航空機匣環件曲面結構超聲全聚焦檢測與缺陷定量方法
2023-11-27 15:36:14關山月汪小凱華林李一軒
中國機械工程 2023年8期
關山月 汪小凱 華林 李一軒


摘要:航空發動機機匣所用環形鍛件的溝槽和圓角部位容易產生各類缺陷。針對環形鍛件的曲面結構,提出了超聲全聚焦檢測與缺陷定量方法。在待測區域建立圓柱坐標系并劃分網格點,設計了0.8 mm當量缺陷對比試塊,采集了網格點處缺陷最大幅值數據集,將數據集在深度和角度兩個方向擬合,建立了距離-角度-幅值曲面缺陷定量評價方法。某機匣環件試樣實驗結果表明缺陷定量方法的誤差小于1 dB。
關鍵詞:航空發動機;環形鍛件;曲面;全聚焦法;缺陷定量化
中圖分類號:TG316
DOI:10.3969/j.issn.1004-132X.2023.08.002
Ultrasonic TFM Inspection and Quantitative Method of Defects for Curved Surface Structures of Aeroengine Casing Rings
GUAN Shanyue WANG Xiaokai HUA Lin LI Yixuan1,2,3
Abstract: Grooves and round corners of ring forgings used in aeroengine casing were prone to produce various defects. Taking the curved surface structures of aeroengine casing rings as an object, the ultrasonic TFM detection and defect quantification were proposed. The testing areas were divided into grid points in cylindrical coordinate system and the reference blocks with 0.8 mm artificial defects were designed. The maximum amplitude defect data set at all grid points was collected. The data set was fitted in two directions of depth and angle, and the distance angle amplitude surface defects quantitative evaluation method was established. The experimental results of a casing ring specimen show that the errors of quantitative method are less than 1 dB.
Key words: aeroengine;ring forging;curved surface;total focusing method(TFM);defect quantification
0 引言
機匣環件是航空發動機的關鍵構件,長期處于高溫高壓的惡劣工況,因此對其制造質量和性能的要求極高。為減小機械加工過程中的材料浪費,近凈軋制技術直接成形復雜形狀截面的環形鍛件成為發展趨勢[1-2]。受難變形材料、形狀結構、原材料質量、工藝因素等影響,環形鍛件制造過程中容易產生孔洞、裂紋、折疊等多類型缺陷[3-4]。缺陷發生在過渡圓角和溝槽等應力集中部位,容易導致零件斷裂失效,對航空發動機服役安全造成嚴重威脅[5-6]。因此,航空發動機機匣環件缺陷的高精度檢測是其服役壽命和可靠性的重要保障。
