復(fù)合絕緣子傘裙成型模設(shè)計(jì)與應(yīng)用
2023-11-27 03:02:00南無(wú)疆陳星睿王志文王禮先
模具工業(yè) 2023年11期
關(guān)鍵詞:復(fù)合材料
南無(wú)疆, 陳星睿, 王志文, 王禮先
(1.太原科技大學(xué) 高端重型機(jī)械裝備研究院, 山西 太原 030024;2.山西省電力公司超高壓變電公司, 山西 太原 030021;3.青島泓捷智能科技有限公司, 山東 青島 266111)
0 引 言
針對(duì)我國(guó)提出的“雙碳”目標(biāo),國(guó)家電網(wǎng)發(fā)布“碳達(dá)峰、碳中和”方案,以特高壓引領(lǐng)我國(guó)能源互聯(lián)建設(shè)。隨著交、直流高壓工程的大規(guī)模建設(shè),復(fù)合絕緣子對(duì)電網(wǎng)穩(wěn)定、可靠地運(yùn)行有重要意義。與傳統(tǒng)的玻璃、瓷絕緣子相比,復(fù)合絕緣子具有質(zhì)量輕、抗震性能和耐污性能優(yōu)良、不易破碎,能源功耗低,生產(chǎn)周期短,力學(xué)性能和質(zhì)量穩(wěn)定等特性。復(fù)合絕緣子主要由復(fù)合絕緣芯體、端部法蘭、外層硅橡膠傘裙組成。
隨著復(fù)合材料在電力電氣領(lǐng)域的發(fā)展,復(fù)合絕緣子的應(yīng)用也越來(lái)越廣泛。絕緣子是輸電系統(tǒng)中使用量較大的元器件,一旦發(fā)生故障,對(duì)電力系統(tǒng)的安全穩(wěn)定造成不利影響,必須對(duì)絕緣子的質(zhì)量進(jìn)行嚴(yán)格控制,以保證其運(yùn)行過(guò)程中的安全性[1-3]。初期我國(guó)高壓電線路上運(yùn)行的復(fù)合絕緣子都是從國(guó)外進(jìn)口,隨著我國(guó)裝備技術(shù)的發(fā)展,相關(guān)領(lǐng)域的科研人員對(duì)復(fù)合絕緣子持續(xù)不斷的研究,現(xiàn)階段我國(guó)生產(chǎn)的復(fù)合絕緣子質(zhì)量穩(wěn)定、性能優(yōu)異。