基于NC程序的重型數控銑齒機床能耗預測
2023-12-04 05:39:24丁文政賀文權張金邢波卞榮
機床與液壓 2023年21期
丁文政 ,賀文權 ,張金 ,邢波,卞榮
(1.南京工程學院工業中心,江蘇南京 211167;2.南京工大數控科技有限公司,江蘇南京 211899)
0 前言
隨著科學技術的高速發展,生產力不斷提高,資源和環境問題被日益關注。資源枯竭問題是涉及到環境、經濟、政治和安全的綜合性問題,越來越多的國家和政府把節能降耗作為推動經濟轉型的重要措施[1]。據統計,2017年中國制造業能耗占總能耗的55.65%[2]。數控機床是制造產業工作母機,設備體量巨大,是制造業能耗的重要方面,同時也是造成環境污染的重要組成部分。國內外學者已開展相關研究,且數控機床技術進步沿節能降耗方向發展已經形成了全球共識[3-6]。
2020年我國齒輪產品規模達2 800億元,位居世界第一。其中大型齒輪是大型艦船、大功率發電機組和重型工程機械等戰略裝備的基礎零件[7]。重型數控銑齒機床作為大型齒輪加工的關鍵裝備[8],與普通數控機床相比有著運動質量大、行程長、能耗高的特點。文獻[9]研究了機床產品生命周期(設計-生產-運輸-使用-回收)各個階段對環境能耗的影響程度,發現機床使用階段對環境能耗的影響占比高達90%以上。使用階段的能耗主要是由加工過程引起的,因此研究基于NC程序的重型數控銑齒機床加工過程能耗預測是機床實現節能降耗的理論基礎。
數控機床加工過程的能耗預測研究可以歸納為3類:(1)基于能量傳遞過程的機制建模預測;(2)基于智能算法的數據建模預測;(3)基于NC程序的建模預測。第一類研究,劉飛等人[10-11]分別考慮機電主傳動系統和變頻主軸系統復雜的載荷損耗功率,基于能量流方法建立了主傳動系統的功率方程,為整機能耗預測提供了理論基礎。謝俊等人[12]在此基礎上分析機床運行過程時段能耗特性,提出整機能量效率預測方法,預測精度達到90%以上。這類能耗預測方法精確地描述了能量損耗過程,為能耗建模提供了理論基礎,但是涉及的參數眾多,很難實現加工現場的直接應用。第二類研究,文獻[13-14]應用神經網絡技術建立關于加工參數的能耗預測模型和成本模型。 