超聲檢測是環形鍛件生產制造過程的必要環節。常規超聲探頭的聲束固定,聲波在曲面散射嚴重,難以檢測環形鍛件曲面結構。超聲全聚焦(total focusing method,TFM)檢測技術采用全矩陣信號進行后處理成像,能充分利用所有陣元的信號,對復雜零件的檢測具有更高的檢測精度和成像分辨率[7-8],但超聲全聚焦在檢測曲面結構時存在聲場分布不均勻和缺陷定量判定困難等問題。超聲定量檢測平面規則零件的缺陷時,通常采用距離-幅值曲線(distance amplitude curve,DAC)來描述缺陷距離、幅值和當量尺寸的關系[9]。有學者利用超聲相控陣B掃圖像中缺陷的最大幅值來繪制DAC,并將該方法用于超聲相控陣檢測管道焊縫[10]。趙新玉等[11]基于非近軸近似高斯聲束模型和缺陷散射模型,獲得了聲場中缺陷的幅值隨距離變化的曲線。戴萬林等[12]將超聲全聚焦DAC定量方法用于鋼軌軌頭缺陷的檢測,通過超聲相控陣測量模型模擬缺陷在網格點的幅值,并結合Kriging插值法構建軌頭缺陷DAC定量評價模型。李天驥等[13]利用單陣元聲場和缺陷散射模型獲得缺陷的全矩陣回波信號集,構建了鋼軌缺陷定量TFM-DAC圖譜。上述研究主要針對平面類零件,利用缺陷模擬信號構建超聲相控陣DAC定量評價模型,但較少研究復雜零件曲面結構的超聲相控陣缺陷定量檢測。
本文基于上述研究,以某航空發動機機匣環件為對象,研究其曲面結構的超聲全聚焦成像檢測與缺陷定量判定方法。首先在待測區域內劃分網格點,通過對比試塊檢測實驗獲取待測區域各網格點缺陷的最大幅值實驗數據集;然后在深度和角度兩個方向對數據集進行擬合,得到缺陷定量評價的距離-角度-幅值曲面(distance angle amplitude surface,DAAS);最后利用DAAS對環件曲面結構缺陷進行定量評價和誤差分析,以驗證曲面結構超聲全聚焦定量評價方法的準確性。
1 曲面結構超聲全聚焦檢測原理
圖1為機匣環件曲面結構超聲相控陣全聚焦檢測示意圖,相控陣換能器中心位于曲面圓弧圓心軸線上。假設超聲相控陣換能器陣元總數為N,全矩陣采集過程如下:N個陣元依次發射超聲波,1個陣元發射超聲波后,所有陣元接收,從而獲得N組信號。重復上述過程,總共可獲得N×N組數據,其中,信號Sij為第i個陣元發射、第j個陣元接收的信號。
全聚焦成像模型中,以陣列晶片中心為原點建立直角坐標系,則凹面圓弧界面的函數表達式為
式中,c1為水中的聲速;c2為待測工件的聲速;L1i、L2i為聲波發射路徑的距離;下標1、2分別表示水和工件;L1j、L2j為聲波接收路徑的距離。
根據費馬原理[14]可知,聲波在多介質中的傳播路徑為時間最短路徑,則界面交點坐標可依據傳播時間最短求解,結合曲面界面函數方程,可求得發射路徑曲面交點Qi(x2i,y2i)和反射路徑曲面交點Qj(x2j,y2j)。采用式(1)依次計算待測區域內所有聚焦點的疊加幅值,獲得曲面結構的全聚焦成像結果。
2 航空機匣環件全聚焦缺陷定量方法
2.1 航空機匣環件超聲相控陣檢測工藝
如圖2所示,某機匣環件的截面有多個溝槽,其過渡位置均為半徑R=5 mm的曲面結構。超聲相控陣探頭寬度D=N(e+d)-e,其中,e為晶片間隙,d為晶片寬度。為保證探頭外殼不與環件發生干涉,探頭寬度應滿足D<2R;為增加曲面結構的超聲入射能量,提高檢測分辨率,通過分析探頭頻率、探頭尺寸、水層高度等參數,制定航空機匣環件的超聲相控陣全覆蓋檢測工藝,選用中心頻率10 MHz的超聲相控陣換能器,其陣元數量為16,探頭寬度D=3.95 mm,探頭提離水層高度h為18 mm。圖3為環件各區域超聲相控陣檢測工藝模擬示意圖,環件待測區域分為平面區域和曲面區域。平面待測區域內,探頭線性步進掃查;曲面待測區域內,探頭繞曲面圓心旋轉步進掃查。由于平面待測區域檢測工藝簡單,因此本文主要研究曲面待測區域缺陷定量檢測方法。
2.2 曲面結構超聲全聚焦缺陷定量方法