現(xiàn)通過(guò)對(duì)高壓復(fù)合絕緣子傘裙注射成型工藝和成型模進(jìn)行研究,完成了復(fù)合絕緣子批量生產(chǎn),通過(guò)試驗(yàn)與實(shí)踐,成型的制品各項(xiàng)性能均滿足要求。
1 復(fù)合絕緣子結(jié)構(gòu)及性能要求
1.1 復(fù)合絕緣子結(jié)構(gòu)
復(fù)合絕緣子由復(fù)合材料芯體、外層硅橡膠傘裙和兩端法蘭組成,結(jié)構(gòu)如圖1所示。其中復(fù)合材料芯體由玻璃纖維和環(huán)氧樹(shù)脂復(fù)合而成,硅橡膠傘裙大部分通過(guò)注射成型,兩端法蘭是鋁合金鑄造而成,組裝后的復(fù)合絕緣子需保證兩端法蘭孔的角向位置關(guān)系。
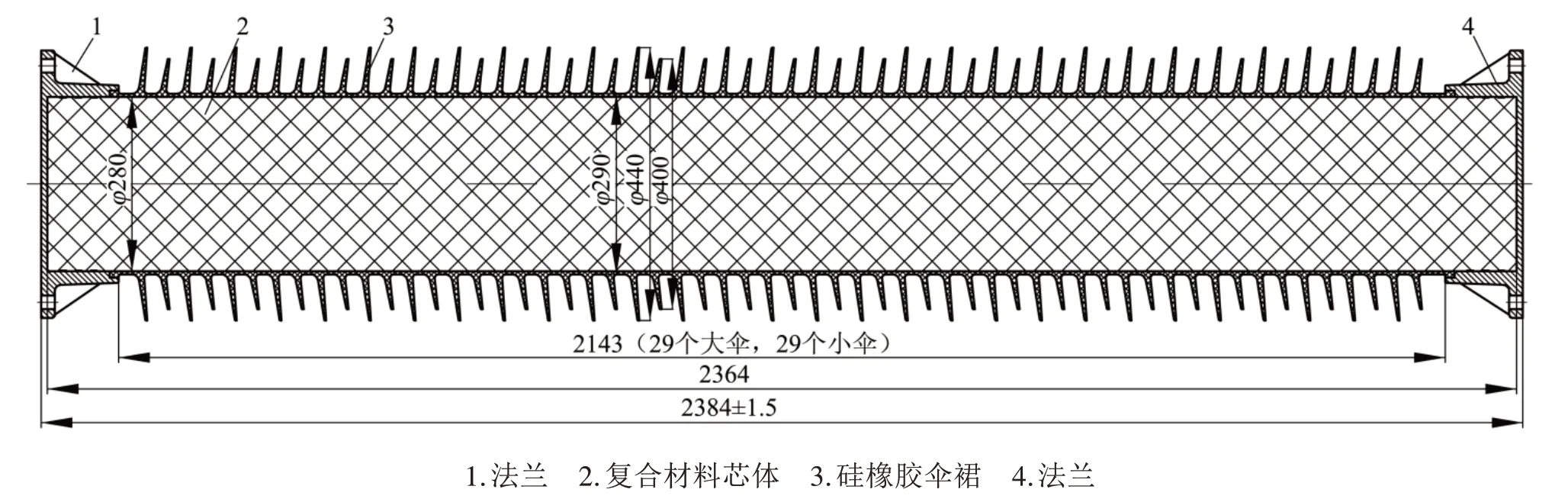
圖1 復(fù)合絕緣子結(jié)構(gòu)
1.2 復(fù)合絕緣子性能要求
隨著復(fù)合絕緣子的廣泛應(yīng)用,不同電壓等級(jí)的復(fù)合絕緣子性能要求不同,主要體現(xiàn)在雷電沖擊耐受電壓,操作沖擊耐受電壓,最小爬電距離和使用環(huán)境等要求,由于復(fù)合材料芯體成型工藝存在不穩(wěn)定性,如表1所示列出了對(duì)復(fù)合材料芯體性能的具體要求。
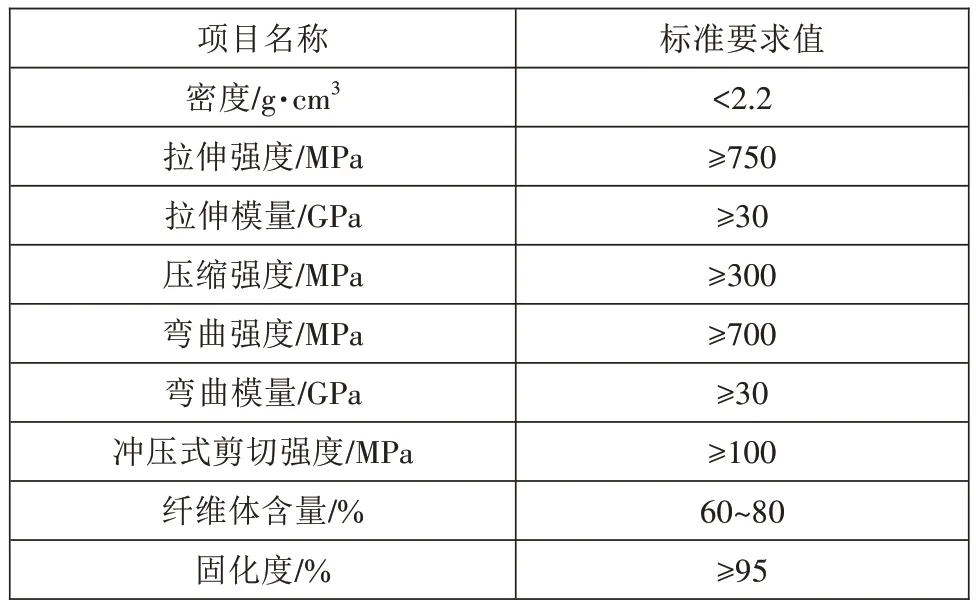
表1 復(fù)合材料芯體的性能要求
2 成型工藝及傘裙模具的設(shè)計(jì)與制造
2.1 復(fù)合絕緣子成型工藝確定