LI等[15]建立以加工質量、加工參數和能耗的多目標函數模型,并提出了TLBO智能優化算法,實現了能耗的加工質量協同控制研究,達到了一定的效果。RAUNAK等[16]在有效收集和處理機床數據的基礎上,開發基于高斯回歸的能耗預測模型。此類能耗預測精度需要龐大的數據作為研究基礎。第三類研究,HE 等[17]提出基于NC加工程序的能耗預測方法,解決工藝規劃問題。王泓暉等[18]提出基于NC程序的能耗預測,但在機床部件功率擬合的過程中沒有考慮到負載對主軸功率的影響。LUAN 等[19]也針對刀具路徑和能耗的關系提出能耗優化方法。重型數控銑齒機床切削過程和普通通用機床相比具有多刃斷續切削和變切削厚度的特點,屬于比較典型的非自由強力銑削,銑削過程中功率不穩定和變化大,功率結構和普通機床存在不同。此外,重型數控機床啟動時間長,在能耗分析中應當著重考慮。因此,上述文獻中的能耗建模方法還不能完全適用在重型成形銑齒機上。
綜上所述,機床能耗預測的研究取得了一定的成果,但涉及到重型銑齒機床的很少。針對以上問題,本文作者提出基于NC程序的重型齒輪成形機床能耗預測方法。首先,分析機床部件能耗特性,對加工過程能耗部件進行分類;之后,關聯加工程序和能耗,預測機床總能耗;然后,驗證模型的預測精度和可靠性;最后,研究機床型號給節能潛力帶來的影響,為下一步的研究提供理論基礎。
1 重型數控銑齒機床能耗框架分析
數控銑齒機床結構復雜,能耗源眾多。在加工過程中,不同運行狀態下功率變化顯著,在NC程序段,每個工步執行過程中的功率變化明顯。為簡化分析,把加工過程中的機床狀態按照能量消耗方式劃分為負載相關功率和非負載相關功率,其中負載相關功率是因為切削而額外增加的功率,非負載相關功率是不隨切削狀態變化的空載功率,具體細分結構如圖1所示。
(1)非負載相關功率
非負載相關功率的各個能耗組件主要包括以下6個部分:待機組件、主軸組件、進給軸組件、液壓組件、潤滑組件和其他輔助組件。待機狀態功率組件包括:照明部件、空調(或風扇)部件和數控系統面板等。
(2)負載相關功率
負載相關功率主要包括去除材料功率和切削附加功率,切削附加功率是指數控機床因去除材料相對于空載狀態而增加的功率。
