車用環(huán)氧樹脂型結(jié)構(gòu)膠施膠厚度對(duì)粘接性能的影響研究
2023-11-29 17:31:02王博
粘接 2023年11期
關(guān)鍵詞:影響因素
王博


摘 要:通過對(duì)汽車用結(jié)構(gòu)膠接頭影響因素的研究,對(duì)膠接接頭膠層厚度與強(qiáng)度進(jìn)行優(yōu)化。試驗(yàn)結(jié)果表明,在膠層厚度為 0.1~1 mm時(shí),接頭強(qiáng)度隨膠層厚度增加而逐漸下降,且在0.1~0.5 mm時(shí),接頭強(qiáng)度與膠層厚度表現(xiàn)出線性關(guān)系。對(duì)比僅清洗、打磨、噴砂3種表面處理方法,經(jīng)過噴砂處理的對(duì)結(jié)構(gòu)膠的浸潤(rùn)和機(jī)械自鎖產(chǎn)生積極的影響,因此膠接接頭剪切強(qiáng)度較高。在適當(dāng)?shù)奶岣吖袒瘻囟葘?duì)于增加結(jié)構(gòu)膠的固化效率產(chǎn)生積極的影響,但溫度過高會(huì)使膠層出現(xiàn)炭化導(dǎo)致接頭質(zhì)量下降。在膠層厚度為0.1 mm,表面處理方式為噴砂,固化溫度為180 ℃,固化時(shí)間為30 min時(shí),膠接接頭剪切強(qiáng)度最高約為35 MPa。
關(guān)鍵詞:車用結(jié)構(gòu)膠;膠接接頭;剪切強(qiáng)度;影響因素
中圖分類號(hào):TQ437+.4
文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-5922(2023)11-0037-04
Study on the effect of adhesive layer thickness and performance of epoxy resin-based structural adhesive joints for automotive applications
WANG Bo
(
Shaanxi Institute of Mechatronic Technology,Baoji 721001,Shaanxi China
)
Abstract:By studying the influencing factors of structural adhesive joints for automobiles,the adhesive layer thickness and strength of the joints were optimized.The experimental results showed that when the thickness of the adhesive layer was between 0.1 and 1 mm,the strength of the adhesive joint gradually decreasedwith the increase of adhesive layer thickness,and when the thickness of the adhesive layer was between 0.1 and 0.5 mm,the strength of the joint showeda linear relationship with the thickness of the adhesive layer.Compared with the three surface treatment methods of cleaning,polishing and sandblasting,the sandblasted surface had a positive impact on the infiltration and mechanical self-lockingof structural adhesive,resulting in a higher shear strength of the glued joints.Increasing the curing temperature within an appropriate range hada positive impact on the curing efficiency of