超聲相控陣換能器的發射聲波在曲面界面以不同的角度入射和折射,造成曲面內部不同角度的缺陷回波幅值不同。超聲波在材料中傳播時,能量隨傳播距離的增加而衰減,因此信號幅值隨缺陷深度增大而減小。如圖4所示,根據環件曲面結構特征,以凹面圓心為原點建立距離-角度-幅值三維圓柱坐標系。在圓柱坐標系的OXY平面,從深度和角度兩個方向劃分網格點。在曲面待測區域深度范圍內,間隔h0劃分m個點,在曲面待測區域圓心角范圍內,間隔θ0劃分n個點,從而獲得m×n個網格點。如圖5所示,為采集所有網格點上缺陷的超聲信號,并減少人工缺陷的數量,按如下方法制作對比試塊:首先在對比試塊上加工m個圓弧半徑為R的曲面,并在每個曲面下方加工一個位于圓弧中心軸線的缺陷(缺陷深度依次為h0、2h0、…、mh0);然后讓探頭繞曲面圓心旋轉θ0并采集超聲全矩陣信號,獲得缺陷在圓弧線上的n組全矩陣信號;按照上述方法,依次完成m個缺陷探頭的檢測,獲得待測區域內所有網格點上標定缺陷的最大幅值數據Pm×n。
圖6所示,實驗采用的水浸超聲相控陣檢測系統主要包括水箱、四自由度掃查裝置、工業控制器、探頭夾具、法國M2M公司PANTER超聲相控陣檢測儀、Acquire1.2上位機軟件(采樣頻率125 MHz)。工業控制器可控制旋轉軸精確調整探頭入射角度,四自由度掃查裝置可精確控制探頭與試塊的相對位置,通過觀察試塊界面的回波信號可判斷探頭與試塊的相對位置是否正確。整個實驗過程中,保證探頭參數和檢測工藝參數不變。
針對航空機匣環件截面幾何形狀,設計了R=5 mm的曲面對比試塊(源于機匣環件,機匣環件材料的縱波聲速為5980 m/s),如圖7所示。航空工業超聲檢測標準HB/Z 59-1997-AAA要求指出:工件內部單個缺陷的幅值不能超過0.8 mm當量的缺陷幅值。為減少人工缺陷并且
避免缺陷回波的互相干擾,只在深度方向加工缺陷,通過探頭旋轉獲得缺陷在圓弧線上不同角度的缺陷全矩陣信號。試塊深度方向上,每隔1 mm設置一個0.8 mm橫通孔(共5個)。在保證探頭提離水層高度等實驗參數不變的前提下,控制探頭繞凹面圓心旋轉,每旋轉2.0°采集一次信號,獲得缺陷的5×21組全矩陣信號,記錄缺陷偏離中心軸線的圓心角。如圖8所示,為對比試塊在不同旋轉角度的全聚焦成像結果,全聚焦成像區域為凹面界面最低點以下深度10 mm、寬度10 mm的區域,成像網格大小為0.1 mm×0.1 mm。觀察缺陷全聚焦圖像可知,缺陷幅值隨所在圓心角的增大而減小,隨深度的增大而減小。提取所有缺陷全聚焦圖像的最大幅值,得到缺陷最大幅值數據集。
2.3 DAAS擬合
根據上述方法獲取曲面對比試塊在角度和深度兩個方向的缺陷幅值數據集。圖9所示為曲面結構全聚焦缺陷幅值的變化規律。缺陷幅值在角度方向符合高斯曲線變化規律,在深度方向符合
多項式曲線變化規律,因此分別采用高斯曲線與多項式對數據進行擬合。為擴充數據量提高擬合精度,對原始的5×21組數據集進行Hermite多項式插值,得到50×210組數據。首先,對數據集在深度方向進行高斯多項式擬合,建立一元二次高斯多項式參數方程:
圓柱坐標系中,x=lcosθ,y=lsinθ,z=P(l,θ),l為P與Z軸的距離,θ為OP與X軸正方向的夾角。然后,對式(3)的參數進行四次多項式擬合,代入缺陷幅值數據集求解得到系數矩陣:
在圓柱坐標系下,根據求解的函數繪制擬合的DAAS,并將其與原始數據繪制的點集對比。如圖10所示,采用雙向多項式擬合方法得到的曲面與原始數據點集更加貼近,在角度和深度兩個方向上的變化規律更加符合實際數據。為衡量曲面擬合效果,統計樣本數據點與擬合曲面的差值,分別計算以下物理量表示擬合曲面的誤差:
式中,P(i,j)、f(i,j)分別為數據點(i,j)的樣本幅值和擬合曲面函數值。
如表1所示,相比于傳統的多項式擬合和高斯曲面擬合,采用角度和深度兩個方向分別擬合的曲面精度更高。
3 航空機匣環件檢測實驗驗證
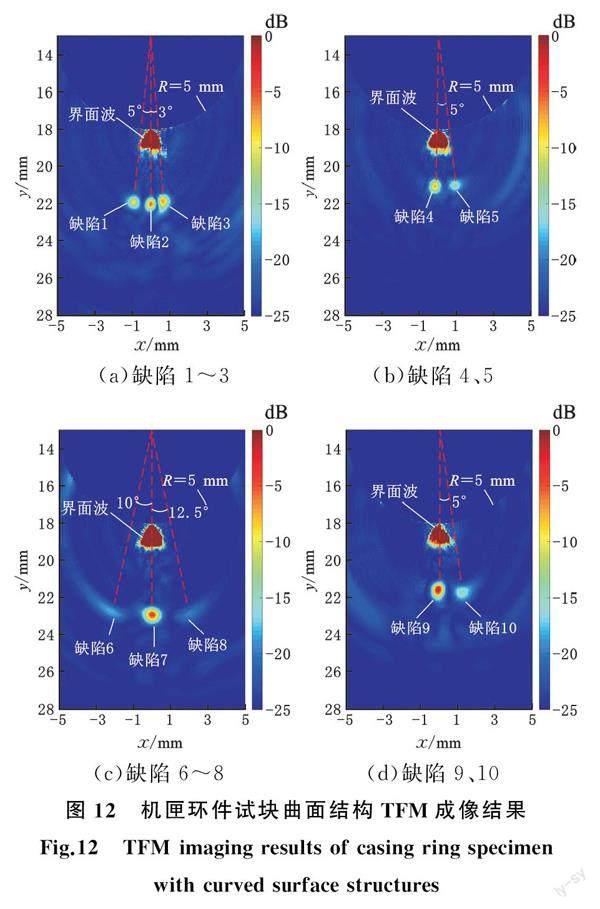