2 重型數控銑齒機床能耗建模
2.1 機床整體能耗計算方法
基于各個組件功率狀態的劃分并以NC程序的單位行為中心,實現零件加工過程的能耗估算。如公式(1)—(4)所示:
ETotle=[Cs×P]T×T
(1)
式中:ETotle為零件在加工過程中的總能耗。
P=[P1P2…Pn]T
(2)
式中:Pn表示第n個功能部件功率。
T=[t1t2…tm]T
(3)
式中:tm表示運行第m行代碼所需的時間。
(4)
式中:Cmn表示第n個部件在第m行代碼中狀態,“1”為開啟狀態,“0”為關閉狀態。
NC程序中有機床運動坐標、運動速度、切削參數、切削時間和工藝過程等重要信息。首先,逐行讀入加工程序,獲取加工過程信息參數;然后,運用正則表達式根據指令特征匹配部件運行狀態,指令特征如表1所示;最后,計算每行加工程序能耗值和,疊加后得到零件加工總能耗值,圖2所示為該方法的流程。
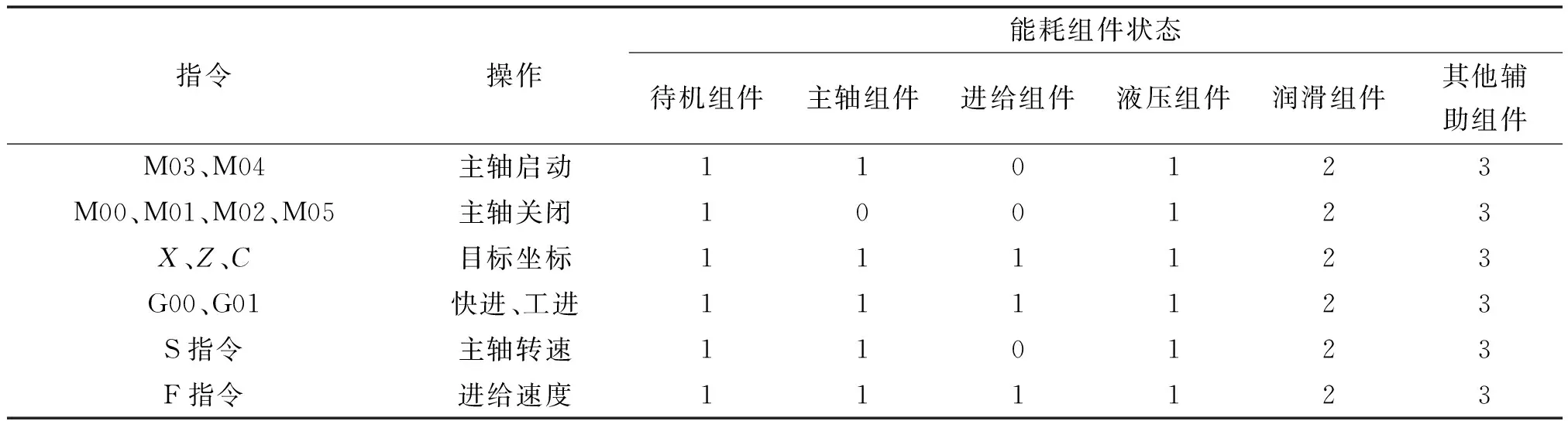
表1 指令特征Tab.1 Instruction feature
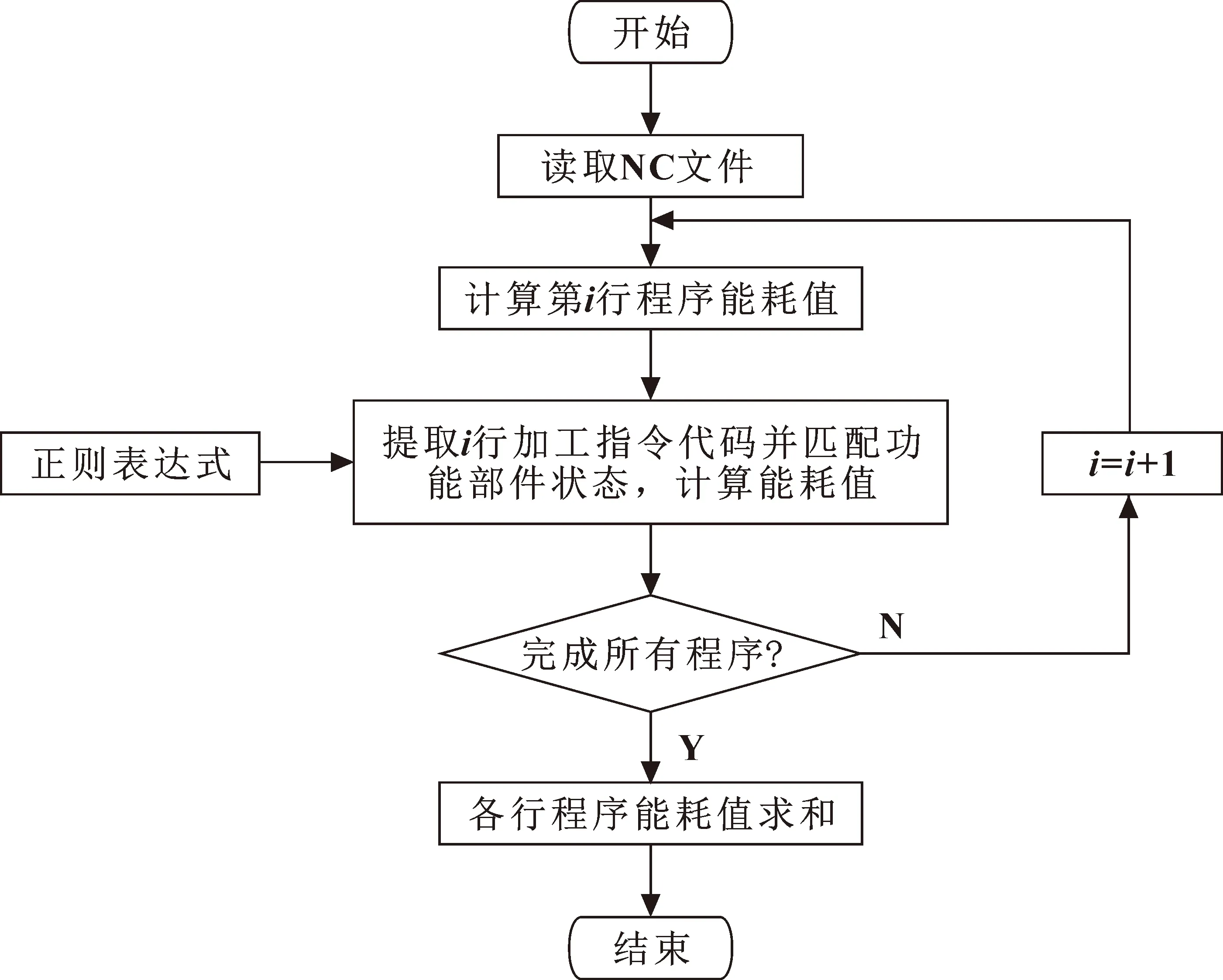
圖2 基于NC程序能耗預測方法流程Fig.2 Flow of energy consumption prediction method based on NC program
注:“1”為開啟狀態,“0”為關閉狀態,“2”表示間歇工作,“3”表示根據實際情況確定。其他輔助系統是數控機床以外的外圍輔助系統,比如排屑機和油冷機等。
2.2 主軸組件能耗建模
主軸部件為加工提供主運動,是速度最高的相對運動,所以消耗的能量最大。根據是否存在切削負載可以分為空載狀態和負載狀態。
如圖3所示,主軸處于空載狀態時負載相關功率視為0,當主軸處于負載切削狀態時主軸部件能耗可以表示為
ESpindle=EOff-Load+EMRR+EAdd
(5)
式中:EOff-Load表示主軸空載能耗;EMRR表示去除材料能耗;EAdd表示切削附加能耗。
2.2.1 主軸空載能耗建模