structural adhesives,however,excessive temperature couldcause carbonization of the adhesive layer,leading to a decrease in joint quality.When the adhesive layer thickness was 0.1 mm,the surface treatment method was sand blasting,the curing temperature was 180 ℃,and the curing time was 30 min,the maximum shear strength of the bonded joint was about 35 MPa.
Key words:automotive structural adhesive;adhesive joint;shear strength;influence factor
結(jié)構(gòu)膠是連接鋼鋁混合材料的常用材料,結(jié)構(gòu)膠連接接頭質(zhì)量的好壞對(duì)車身安全性產(chǎn)生重要的影響。但目前對(duì)于汽車車身膠接接頭的研究還存在很多的誤區(qū),因此需要對(duì)膠接結(jié)構(gòu)強(qiáng)度進(jìn)行進(jìn)一步分析。對(duì)此,部分學(xué)者也進(jìn)行了很多研究,如金希紅以鉚接接頭為對(duì)比,研究了膠接接頭的特點(diǎn)[1]。刁鑫林則研究了影響汽車結(jié)構(gòu)膠膠接接頭強(qiáng)度的因素[2]。馮嘉雨則研究了膠接接頭剪切強(qiáng)度因素[3]。以上學(xué)者對(duì)車用結(jié)構(gòu)膠膠接接頭強(qiáng)度進(jìn)行了進(jìn)一步研究,但研究還有更深入的空間。基于此,研究試驗(yàn)參考周奧[4]論文中的方法,研究了汽車車用結(jié)構(gòu)膠膠接接頭影響因素。
1 試驗(yàn)部分
1.1 材料與設(shè)備
主要材料:環(huán)氧樹脂型結(jié)構(gòu)膠(達(dá)豐成工程)。
主要設(shè)備:LXJ2421型力學(xué)性能機(jī)(奧德賽創(chuàng)科技);OK48W型顯微鏡(凱安信息科技);SEM3300型掃描電鏡(國(guó)儀量子)。
1.2 試驗(yàn)方法
參照 GB/T 7124—2008 標(biāo)準(zhǔn)[5-6]對(duì)膠接接頭進(jìn)行設(shè)計(jì),具體見圖1。
(1)將 DP590 和 6061T6 鋁合金通過線切割的方式分成若干個(gè)尺寸為100 mm×25 mm 的方形塊,然后用乙醇對(duì)所有方形塊進(jìn)行清洗;
(2)將方形塊分為3組,一組作為空白對(duì)照,另外兩組分別進(jìn)行噴砂處理和不同目數(shù)砂紙打磨處理;
(3)按照?qǐng)D1尺寸劃線標(biāo)記,并準(zhǔn)備若干厚度相同,尺寸為37.5 mm×25 mm的墊片備用;
(4)提前對(duì)結(jié)構(gòu)膠膠管進(jìn)行加熱處理,然后將結(jié)構(gòu)膠均勻涂抹在試件的剪切區(qū)和夾持區(qū)。在涂膠過程中不要多次涂抹,避免在涂抹過程中產(chǎn)生氣泡,對(duì)粘結(jié)效果產(chǎn)生影響;
(5)依據(jù) GB/T 7124—2008標(biāo)準(zhǔn)對(duì)膠層厚度進(jìn)行控制,然后在膠層中沿拉伸方向放置于膠層厚度相同直徑、相同長(zhǎng)度的銅絲,最后覆蓋涂有膠粘劑的板材;
(6)將試件置于電熱烘箱內(nèi),在一定溫度條件下固化一定時(shí)間,然后關(guān)閉烘箱,待試件自然冷卻后取出試件。
1.3 性能測(cè)試
1.3.1 剪切強(qiáng)度測(cè)試
(1)在力學(xué)試驗(yàn)機(jī)夾頭中固定膠接接頭試件的夾持端,清零載荷后再將另一頭固定。完全固定后將夾頭向下移動(dòng),直至載荷卸載至0;
(2)打開力學(xué)試驗(yàn)機(jī),對(duì)試件施加荷載,加載速率為5 mm/min。剪切強(qiáng)度表達(dá)式為:
τ=F/A(1)
