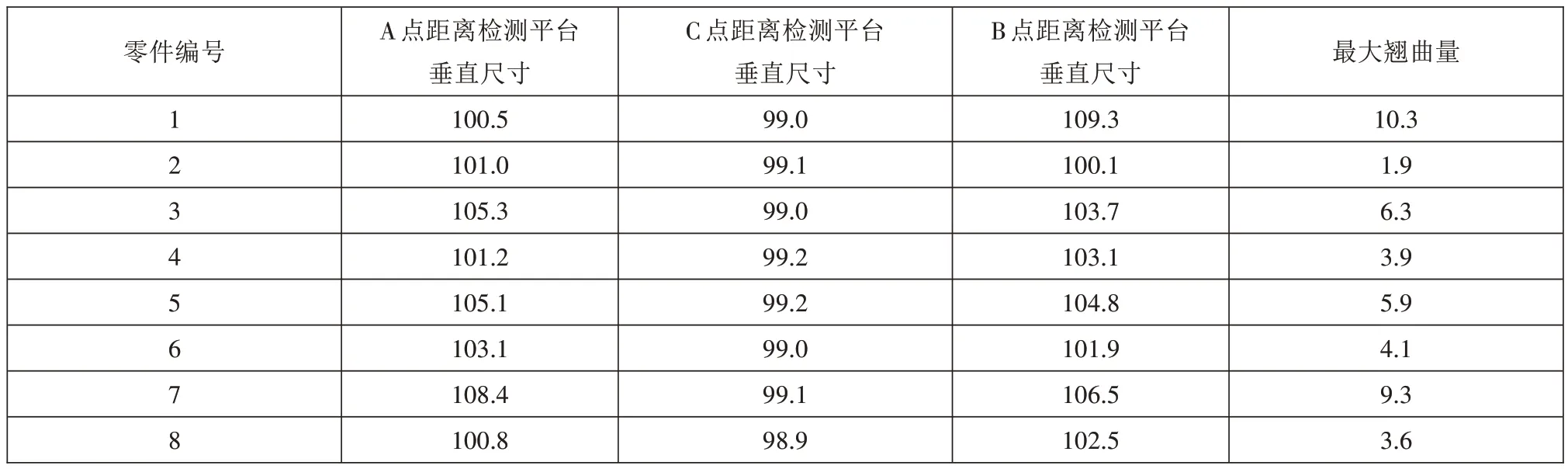
表1 常規鍛造連桿鍛件翹曲量 mm
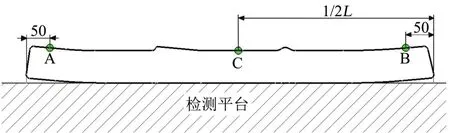
圖2 連桿翹曲形態
3 改進措施
3.1 鍛壓設備選擇
鍛造連桿鍛件在選擇鍛壓設備時,應盡可能選擇液壓機,液壓機相比普通模鍛錘機床具備如下優勢[3]。
(1)在直接傳動的液壓機上,滑塊在整個行程的任一位置都可獲得最大載荷。
(2)液壓機除設有大型模具墊板和定位器外,還具備同步平衡系統,避免載荷不均或模具偏斜。
(3)液壓機的滑塊速度可控,可根據零件成型要求調整,載荷可視為靜載荷。
(4)液壓機的載荷可通過溢流閥進行限制,既保護模具,又可控制鍛件變形程度。
(5)液壓機的頂桿系統能使鍛件順利脫模,尤其在鍛制小模鍛斜度或無模鍛斜度的精鍛件更有優勢。
因此連桿鍛件優先選用液壓機進行鍛造,且特別適用于鋁合金、鎂合金、鈦合金和某些高溫合金的鍛造。
3.2 鍛件設計
鍛件設計要考慮多種綜合因素,特別是預防可能發生的質量風險,在鍛件設計初期采取預防措施是降低后續工序工藝難度的重要環節。在設計連桿鍛件時,應適當增加翹曲變形部位的工藝余量用于補償翹曲尺寸偏差,特別是根據已知統計數據可預先將工藝余量更多地補償在翹曲方向。
3.3 模具零件潤滑
模具零件潤滑對鍛件生產的影響是綜合性的,并不限于減小鍛件與模具零件接觸表面之間阻礙毛坯金屬材料塑性流動的摩擦[4]。熔融態的潤滑劑使模具零件與鍛件之間的摩擦變為濕摩擦,使鍛件的變形抗力降低,可有效降低變形總載荷的10%~20%,提高變形均勻性,在減少模具零件磨損與塑性變形的同時,有利于鍛件脫模,降低頂出力及頂出導致的翹曲變形。