主軸非負載相關功率為轉速的多項式擬合函數[20]。文中采用高斯擬合(Gaussian Fitting)[16],高斯擬合是運用高斯函數對數據點進行函數逼近的擬合方法[21]。高斯擬合和多項式擬合的不同點在于多項式擬合是用冪函數系,而高斯函數是用高斯函數系。此外,用高斯擬合還能使能耗值積分計算簡單快捷和使擬合整體準確度提高。因此主軸非負載功率可以表示為
POff-Load=ae-(n-b)2/(2c2)+PStart
(6)
則能耗表示為

(7)
式中:n表示主軸轉速,r/min;a、b和c為實常數;td和te表示主軸在轉速n時的開始時間和結束時間。
重型機床的主軸部件運動質量大,啟動時間更長,因此主軸啟動能耗不可忽視。文獻[22]中充分考慮了數控機床主軸部件啟動能耗,在重型機床中啟動能耗對能耗預測的整體準確度影響更明顯,應當充分考慮。通過采集的功率數據發現,機床啟動階段功率峰值和啟動時間隨設定主軸轉速的增大而增大,并在主軸轉速達到設定值時功率值驟減并趨于穩定狀態。因此,主軸啟動階段的能耗和主軸轉速存在正相關,能耗值可以表示為設定轉速的一次函數。重型銑齒機床主軸啟動能耗EStart可表示為
EStart=f(n)
(8)
2.2.2 去除材料能耗建模
一般的加工中心或銑床的MRR(材料去除率)計算簡單,通常表示為銑削寬度、銑削深度和加工長度的積。但在成形銑削齒輪加工過程中,由于加工形狀的不規則,使齒輪加工材料去除率的計算存在一定難度。因此,文中提出齒輪成形銑削在任意切削深度下的材料去除率計算方法。
首先,將一定切削深度下的成形銑削假設為標準齒輪的一刀成形,則假設的標準齒輪的齒高為切削深度即:
ap=h
(9)
因為
d=m(Z+2)
(10)
所以
Z=d/m-2
(11)
則單個齒的材料去除體積為
(12)
式中:d為毛坯直徑,mm;daverage表示齒輪平均圓直徑;B表示齒輪齒寬,mm;h表示全齒高,mm;Z表示假設標準直齒齒輪齒數。
(13)
式中:δMRR表示材料去除率,mm3/s;F表示切削進給速度,mm/min。
(14)
PMRR=ESEC×δMRR
(15)
式中:ESEC表示切削比能耗,一般情況下切削比能耗可根據材料的類型查詢手冊得出。同時,也可以根據材料的單位切削力計算,即通過切削試驗直接獲取:
(16)
式中:vc表示切削速度,m/s;VRemoval表示去除材料的體積,mm3;t為材料去除時間,s;Fx和Fy為切削力,N。
2.2.3 切削附加能耗建模
切削附加功率在文中被定義為:由于切削帶來的額外負載,使各個能耗部件能耗增加但不包括去除材料功率的值。文獻[23]提出可以將主軸切削附加能耗表示為材料切除率的二次函數,如下式所示:

(17)
(18)
式中:PAdd表示切削附加功率值,kW;t0和t1分別表示單位齒加工的開始和結束時間,s。
2.3 進給軸組件能耗建模
進給軸部件能耗與進給軸質量和正相關[24]。機床進給軸部件功率大小主要和進給速率以及進給軸上的質量密切相關。在齒輪成形加工機床上,進給軸上的質量一般為定值,所以進給軸部件能耗表示為進給速度的擬合函數:
(19)
PFeed=f(F)
(20)
式中:EFeed表示進給軸能耗,kW;F表示進給軸進給速度,mm/min。
2.4 其他軸組件能耗建模
待機組件、潤滑組件、液壓組件和其他輔助組件的功率和負載無關。待機組件功率可以根據測試機床的待機功率平均值直接確定;潤滑組件為周期性潤滑,由獨立的潤滑泵構成,因此可以根據加工時間確定,如公式(21)所示。液壓組件的作用是維持機床正常工作,加工過程中功率變化很小,可以直接通過試驗測量得到。其他輔助組件功率,比如油冷系統、排屑系統等和負載無關的外圍設備均可通過直接測量得到。
(21)
式中:ELubrication表示總潤滑能耗,kW·h;ES-Lubrication表示一次潤滑能耗,kW·h;t表示加工總時長,s;T表示潤滑周期,s。
3 能耗預測方法的實現
3.1 機床功率數據的獲取
加工過程中功率采集系統以福祿Norma 4000多功能功率分析儀為主,測點如圖4所示。采用標準的三相四線制,電流互感器和電壓測量端口均連接在機床電氣控制柜中,功率計測得電參數后通過RS-232通信接口傳輸到PC計算機端,實現功率的實時查看和導出,如圖4所示。采樣頻率為100 kHz,數據每40 ms記錄一次。
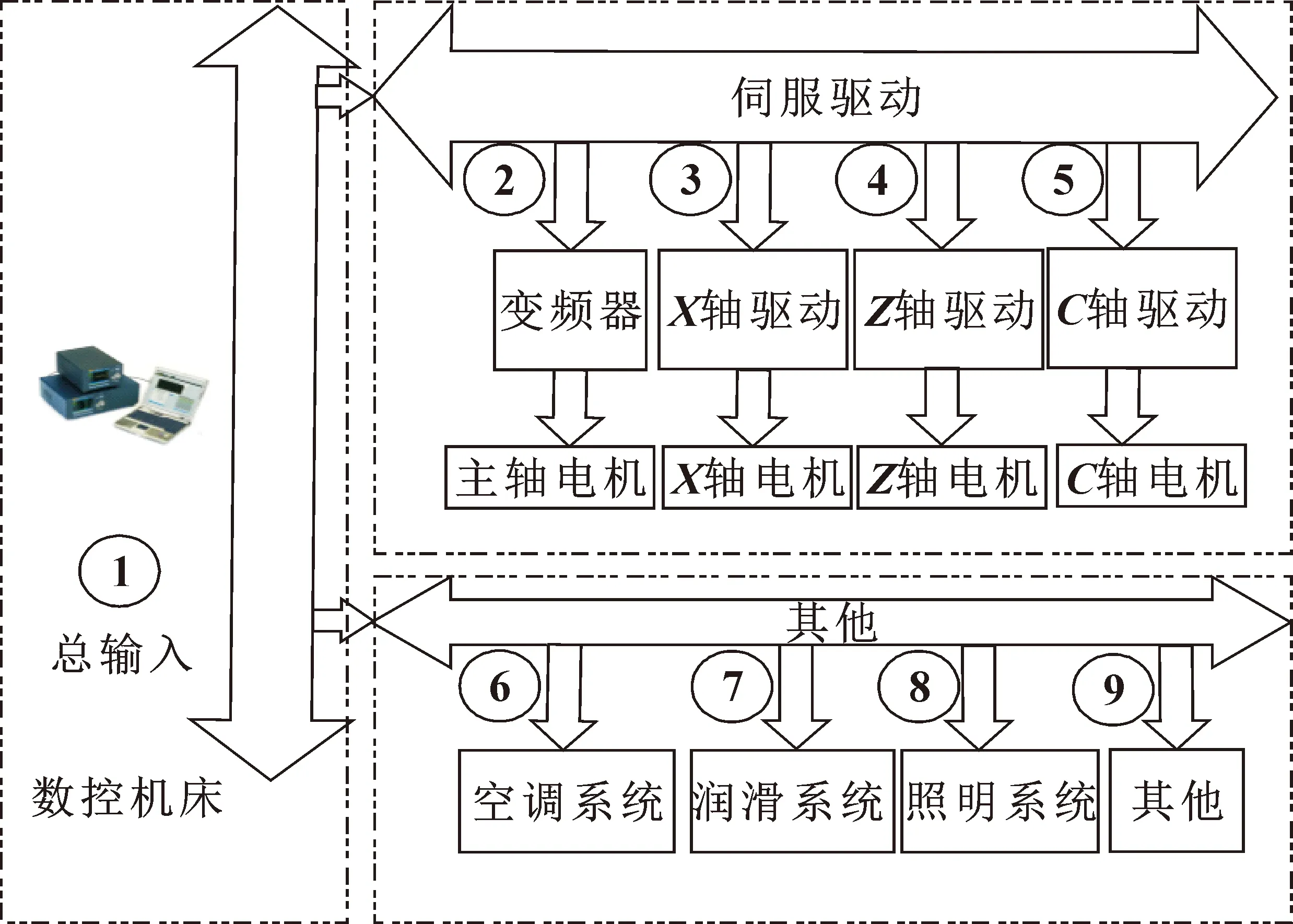