為驗證對比試塊缺陷最大幅值數據集擬合的DAAS的正確性和有效性,設計了人工缺陷試塊:先在環件上截取長度約100 mm的試塊,然后在試塊橫截面R=5 mm曲面界面以下區域分別加工0.3 mm、0.4 mm和0.8 mm的橫通孔(分布在不同角度和深度),如圖11所示。采用水浸超聲相控陣檢測系統對人工缺陷試塊的曲面位置開展全聚焦成像檢測實驗。
圖12所示為機匣環件曲面全聚焦成像的結果,可知所有人工缺陷均被檢出,相同尺寸、不同角度缺陷的幅值存在差異,即缺陷所在圓心角越大,其幅值越小。因此,無法通過觀察缺陷成像結果直接判定缺陷尺寸。本文提出的DAAS缺陷定量評價方法考慮了曲面待測區域缺陷所在圓心角對其幅值的影響規律,可判定位于不同圓心角的缺陷尺寸,其判定過程為:將缺陷在圓柱坐標系的坐標代入DAAS擬合方程,計算DAAS幅值并將其與機匣環件全聚焦實驗檢測的缺陷最大幅值進行對比。
由圖13可知,缺陷1~5位于DAAS下方,說明其缺陷當量小于0.8 mm;缺陷6~10在DAAS上,說明其當量尺寸接近0.8 mm。表2所示為機匣環件試塊所有缺陷全聚焦成像的最大幅值,以及DAAS在缺陷對應位置的幅值。缺陷當量越小,缺陷幅值與DAAS的曲面幅值的差越大,由此可判定0.3 mm和0.4 mm的缺陷當量小于0.8 mm的缺陷當量。相同當量、不同角度缺陷的幅值差異較大,其中,缺陷所在圓心角越大,其幅值越小,與DAAS對應位置的曲面幅值差越大。試塊缺陷6~10為0.8 mm當量,DAAS缺陷定量方法對此類缺陷的評價誤差小于1 dB,滿足航空工業超聲檢測標準,但存在源于數據集插值和DAAS擬合的定量誤差。
4 結語
針對航空機匣環件曲面結構,設計了超聲全聚焦檢測工藝,提出了超聲全聚焦檢測曲面結構的距離-角度-幅值缺陷定量方法。在圓柱坐標系下,按曲面結構的深度和角度兩個方向劃分網格點,通過對比試塊檢測實驗采集了人工缺陷在網格點上的最大幅值數據集。運用高斯和多項式相結合的雙向擬合方法獲得了擬合精度更高的DAAS。機匣環件試塊檢測實驗表明DAAS方法對0.8 mm當量缺陷的誤差小于1 dB,證明了DAAS缺陷定量方法的可行性。根據不同檢測標準,設計相應的DAAS標定曲面,可判定不同當量缺陷是否符合檢測標準。
參考文獻:
[1]戴玉同, 鄧加東. 異形環件徑軸向近凈軋制成形工藝與應用[J]. 鍛造與沖壓, 2015(21):59-61.
DAI Yutong, DENG Jiadong. Forming Technology and Application of Radial and Axial Near Net Rolling of Special-Shaped Ring[J]. Forging & Metalforming, 2015(21):59-61.
[2]夏春林, 魏志堅, 葉俊青, 等. 近凈成形技術在航空鍛件中的應用[J]. 新技術新工藝, 2014(3):27-29.
XIA Chunlin, WEI Zhijian, YE Junqing, et al. Application of Near-net Forming Technology in Aviation Forging[J]. New Technology & New Process, 2014(3):27-29.
[3]蘭箭, 錢東升, 鄧加東, 等. 高性能環類零件綠色智能軋制的研究進展[J]. 機械工程學報, 2022, 58(20):186-197.
LAN Jian, QINAN Shengdong, Deng Jiadon, et al. Development of Green and Intelligent Rolling for High Performance Ring Parts[J]. Journal of Mechanical Engineering, 2022, 58(20):186-197.