3.4 模具結構
模具是鍛造重要的工藝設備,具有生產效率高、材料利用率高、鍛造零件質量優良、工藝適應性強等特點。連桿鍛件的模具設計是根據鍛件外形隨形設計,但該類鍛件采用靜載荷鍛造容易卡在模具型腔內,造成脫模困難,需要設計頂出結構(由液壓機頂桿系統與模具推出機構組成)輔助脫模,合理的模具下推出機構是控制連桿翹曲變形的關鍵。
模具下推出機構配合液壓機頂桿系統共同工作,液壓機頂桿系統為滑柱單向結構,傳統推出機構如圖3所示,與鍛件下表面接觸面積小,推出連桿鍛件時易造成中間翹曲、兩端低的情況。在模具推出機構設計時加大它與鍛件下表面的接觸面積,如圖4所示優化的推出機構,其接觸面積是傳統推出機構的9~10倍,優化機構上表面與鍛件型面一致,降低了推出帶來的翹曲風險。
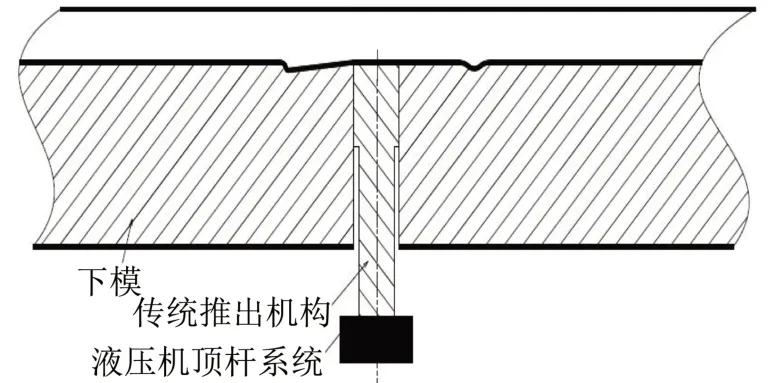
圖3 傳統推出機構
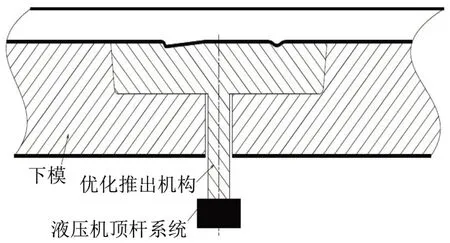
圖4 優化推出機構
3.5 推出方式
推出方式的合理性是降低長桿類鍛件翹曲變形風險的關鍵,采用單點推出的方式適用于普通桿類鍛件,設計單個推桿時,為保證鍛件平穩推出,推桿位置設在鍛件的重心或重心附近,偏心設計會造成鍛件傾斜并卡在下模型腔內。相對于形狀復雜或長度較長的鍛件,應設置2個或2個以上的推桿,連桿鍛件長度近2 000 mm,采用圖4所示的單點推出結構在防翹曲變形上優勢有限,推薦多點推出方式,如圖5所示。另推桿的行程應根據鍛壓設備確定,行程過大會造成推出機構復雜,降低了推桿強度,連桿鍛件型腔深度在30 mm左右,推出行程設置為50 mm。