根據(jù)復(fù)合絕緣子的結(jié)構(gòu),目前復(fù)合材料芯體主要有玻璃纖維纏繞、灌注和拉擠成型工藝成型,而硅橡膠傘裙現(xiàn)有灌膠法、擠包法、注射成型法,兩端法蘭主要采用成熟的鑄造工藝成型。綜合生產(chǎn)效率和制品合格率,對(duì)復(fù)合絕緣子的芯體選取環(huán)氧樹(shù)脂纖維預(yù)制體灌注而成,硅橡膠傘裙由注射成型工藝制造。
2.2 硅橡膠傘裙模具結(jié)構(gòu)設(shè)計(jì)
硅橡膠傘裙作為復(fù)合絕緣子的重要組成部分,從早期的單傘模壓成型發(fā)展到當(dāng)前的整體注射成型工藝,使得硅橡膠傘裙生產(chǎn)效率提升,傘裙的外觀質(zhì)量也有顯著改善。硅橡膠傘裙注射成型生產(chǎn)過(guò)程是在注塑設(shè)備上完成,首先將硅橡膠裝入設(shè)備塑化缸中進(jìn)行加熱軟化,高溫硅橡膠在一定的壓力和速度下注入安裝在注塑機(jī)上的模具型腔內(nèi),使其將定位在模具內(nèi)預(yù)先處理好的復(fù)合材料芯體包覆,再經(jīng)過(guò)硫化、脫模和修邊完成硅橡膠傘裙的制造。
實(shí)際生產(chǎn)中,模具結(jié)構(gòu)與制品質(zhì)量、生產(chǎn)效率、模具的使用壽命等均有關(guān)系[4]。 注射模結(jié)構(gòu)為上、下打開(kāi)式,模具的分型面選擇絕緣子回轉(zhuǎn)體軸心線的面上,根據(jù)復(fù)合絕緣子的尺寸,設(shè)計(jì)澆注系統(tǒng)和溫控系統(tǒng),模具的上、下模塊分為連接模框和成型模塊,下模塊結(jié)構(gòu)如圖2所示。成型模塊的分型面設(shè)計(jì)要有便于將膠料斷開(kāi)的薄凹槽和排氣槽,成型模塊斷料結(jié)構(gòu)及整體模具外形如圖3所示。鎖模力對(duì)橡膠制品的尺寸精度和質(zhì)量影響較大[5],為防止模具在注射和硫化過(guò)程中被型腔內(nèi)的膠料頂開(kāi),在模具設(shè)計(jì)時(shí)需考慮鎖模力的大小。
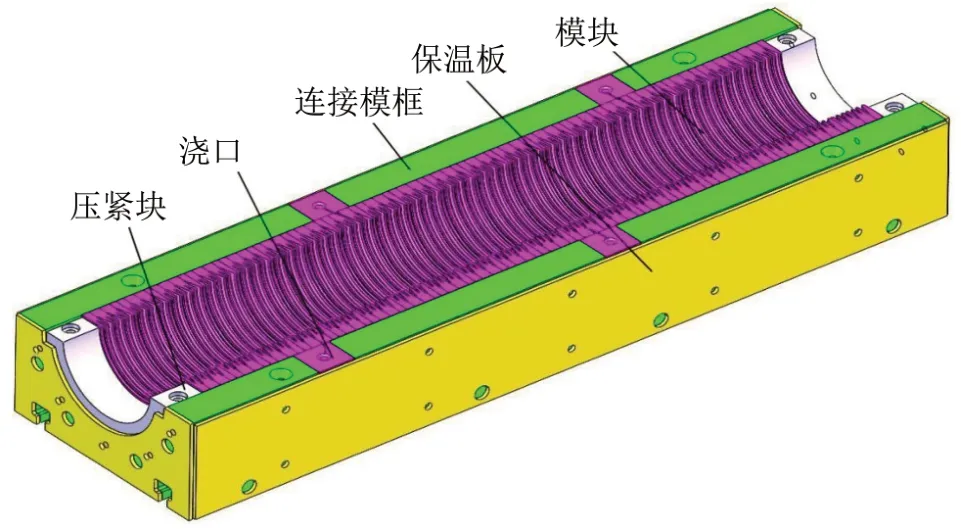