式中,τ:膠接接頭剪切強(qiáng)度,MPa;為F :拉伸的最大載荷,N;A為搭接的面積,mm2。
1.3.2 斷面觀察
通過單筒體視顯微鏡觀察試件斷面形貌。
1.3.3 微觀形貌觀察
通過掃描電鏡對(duì)膠接接頭試件微觀形貌進(jìn)行觀察。
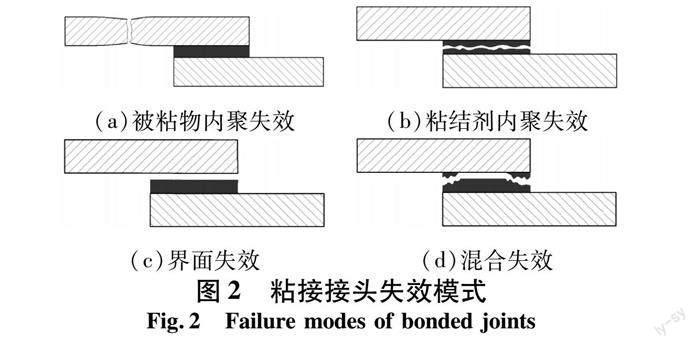
1.3.4 膠接接頭失效模式
失效位置不同,失效模式也有一定差異。將失效模式分為4種情況,具體見圖2[7-8]。
2 結(jié)果與討論
2.1 膠層厚度的影響
圖3為膠層厚度的優(yōu)化結(jié)果。
由圖3可知。試件剪切強(qiáng)度在膠層厚度為0.1 mm達(dá)到最高34.8 MPa。同時(shí)還能觀察到,在膠層厚度為 0.1~0.5 mm,膠層剪切強(qiáng)度表現(xiàn)出線性下降的變化趨勢(shì),但整體下降幅度較小。
通過對(duì)不同膠層厚度的斷口形貌進(jìn)行觀察,進(jìn)一步表征膠接接頭的失效模式,結(jié)果見圖4。
由圖4可知,膠層厚度增加,膠接接頭的失效模式與開始發(fā)生改變,逐漸從內(nèi)聚失效轉(zhuǎn)換為混合失效,界面破壞區(qū)域和氣孔數(shù)量也有一定增加,同時(shí), 界面失效區(qū)域也朝中間靠攏。
表1為斷面情況對(duì)比結(jié)果。
由表1可觀察到,膠層厚度從0.1 mm增加至0.5 mm時(shí),氣孔總數(shù)相對(duì)較少,破壞形式也基本為內(nèi)聚失效,因此可認(rèn)定,引發(fā)剪切強(qiáng)度降低的原因主要是膠層內(nèi)部應(yīng)力的變化。當(dāng)膠層厚度超過0.5 mm后,同時(shí)受氣孔缺陷和應(yīng)力離散的影響,因此下降趨勢(shì)表現(xiàn)出非線性變化[11-12]。
綜上,適合的膠層厚度為0.1 mm,此時(shí)試件剪切強(qiáng)度為34.8 MPa,膠層失效形式為內(nèi)聚失效。
2.2 表面處理方式的影響
圖5為表面處理方式的影響結(jié)果。
由圖5可知,表面處理對(duì)提升膠接接頭剪切強(qiáng)度產(chǎn)生積極的影響。其中噴砂處理的膠接接頭剪切速率最高,為26.1 MPa,其次為320目砂紙打磨的試件,剪切強(qiáng)度約為24.85 MPa。當(dāng)砂紙目數(shù)超過320目時(shí),隨砂紙目數(shù)的增加,試件的剪切強(qiáng)度反而有一定下降。當(dāng)砂紙目數(shù)達(dá)到2 000目時(shí),試件剪切強(qiáng)度較320目砂紙打磨的試件降低了約22.8%。砂紙目數(shù)為80目時(shí),打磨的試件剪切強(qiáng)度較320目砂紙打磨的試件下降了約4.7%。這是因?yàn)椋z接接頭強(qiáng)度受母材表面粗糙度影響。經(jīng)過噴砂處理和砂紙打磨后的樣品,材料表面的粗糙度明顯增加,因此試件的剪切強(qiáng)度也明顯增加。
圖6為不同目數(shù)砂紙打磨的母材表面(以較典型的80目、320目和2 000目砂紙打磨的木材為代表)。
由圖7可觀察到,經(jīng)過砂紙打磨后,母材表面均留下一些劃痕。但砂紙目數(shù)不同,刮痕深度和間隙均有一定差異。經(jīng)過80目砂紙打磨的母材刮痕較寬,且刮痕間間隙較大,這就使得結(jié)構(gòu)膠與母材間無(wú)法完全接觸,中間存在氣孔和間隙。而320目砂紙打磨的母材刮痕寬度小,且分布的更為密集,可以實(shí)現(xiàn)母材與膠粘劑最大程度的嵌合[13]。經(jīng)過2 000目砂紙打磨后的母材表面較為平滑,刮痕較為細(xì)膩,使得膠粘劑與母材間機(jī)械嵌合強(qiáng)度不夠,降低了膠接接頭試件的剪切強(qiáng)度[14]。
圖7為經(jīng)過噴砂處理的母材微觀形貌。
由圖7可觀察到,噴砂母材表面同時(shí)存在噴砂過程中留下的劃痕和沙粒直射留下的孔洞,以及花瓣?duì)畹臑R射痕跡,這就使得膠粘劑可以快速浸入母材內(nèi)部,兩者間產(chǎn)生較強(qiáng)的機(jī)械嚙合[15]。