圖4 機床功率測點位置示意Fig.4 Schematic of machine tool power measuring point
3.2 能耗預測程序的實現
能耗預測程序流程如圖5所示,由MATLAB軟件實現對NC程序的判斷讀取和計算。首先運用正則表達式對程序的R參數進行識別和讀取,根據加工程序實現刀軌軌跡的模擬;然后根據刀軌的運動類別和運動參數計算運動功率和運動時間;最后代入各個部件功率擬合函數獲得加工能耗,疊加后得到總的加工過程能耗,從而實現不同齒輪參數和加工工藝參數下的重型數控銑齒機床加工過程能耗預測。
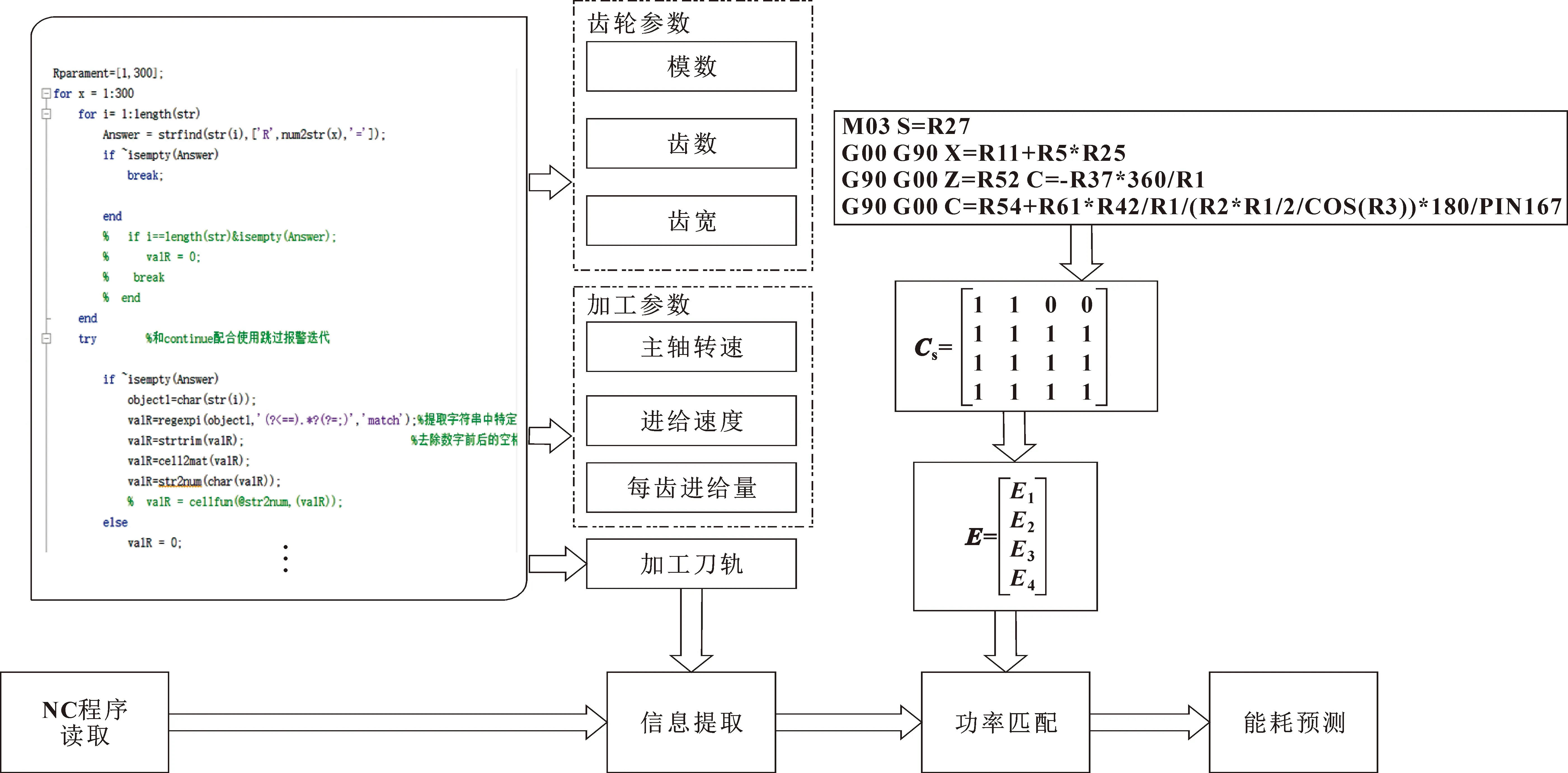
圖5 基于NC程序的重型數控銑齒機能耗預測流程Fig.5 Energy consumption prediction flow of heavy-duty CNC gear milling machine based on NC program
4 加工試驗和結果分析
4.1 試驗環境
齒輪成形銑削加工試驗在高速銑齒機1(SKXC-2000/20)和高速銑齒機2(SKXC-2000/45)型數控高速銑齒機上進行,銑削標準漸開線直齒圓柱齒輪。機床的機械運動結構主要由主軸、徑向進給X軸、縱向進給Z軸和回轉工作臺C軸構成,如圖6所示。
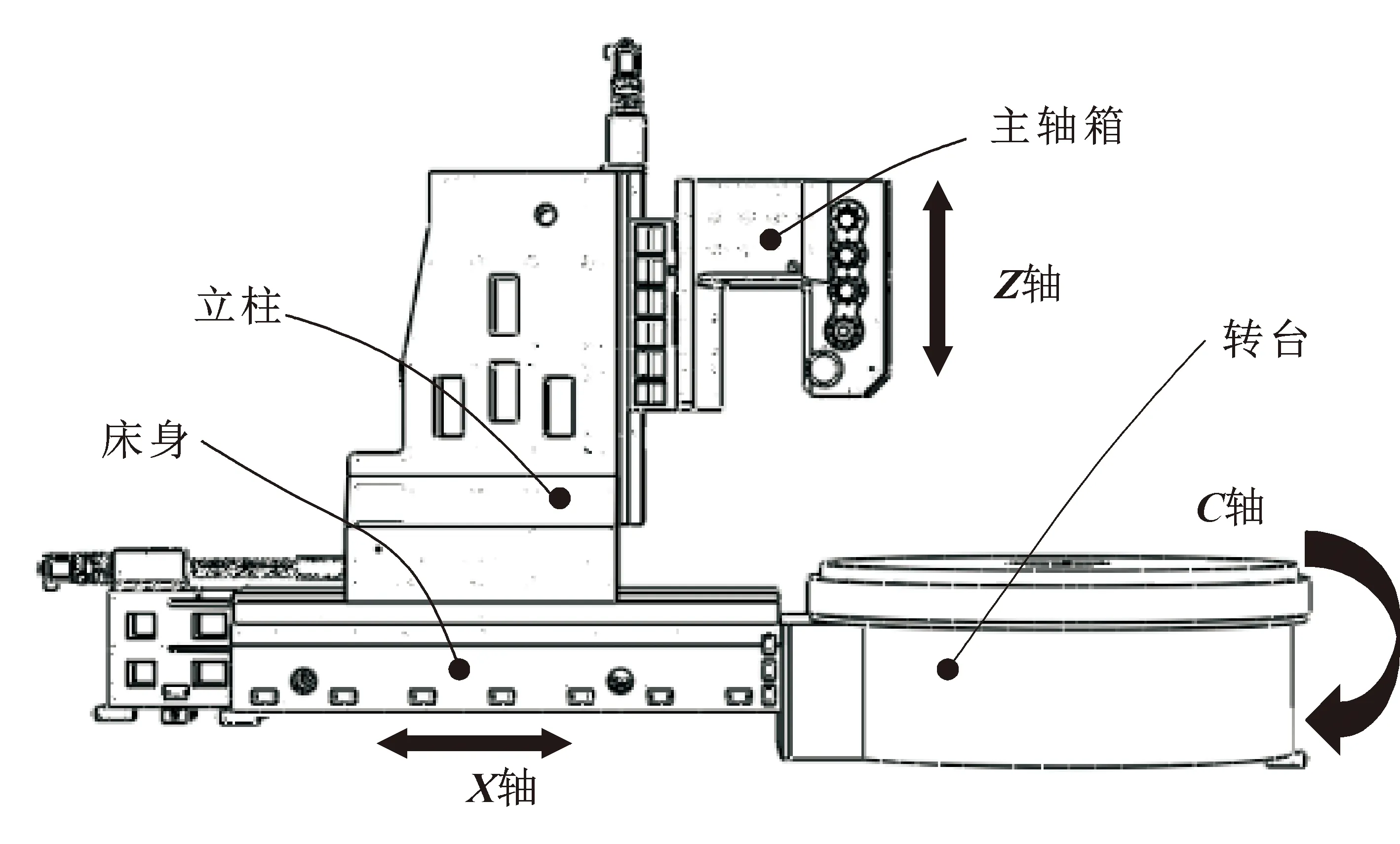
圖6 SKXC-2000型數控高速銑齒機結構Fig.6 Structure of SKXC-2000 CNC high-speed gear milling machine
在機床非急停狀態下,高速銑齒機每間隔40 s對機床X/Z軸進行10 s的潤滑,同時也可以通過手動方式啟動潤滑系統;排屑系統根據實際需要隨時啟閉排屑機;液壓系統隨機床主系統的開啟而開啟;切削冷卻方式采用噴霧冷卻;油冷機通過油溫自動控制,處于加工狀態時,啟閉狀態規律循環出現。
試驗環境和功率采集如圖7所示。其他試驗參數見表2。
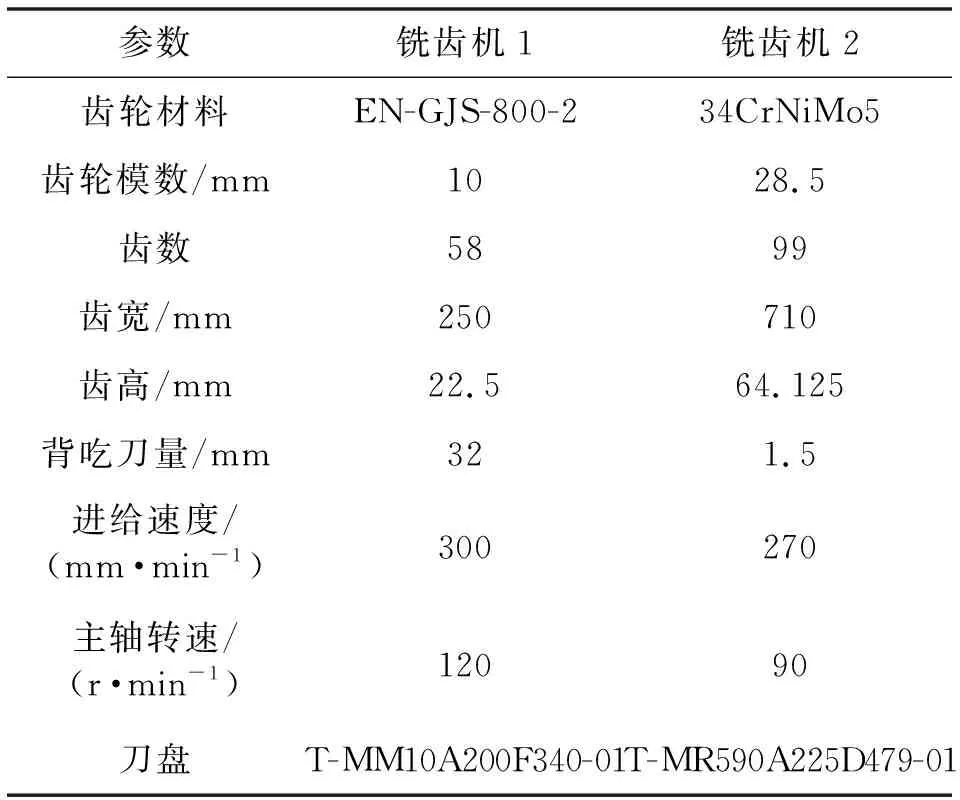
表2 其他試驗參數Tab.2 Other test parameters