圖2 注射模下模塊結(jié)構(gòu)
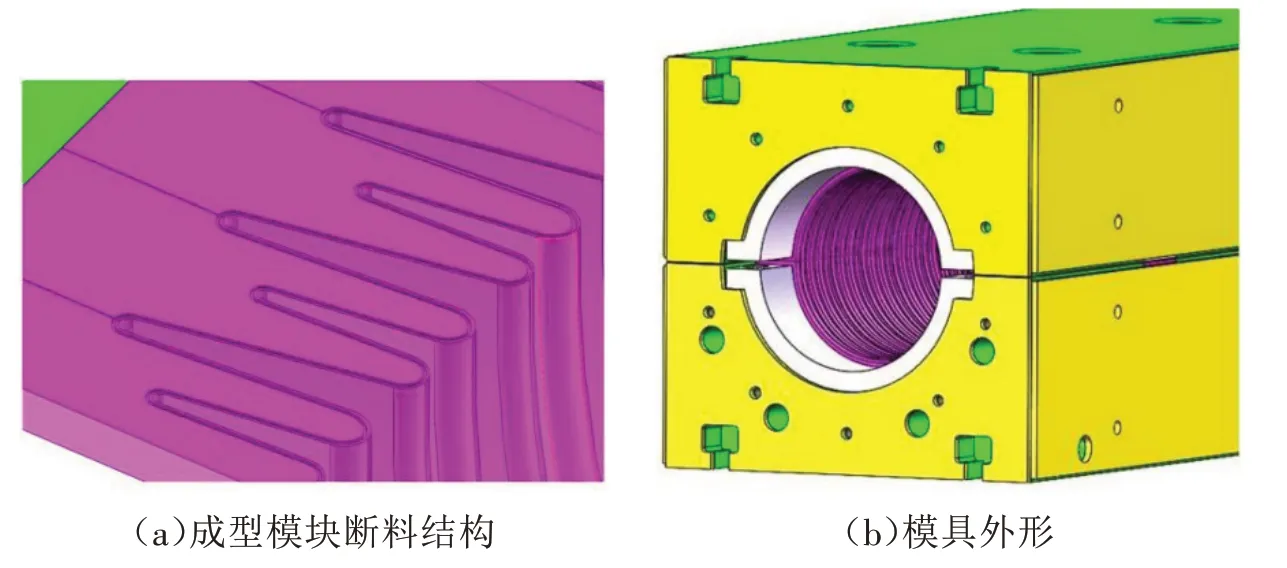
圖3 成型模塊斷料結(jié)構(gòu)及模具外形
鎖模力計(jì)算公式:
其中,P為鎖模力,N;n為安全系數(shù)(1.5~1.8);s為制品外層傘裙模型分型面上的有效投影面積,cm2;p為型腔中膠料的平均壓力,MPa。
2.3 模具生產(chǎn)制造
傘裙注射成型是在一定的流速和壓力條件下將硅膠注入模具內(nèi)復(fù)合材料芯體上,注射過(guò)程中需保證復(fù)合材料芯體在模具內(nèi)定位準(zhǔn)確且固定牢靠,避免成型后制品出現(xiàn)偏心現(xiàn)象。具體實(shí)施是將粘接好兩端法蘭的復(fù)合絕緣子芯體放入注射模內(nèi),通過(guò)控制合模力來(lái)實(shí)現(xiàn)兩端法蘭面與模具壓緊塊的環(huán)向定位和密封,通過(guò)絕緣子兩端法蘭盤與模具端面實(shí)現(xiàn)軸向定位。模具需有足夠的強(qiáng)度和剛度,確保其在長(zhǎng)期注射壓力和溫度變化下不變形、密封性良好,因此模具材料選取至關(guān)重要。模具材料應(yīng)熱穩(wěn)定性好,不易變形,使用安全、可靠,成型的制品質(zhì)量穩(wěn)定,型腔板一般選用P20、718H、738H、S136等模具鋼,因其具有優(yōu)良的拋光性、防銹性、耐磨性[6]。為了保證注射后的制品能順利脫模,不出現(xiàn)粘模現(xiàn)象,模具零件在加工后需進(jìn)行多次拋光,模具型腔壁表面粗糙度Ra≤0.8 μm,同時(shí)注射過(guò)程中為了便于排氣,加工制造的上、下模成型模塊的表面要略高于模框面0.5~0.8 mm。