[4]邰清安, 李曉光, 國振興, 等. 鍛造工藝及熱處理參數對GH738合金環形鍛件組織均勻性的影響[J]. 精密成形工程, 2013, 5(6):7-10.
TAI Qingan, LI Xiaoguang, GUO Zhenxing, et al. Effects of Forging Technology and Parameters of Heating Treatment on the Microstructure Uniformity of GH738 Ring Part[J]. Journal of Netshape Forming Engineering, 2013, 5(6):7-10.
[5]SUN X F, DONG X, SUN D K. Recent Development of Casing Treatments for Aero-engine Compressors[J]. Chinese J. Aeronaut., 2019, 32(1):1-36.
[6]PARK M, LEE C, LEE J, et al. Development of L-Sectioned Ring for Construction Machines by Profile Ring Rolling Process[J]. Int. J. Precis. Eng. Man., 2016, 17(2):233-40.
[7]朱學耕, 董世運, 徐濱士. 壓縮機葉輪葉根缺陷相控陣超聲檢測方法研究[J]. 中國機械工程, 2015, 26(18):2436-2441.
ZHU Xuegeng, DONG Shiyun, XU Binshi. Research on Phased Array Ultrasonic Methods for Defect Detection of Compressor Impeller Blade Root[J]. China Mechanical Engineering, 2015, 26(18):2436-2441.
[8]HOYLE E, SUTCLIFFE M, CHARLTON P, et al. Virtual Source Aperture Imaging with Auto-focusing of Unknown Complex Geometry through Dual Layered Media[J]. NDT & E International, 2018, 98:55-62.
[9]KLEINERT W. Defect Sizing Using Non-destructive Ultrasonic Testing:Applying Bandwidth-dependent DAC and DGS Curves[M]. Berlin:Springer, 2016.
[10]ZHOU L, FU M, XU W. Research on Phased Array Ultrasonic Testing for the Girth Weld of 4 mm~10 mm Austenitic Stainless Steel Pipeline[C]∥Pressure Vessels and Piping Conference. American Society of Mechanical Engineers. Prague, 2018, 51593:V01BT01A024.
[11]趙新玉, 陳婧陽, 段曉敏. 超聲相控陣距離幅度曲線計算方法[J]. 聲學學報, 2021, 46(3):456-462.
ZHAO Xinyu, CHEN Jingyang, DUAN Xiaomin. Theoretical Calculation on Distance Amplitude Curve of Ultrasonic Phased Array[J]. Acta Acustica, 2021, 46(3):456-462.
[12]戴萬林, 楊岳, 劉希玲, 等. 鋼軌軌頭內缺陷的超聲相控陣DAC定量方法[J]. 鐵道科學與工程學報, 2018, 15(1):188-195.
DAI Wanlin, YANG Yue, LIU Xiling, et al. DAC Quantitative Method of Ultrasonic Phased Array for Rail Head Defects[J]. Journal of Railway Science and Engineering, 2018, 15(1):188-195.
[13]李天驥, 石永生, 陳峰, 等. 基于超聲相控陣全聚焦DAC圖譜的鋼軌缺陷定量方法[J]. 機械工程學報, 2021, 57(18):32-41.
LI Tianji, SHI Yongsheng, CHEN Feng, et al. Quantitative Method of Rail Flaws Based on Ultrasonic Phased Array and Total Focusing DAC Mappings[J]. Journal of Mechanical Engineering, 2021, 57(18):32-41.
[14]周正干, 彭地, 李洋, 等. 相控陣超聲檢測技術中的全聚焦成像算法及其校準研究[J]. 機械工程學報, 2015, 51(10):1-7.
ZHOU Zhenggan, PENG Di, LI Yang, et al. Research on Phased Array Ultrasonic Total Focusing Method and its Calibration[J]. Journal of Mechanical Engineering, 2015, 51(10):1-7.
(編輯 張 洋)
作者簡介:
關山月,男,1994年生,博士研究生。研究方向為運載裝備超聲相控陣檢測、智能檢測。發表論文6篇。E-mail:gsyawesome@163.com。
汪小凱(通信作者),男,1982年生,教授、博士研究生導師。研究方向為運載裝備智能控制及無損檢測。發表論文60余篇。E-mail:wxk0919@whut.edu.cn。
收稿日期:2022-05-03
基金項目:國家重點研發計劃(2019YFB1704500);國家自然科學基金(51875428);湖北省重點研發計劃(2020BAB144)