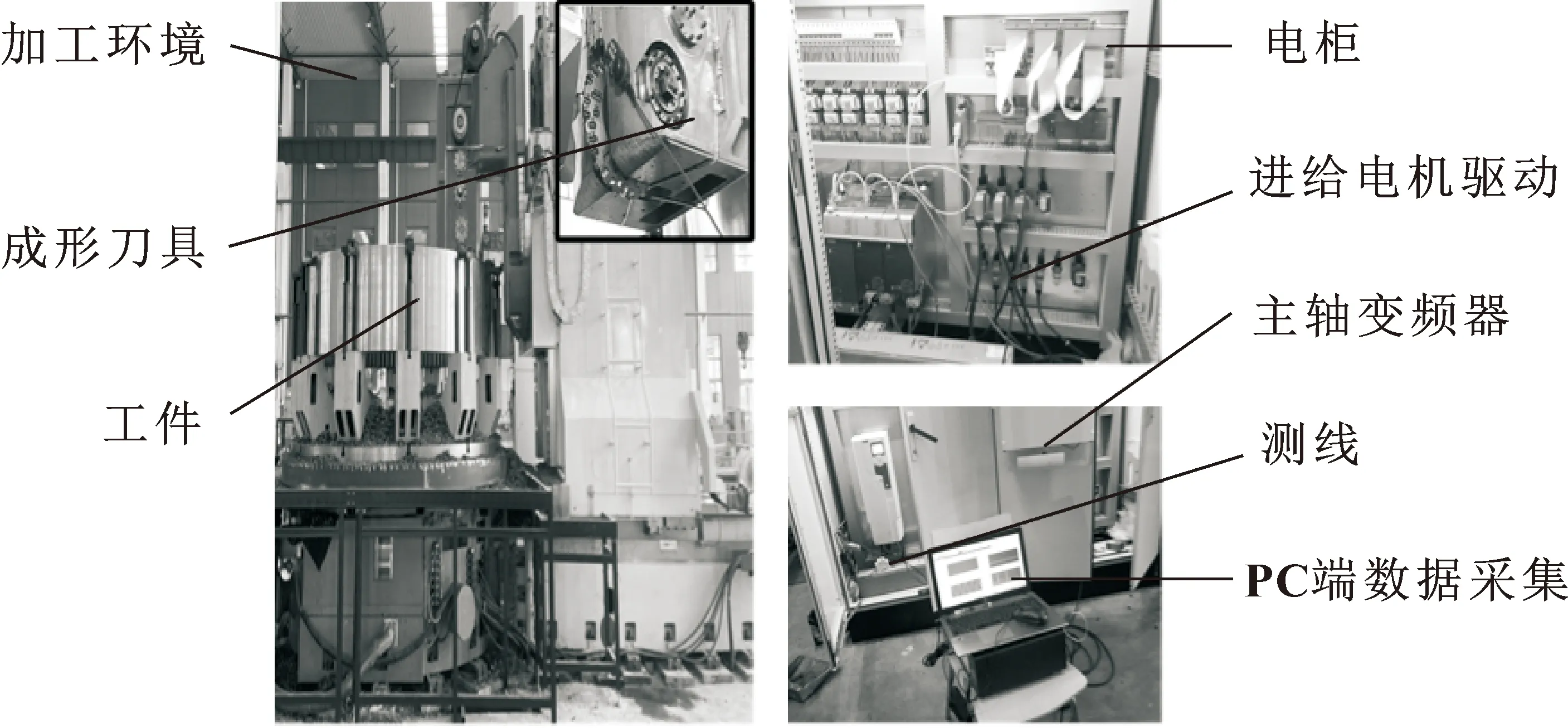
圖7 試驗主要設備Fig.7 Main equipment of the experiment
4.2 高斯函數曲線擬合
根據第4.1節的功率測試方法進行試驗數據庫數據的收集,并對試驗數據進行高斯函數曲線擬合,高斯函數曲線擬合能夠最大程度保證擬合函數的整體精度。各個擬合函數結果如圖8—10所示。
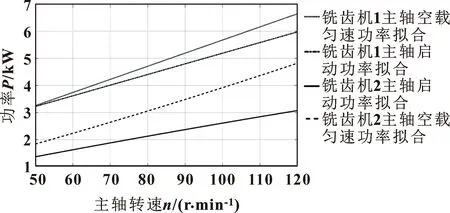
圖8 主軸功率擬合Fig.8 Spindle power fitting
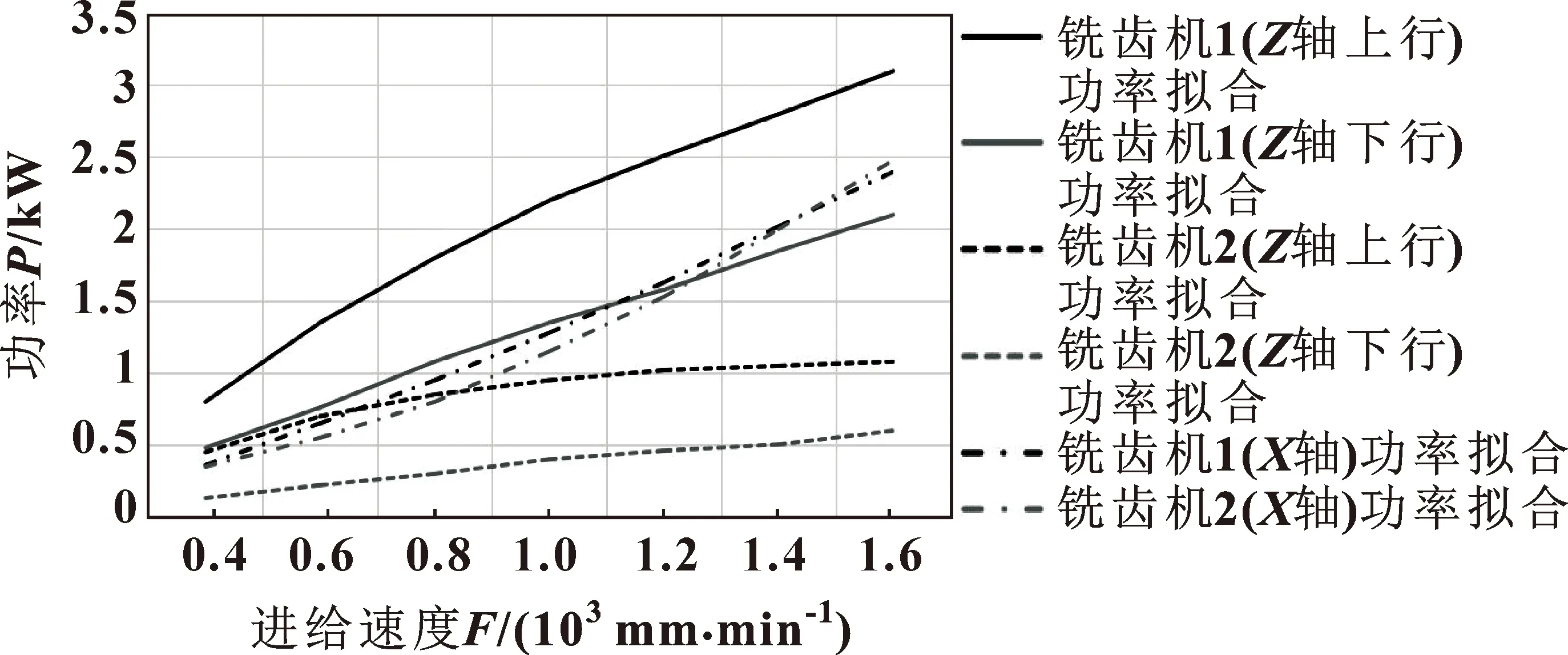
圖9 進給軸功率擬合(X軸和Z軸)Fig.9 Feed shaft power fitting (X-axis and Z-axis)
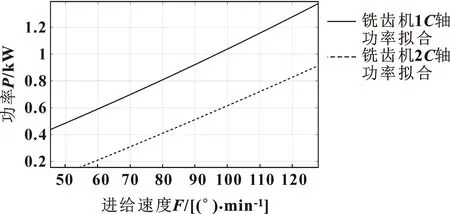
圖10 進給軸功率擬合(C軸)Fig.10 Power fitting of the feed shaft(C-axis)
通過功率擬合函數結果可知:擬合函數的R2值均在0.99以上,這表明擬合函數的擬合結果達到了較好的效果,能滿足銑齒機能耗預測的精度。
使用圖5所示的能耗計算程序,由MATLAB軟件實現對NC程序的判斷和讀取,采用正則表達式對程序的R參數進行識別和讀取,根據加工程序實現刀軌軌跡的模擬;然后由刀軌的運行距離和進給速度計算運動時間;最后代入各個部件功率擬合函數獲得加工能耗,疊加后得到零件加工能耗。能耗計算程序實現了輸入齒輪參數、加工參數以及輸出能耗值的功能。銑齒機1單個齒功率實際值和預測值如圖11所示;銑齒機1和2的能耗實際值、預測值和誤差如表3所示。分析結果驗證齒輪能耗預測的精度在95%以上,具有較好的預測精度。
4.3 結果分析
根據能耗預測程序統計出各個能耗部件能耗分布,2組預測數據如圖12—13所示。圖中給出了機床動力結構總能耗值以及各動力部件占總能耗的百分比,可知:銑齒機1和銑齒機2在能耗分布上有很大的不同,主要體現為切削能耗和主軸能耗的區別。導致這種結果的主要原因為:銑齒機1的材料去除率遠遠大于銑齒機2;銑齒機1的主軸電機規格參數較銑齒機2更大。因此,機床規格和材料去除率對機床能耗特性影響較大。