根據(jù)制品規(guī)格的不同,模具設(shè)計(jì)可以分為1模1腔、1模2腔和1模多腔結(jié)構(gòu),制品尺寸較大時(shí)一般采用1模1腔結(jié)構(gòu),且在長(zhǎng)度較長(zhǎng)時(shí)需要分段注射成型,根據(jù)圖1所示的硅橡膠傘裙尺寸設(shè)計(jì)制造的模具如圖4所示。當(dāng)制品尺寸較小時(shí),可以采用1模2腔結(jié)構(gòu),設(shè)計(jì)制造的模具已在線生產(chǎn),部分模具結(jié)構(gòu)如圖5所示。
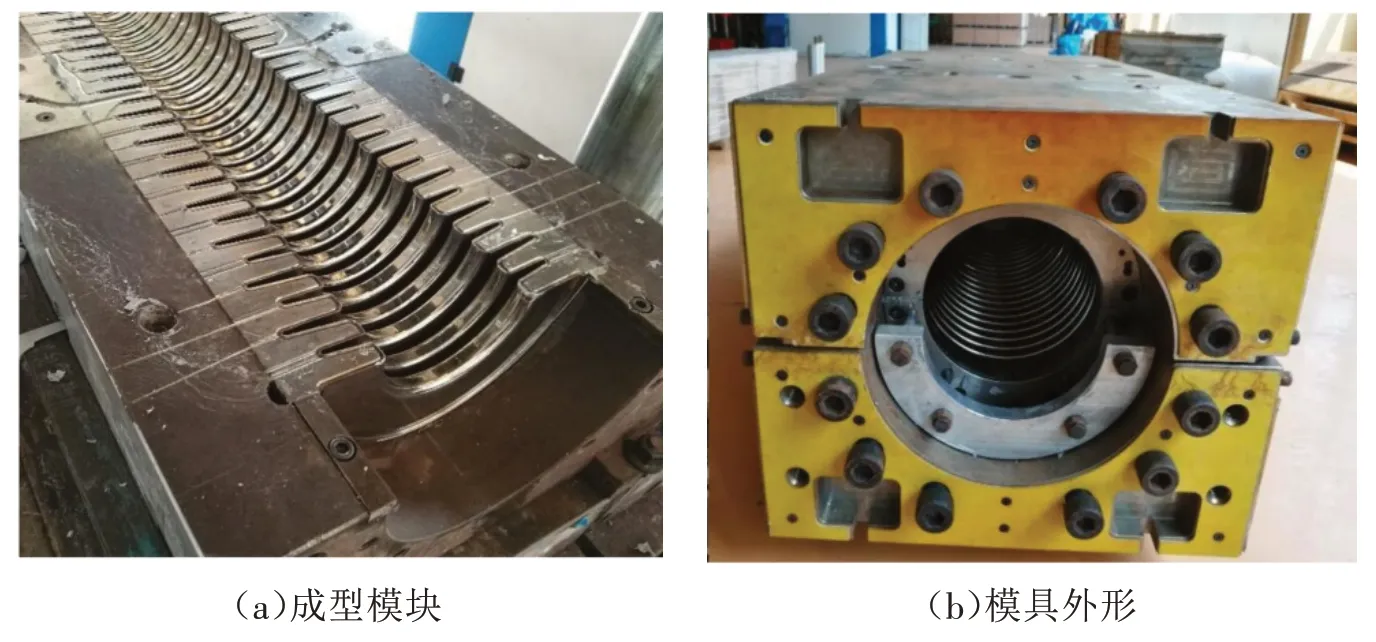
圖4 實(shí)際成型模塊及模具外形

圖5 1模2腔模具部分結(jié)構(gòu)
3 模具結(jié)構(gòu)有限元分析
因特高壓復(fù)合絕緣子注射成型模具尺寸較大,一般在模具的內(nèi)部安裝電加熱裝置,為了保證模具內(nèi)部溫度的均勻性,設(shè)計(jì)模具加熱棒數(shù)量和位置尤為重要。利用 Abaqus有限元分析軟件對(duì)模具的加熱過(guò)程進(jìn)行分析,P20鋼的密度為7.8×103kg/m3,熱導(dǎo)率為50 W/(m·K),比熱為450 J/(kg·K),將材料特性賦予計(jì)算模型,由于模具外部有保溫措施,模擬過(guò)程中散熱系數(shù)取較小值,加熱時(shí)間為3 600 s,環(huán)境溫度為22 ℃,加熱溫度設(shè)定為170 ℃,通過(guò)對(duì)加熱棒數(shù)量和位置優(yōu)化計(jì)算,優(yōu)化后模具溫度的分布云圖如圖6所示。
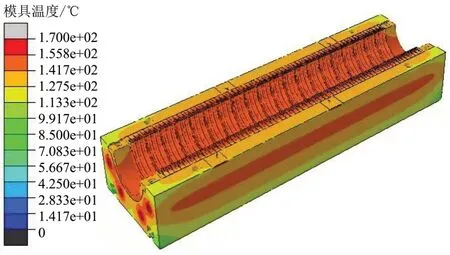
圖6 優(yōu)化后模具溫度分布云圖
4 復(fù)合絕緣子生產(chǎn)過(guò)程及實(shí)際制品