綜上,噴砂處理的母材與結(jié)構(gòu)膠的機(jī)械嚙合作用最好,320目砂紙打磨的母材與結(jié)構(gòu)膠機(jī)械嚙合作用次之,僅用乙醇清洗表面的母材與結(jié)構(gòu)膠機(jī)械嚙合作用最差,因此在實(shí)際工程應(yīng)用中,可以根據(jù)需求選擇適合的處理方式。
2.3 固化條件的影響
圖8為固化條件的影響結(jié)果。
由圖8可知,在180 ℃固化的膠接接頭試件的剪切強(qiáng)度明顯高于130 ℃固化膠接接頭試件,而180 ℃固化的試件幾乎不受固化時(shí)間的影響。在130 ℃條件下固化的接頭斷面存在明顯的未固化完全的深紅色膠粘劑,這就說明在該溫度條件下,膠粘劑難以固化完全,因此剪切強(qiáng)度有一定降低[16]。而180 ℃條件下固化的樣品,并未出現(xiàn)未固化的膠粘劑,且失效形式為內(nèi)聚失效,因此剪切強(qiáng)度相對(duì)較高。對(duì)比180 ℃固化30 min的樣品和180 ℃固化60 min的樣品接頭斷面,二者并沒有出現(xiàn)明顯的差別,也就是說,溫度180 ℃、固化30 min已經(jīng)足夠使得膠粘劑完全固化,繼續(xù)增加固化時(shí)間也幾乎不會(huì)對(duì)膠結(jié)接頭剪切強(qiáng)度產(chǎn)生影響。
圖9為固化溫度的影響。
由圖9可觀察到,在同時(shí)固化時(shí)間條件下,隨固化溫度的增加,膠接接頭剪切強(qiáng)度表現(xiàn)出先增加后降低的變化趨勢(shì)。當(dāng)固化溫度為180 ℃時(shí),剪切強(qiáng)度最高,約為35.68 MPa。出現(xiàn)這個(gè)變化的原因在于,膠粘劑發(fā)生化學(xué)反應(yīng)的速率隨溫度的增加而增加。因此從130~150 ℃時(shí),膠接接頭剪切強(qiáng)度上升較快。而固化溫度從150 ℃上升至180 ℃的過程中,膠接接頭剪切強(qiáng)度上升較慢,這是因?yàn)樵诖藭r(shí),固化完全的有機(jī)分子逐漸飽和,固化反應(yīng)速率也變慢,剪切強(qiáng)度上升的較慢[17-18]。繼續(xù)增加固化溫度,膠接接頭試件的剪切強(qiáng)度反而有一定下降,這是因?yàn)槌^固化溫度后,膠層出現(xiàn)碳化變脆的情況,膠接接頭剪切強(qiáng)度下降[19-20]。因此選擇適合的固化條件為溫度180 ℃,固化時(shí)間30 min。
3 結(jié)語(yǔ)
(1)膠層厚度對(duì)膠粘劑失效模式和剪切強(qiáng)度均產(chǎn)生影響,當(dāng)膠層厚度為0.1 mm時(shí),試件剪切強(qiáng)度最大為34.8 MPa,膠層失效模式為內(nèi)聚失效;
(2)經(jīng)過噴砂處理和砂紙打磨后的樣品,材料表面的粗糙度明顯增加,因此試件的剪切強(qiáng)度也明顯增加。在3種處理方式中,噴砂處理的母材與結(jié)構(gòu)膠的機(jī)械嚙合作用最好,320目砂紙打磨的母材與結(jié)構(gòu)膠機(jī)械嚙合作用次之。僅用乙醇清洗表面的母材與結(jié)構(gòu)膠機(jī)械嚙合作用最差,因此在實(shí)際工程應(yīng)用中,可以根據(jù)需求選擇適合的處理方式;
(3)當(dāng)固化溫度為180 ℃,固化時(shí)間為30 min時(shí),結(jié)構(gòu)膠的固化效果最好。在此固化條件下,結(jié)構(gòu)膠完全固化,膠接接頭試件剪切強(qiáng)度約為35.68 MPa。
【參考文獻(xiàn)】
[1] 金希紅,何宗鍇,夏旭光,等.異種材料單搭接接頭力學(xué)性能[J].科學(xué)技術(shù)與工程,2022,22(13):5236-5242.
[2] 刁鑫林,趙曉非,黎敏,等.汽車用鍍鋅板單搭接膠接接頭強(qiáng)度影響因素研究[J].中國(guó)膠粘劑,2022,31(1):46-51.
[3] 馮嘉雨,齊芃芃,康銘,等.基于結(jié)構(gòu)膠種類及搭接長(zhǎng)度變化的膠接接頭剪切強(qiáng)度及應(yīng)力測(cè)試分析[J].化學(xué)推進(jìn)劑與高分子材料,2022,20(1):73-77.
[4] 周奧.鋼/鋁結(jié)構(gòu)膠連接強(qiáng)度影響因素的試驗(yàn)和數(shù)值模擬研究[D].湘潭:湘潭大學(xué),2020.