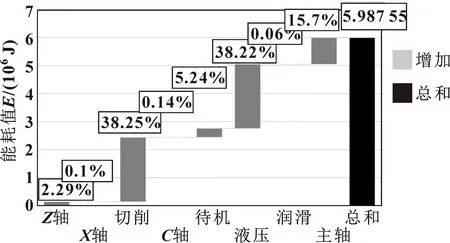
圖12 銑齒機1能耗分布Fig.12 Energy consumption distribution of gear milling machine 1
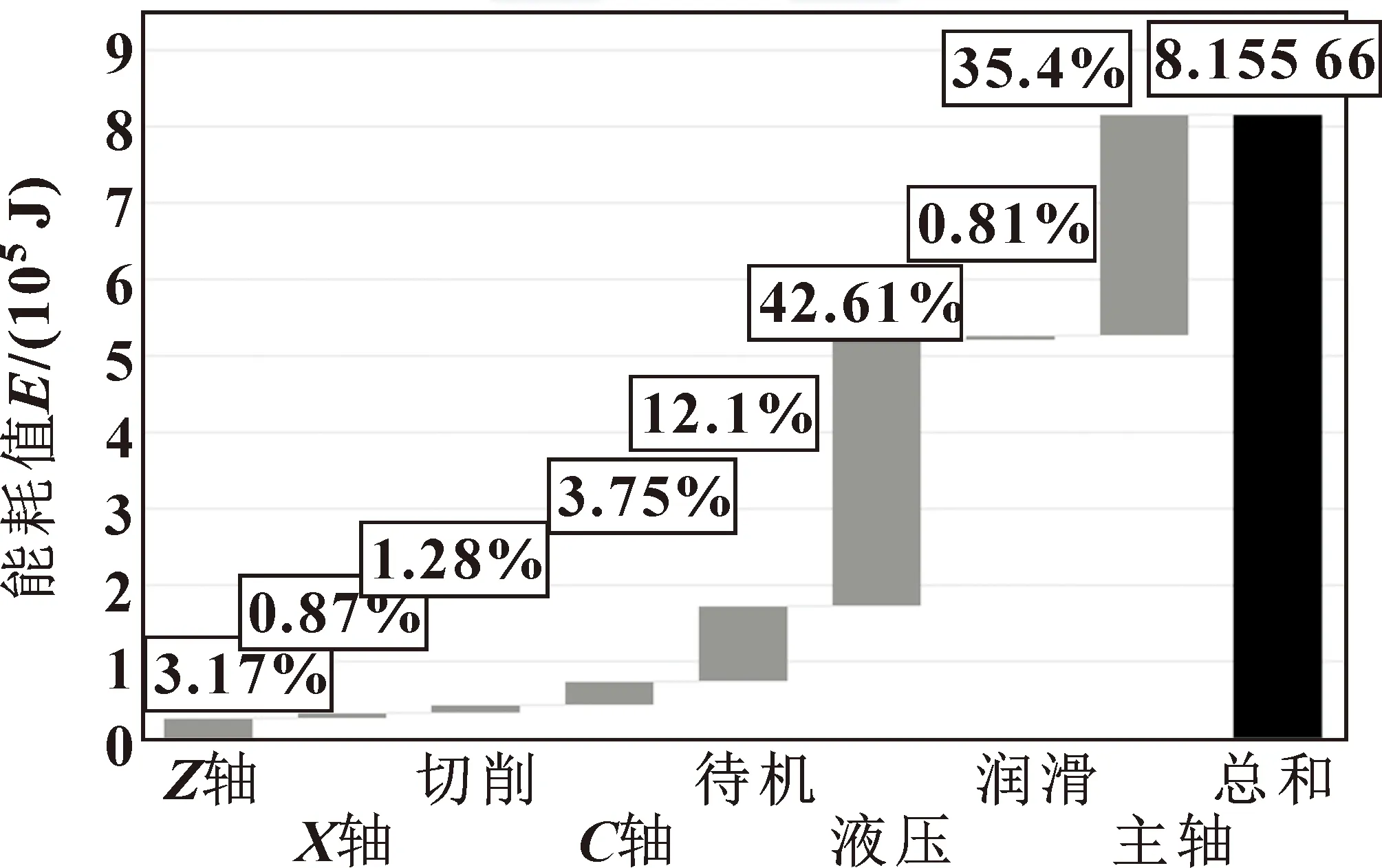
圖13 銑齒機2能耗分布Fig.13 Energy consumption distribution of gear milling machine 2
為進一步探究重型齒輪加工機床型號對能耗的影響,分別提高試驗中銑齒機1和2的切削進給速度,即銑齒機1和2的進給速度F1=330 mm/min、F2=297 mm/min,齒輪能耗預測值如表4所示。
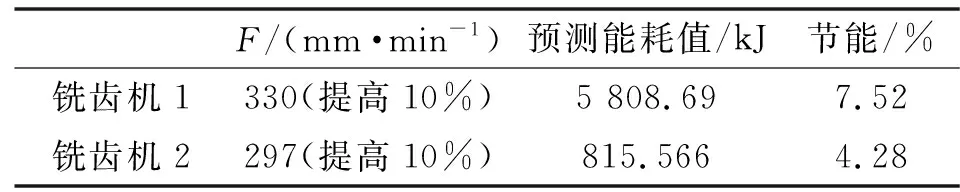
表4 能耗預測值Tab.4 Predicted energy consumption
由表4可知:當銑齒機1和2的進給速度均提高10%時,銑齒機1的節能百分比更高。因此,重型機床隨著型號的增大,其切削參數對能耗的影響越大,即節能潛力更大。針對重型機床銑齒機,合理控制切削參數所表現的能耗優化效果相比較普通機床更加明顯。
5 結束語
提出基于NC程序的單位齒能耗和齒輪成形機床能耗預測方法,該方法以加工過程中每行NC程序為中心,以ETotle矩陣為計算方法,憑借著矩陣可以靈活、準確表達機床各個操作指令,依次推算每行程序能耗值并疊加,直接獲取零件加工能耗;并根據該方法開發成形齒輪加工能耗估算程序,實現了輸入齒輪參數和加工參數、輸出能耗值的功能。結果顯示預測模型預測精度在95%以上,表明了該方法的可行性,具有較廣闊的應用前景。
在試驗的2臺高速銑齒機上分別提高10%的進給速度,分別節能7.52%和4.28%,結果表明:重型機床型號越大,節能潛力越大。后續要進一步探究切削參數和機床能耗的關系,精準評估切削參數對重型數控機床的影響,從而優化機床整體能耗。