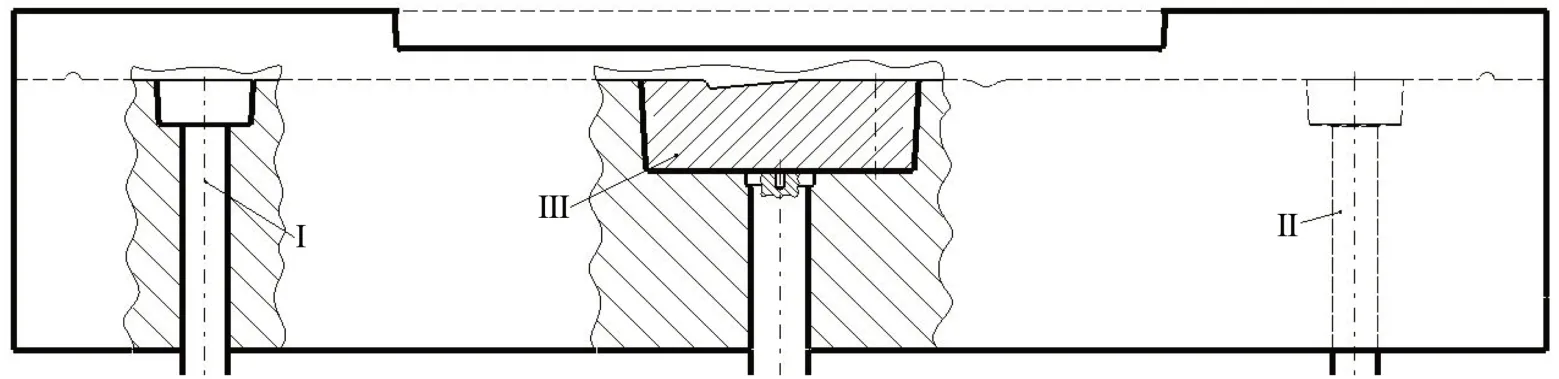
圖5 長桿鍛件多點推出
3.6 模具保溫
采用液壓機鍛造時,在高載荷靜壓力下坯料與模具型腔表面長時間接觸,常溫模具零件受激熱影響容易開裂,另一方面長時間熱傳遞會使模具零件發生軟化,在鍛件變形不均勻時還會發生塑性變形,這種受力發生的塑性變形不可避免,導致模具型腔會塌陷或漲大。模具零件失效產生的毛刺會導致鍛件難以脫模,增加頂出力使鍛件翹曲變形更嚴重,同時這些變化均會改變模具零件尺寸導致鍛件尺寸超差,嚴重時鍛件與模具零件溫差產生的熱應力在模具疲勞使用后產生熱裂紋,最終導致模具損壞。
研究發現熱鍛模預熱溫度對模具零件磨損及材料填充性有較大的影響[5-6],增加模具預熱溫度能有效提高型腔的填充質量[7]。由于鍛件因常溫模具快速吸收鍛件熱量導致鍛件溫度降低,變形抗力因鍛件溫度的降低而急劇提高,導致鍛造時難以填充型腔或坯料冷態剛性變形,嚴重時會導致鍛件表面產生清晰晶不良組織,降低了鍛件的性能。因此在鈦合金連桿鍛造時,模具預熱溫度應控制在300~400 ℃,且每一鍛造爐次通過加熱體持續保證模具溫度,能有效降低變形抗力,為翹曲變形預留加工余量。
3.7 鍛件保溫
鍛造類似連桿類的中大型鍛件時,鍛件在出爐轉移和放置入模的過程中溫度降低較快,鍛造溫度降低導致金屬塑性降低,變形抗力增加,可鍛性降低,產生的加工硬化影響坯料填充型腔,一旦后續零件不可避免地產生翹曲變形,尺寸偏差無法通過機加工補償,同時也影響了鍛件組織性能,為達到良好的可鍛性,需要控制鍛件溫度。