[5] 王亞娟,楊建華.表面處理對(duì)鋁合金6063膠接接頭力學(xué)性能的影響[J].焊接技術(shù),2020,49(1):19-25.
[6] 王華,王希杰,王增加.碳纖維復(fù)合管-鋁合金膠接接頭拉伸性能研究[J].復(fù)合材料科學(xué)與工程,2020(6):95-97.
[7] 趙媛媛,鄭松剛,張超,等.激光表面處理提高鋁合金膠接接頭強(qiáng)度的研究[J].粘接,2021,47(9):31-38.
[8] 時(shí)紅宇.環(huán)境對(duì)汽車零件修復(fù)用膠接接頭性能的影響[J].成都工業(yè)學(xué)院學(xué)報(bào),2022,25(4):31-35.
[9] 劉貞山,李英東,趙經(jīng)緯,等.汽車輕量化用鋁合金材料及應(yīng)用技術(shù)的研究[J].中國(guó)材料進(jìn)展,2022,41(10):786-795.
[10] 張恒超,丁萬(wàn)慶,孫鳳海,等.汽車用單組分結(jié)構(gòu)膠的低溫楔形沖擊剝離研究與探討[J].粘接,2023,50(3):48-51.
[11] 鄒田春,巨樂章,符記,等.CFRP-鋁合金單搭接膠接接頭疲勞壽命和失效模式[J].復(fù)合材料學(xué)報(bào),2022,39(12):6078-6087.
[12] 黃志超,劉帥紅,賴家美,等.結(jié)構(gòu)膠對(duì)鋼鋁自沖鉚接接頭力學(xué)性能的影響[J].塑性工程學(xué)報(bào),2021,28(7):157-162.
[13] 李瑞方,常亞恩,陳忠德.結(jié)構(gòu)膠在車身中的應(yīng)用[J].粘接,2021,47(9):39-43.
[14] 莊蔚敏,陳沈,王楠.溫度對(duì)車身鋼鋁膠鉚連接結(jié)構(gòu)熱應(yīng)力變化的影響[J].吉林大學(xué)學(xué)報(bào)(工學(xué)版),2022,52(1):70-78.
[15] 拓宏亮,盧智先,馬曉平,等.基于內(nèi)聚力行為的復(fù)合材料L型膠接接頭分層擴(kuò)展研究[J].西北工業(yè)大學(xué)學(xué)報(bào),2021,39(2):309-316.
[16] 汪必升,李毅波,袁順,等.鋁鋰合金/FM94膠接接頭內(nèi)聚力模型參數(shù)識(shí)別[J].浙江大學(xué)學(xué)報(bào)(工學(xué)版),2020,54(2):365-373.
[17] 王科學(xué),王東波,黃勇,等.鋁合金材料在汽車輕量化領(lǐng)域應(yīng)用的研究現(xiàn)狀[J].鋁加工,2022(6):3-6.
[18] 李家樂,王玉奇,李延輝,等.鋁合金單搭膠接接頭動(dòng)態(tài)性能分析[J].機(jī)械設(shè)計(jì)與研究,2022,38(6):86-89.
[19] 韋春萍,韋超忠,魏嘉豐,等.韌性環(huán)氧樹脂結(jié)構(gòu)膠在汽車上的應(yīng)用[J].北京汽車,2021(1):49-51.
[20] 戚才人,楊磊,李磊,等.鋁車身自動(dòng)冷連接技術(shù)的柔性應(yīng)用[J].汽車工藝與材料,2023(4):24-28.
收稿日期:2023-06-10;修回日期:2023-09-22
作者簡(jiǎn)介:王 博(1988-),男,碩士,講師,研究方向:汽車專業(yè)教學(xué)、校企合作與成果轉(zhuǎn)化;E-mail:wb09015@163.com。
引文格式:王 博.車用環(huán)氧樹脂型結(jié)構(gòu)膠施膠厚度對(duì)粘接性能的影響研究[J].粘接,2023,50(11):37-40.
猜你喜歡
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:46:44
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:12:28
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 16:20:30
中國(guó)科技博覽(2016年19期)2016-10-19 13:33:22
中國(guó)科技博覽(2016年18期)2016-10-19 10:49:54
中國(guó)科技博覽(2016年18期)2016-10-19 08:16:45
中國(guó)科技博覽(2016年18期)2016-10-19 06:39:44
中國(guó)市場(chǎng)(2016年36期)2016-10-19 03:54:01
中國(guó)市場(chǎng)(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