復(fù)合絕緣子的生產(chǎn)制造主要分3個(gè)過(guò)程,復(fù)合材料芯體的制造、兩端金屬法蘭的鑄造和外層硅橡膠傘裙注射成型。復(fù)合材料芯體通過(guò)玻璃纖維預(yù)制體和環(huán)氧樹(shù)脂浸制固化成型后,機(jī)加工到規(guī)定尺寸,將鑄造、加工完的金屬法蘭粘接到加工好的復(fù)合材料芯體兩端,粘接時(shí)要保證兩端金屬法蘭連接孔的角向位置關(guān)系,粘接完成后在需要包覆硅橡膠傘裙組件的表面上涂偶聯(lián)劑,再將其裝入注射模內(nèi)進(jìn)行硅橡膠傘裙成型,脫模后清除注射后的復(fù)合絕緣子分型面和澆口處多余的硅橡膠,最后對(duì)硅橡膠傘裙和兩端法蘭接口處進(jìn)行封邊處理。生產(chǎn)的復(fù)合絕緣子如圖7所示,制品表面光滑,無(wú)褶皺、氣泡、撕裂和缺膠等現(xiàn)象。

圖7 復(fù)合絕緣子
5 結(jié)束語(yǔ)
復(fù)合絕緣子硅橡膠傘裙注射模經(jīng)過(guò)批量生產(chǎn)驗(yàn)證,制品的表面質(zhì)量、精度尺寸和其他性能均滿足要求,并且提高了制品的生產(chǎn)效率。將復(fù)合絕緣子硅橡膠傘裙注射模設(shè)計(jì)成模塊化、通用化,結(jié)構(gòu)更加合理,能夠?qū)崿F(xiàn)型腔內(nèi)各模塊的快速更換,使維護(hù)更加方便、經(jīng)濟(jì)。通過(guò)有限元分析軟件Abaqus優(yōu)化了加熱模具的電熱管位置,使整個(gè)模具的溫度分布更均勻,降低了模具的熱應(yīng)力,提升了注射工藝的穩(wěn)定性。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國(guó)材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國(guó)塑料(2015年6期)2015-11-13 03:02:54
中國(guó)塑料(2015年11期)2015-10-14 01:14:14
中國(guó)塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