在鍛件溫度控制方面可以進行的工作:在連桿鍛造前,應盡量將坯料加熱爐設在鍛壓設備附近,降低轉移時間;在鍛件出爐轉移過程中,坯料可覆蓋石棉保溫;操作機的夾鉗應提前預熱或捆綁石棉保溫;潤滑模具零件與坯料的相對運動表面,可避免模具零件與坯料的直接接觸,減少磨損,降低成形力,同時潤滑劑還能在一定程度上阻礙坯料向模具傳熱;鍛造過程中在型腔內鋪上具有保溫效果的硅酸鋁纖維布以降低熱傳導。
3.8 鍛后冷卻變形
鍛造冷卻狀態決定變形合金的工藝塑性、宏觀組織、顯微組織和力學性能。鍛后冷卻時,靜載荷下壓的鍛件內部應力無法通過塑性變形釋放,且因鍛件外形受力不一致,累積的大量殘余應力在冷卻過程中逐步釋放導致翹曲變形;另一方面,局部的溫度梯度取決于模具的幾何形狀、鍛件和模具接觸的時間、邊界條件(接觸壓力和傳熱系數)[8],鍛件在冷卻時每處的冷卻速度不一致(如一面空冷,一面接觸地面),此時低溫一側的收縮力若足夠大,高溫一側的材料壓縮發生塑性變形,造成高溫一側永久性縮短。當冷卻到室溫時,同樣發生上述過程,連桿向高溫側彎曲,只是由于高溫時高溫側永久性縮短,到室溫時造成的彎曲更加劇烈。
鍛后冷卻除了受關注較多的冷卻介質影響外,還包括冷卻時的擺放方式。連桿鍛件在冷卻時應根據兩端的翹曲情況放置,最佳方案放置方式如圖6所示,坯料不直接接觸地面,利用鍛件自重減小翹曲量或降低繼續翹曲的趨勢。
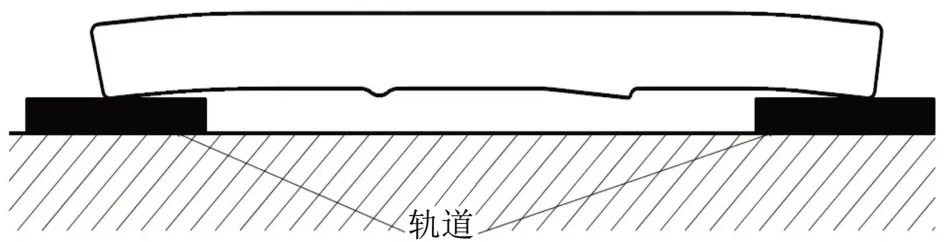
圖6 冷卻擺放方式
3.9 翹曲變形校正
鍛件的變形抗力指金屬阻止其發生塑性變形的能力,變形抗力的高低某種程度上反映鍛件變形的難易程度。變形抗力與變形溫度、應變速率以及真應變的關系尤為重要[9-10]。
變形抗力大是鈦合金鍛壓變形顯著特征之一,鈦合金的變形抗力隨變形速率的增加和鍛造溫度的降低而提升較快,翹曲校正的溫度應選擇在相變點溫度以下30~50 ℃。長桿類鍛件若采用模具校正,達不到校直效果,連桿校正時采用自由鍛造的方式較為適宜,液壓機自由鍛熱校正步驟如下。
(1)設置基準面,對連桿劃線檢查翹曲量,確定校正方向。
(2)制作相應墊塊與壓塊,選擇連桿翹曲量最大的位置作為壓力點。
(3)下壓到基準面時,考慮金屬回彈性應繼續過壓3~5 mm,以降低回彈趨勢。
該校正方法(見圖7)可保證零件質量的穩定性,提高校正效果,減少校正次數。
4 改進實踐
通過上述質量控制措施的實施,進行了零件翹曲變形的實踐驗證,某批連桿零件的翹曲量如表2所示。翹曲量較常規方法控制有大幅度降低,最大翹曲量為3.6 mm,該翹曲量可以通過粗加工(機加工余量+5 mm)消除,翹曲情況也穩定,滿足零件交付要求。
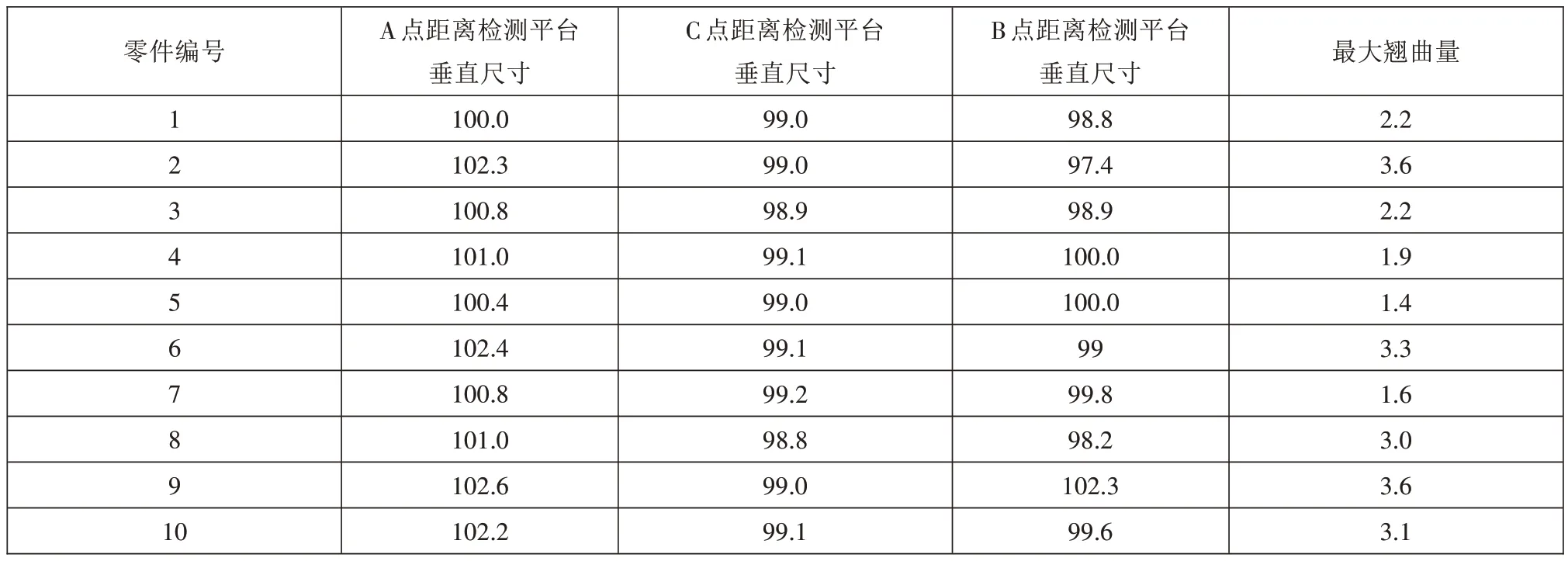
表2 質量控制后翹曲量 mm
5 結束語
影響鍛件翹曲變形的因素不止上述討論改進的內容,還包括加熱溫度、終鍛溫度、設備下壓速率、熱處理變形、切削加工應力等,鍛件質量是反映鍛造企業技術水平的主要標志,它不單是一個工藝方案、設備能力、操作技術問題,還反映了質量管理水平,只有通過不斷的質量管理提升、質量改進以及提高全員素質水平,才能將零件質量做到穩定化、標準化。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
