基于LabVIEW的軸承表面缺陷檢測系統(tǒng)研究
2023-12-06 12:27:20謝凌峰
湖州師范學(xué)院學(xué)報 2023年10期
謝凌峰,王 娟
(1.湖州師范學(xué)院 工學(xué)院,浙江 湖州 313000;2.溫嶺鐳昊光電有限公司,浙江 溫嶺 318000)
0 引 言
隨著工業(yè)水平的不斷發(fā)展,工業(yè)機械設(shè)備逐漸走向自動化、精密化[1].軸承是機械設(shè)備不可或缺的部分,機械設(shè)備所有可動部位都需要軸承的支撐.軸承還可以降低機械設(shè)備的摩擦損耗,一個好的軸承有助于機械設(shè)備的正常運行[2].因此,在工業(yè)生產(chǎn)中對軸承進行表面缺陷檢測,以保證軸承的生產(chǎn)質(zhì)量顯得尤為重要.
在工業(yè)生產(chǎn)中,大部分軸承生產(chǎn)企業(yè)都是采用人工檢測的方式對軸承的生產(chǎn)質(zhì)量進行檢測的.但人工檢測存在以下幾個問題:檢測效率低、檢測成本高、誤檢率和漏檢率高、檢測結(jié)果易受檢測工人的主觀情緒影響等[3].為解決這些問題,國內(nèi)外學(xué)者對機器視覺技術(shù)運用于軸承表面缺陷檢測做了許多研究,并取得了不錯的研究成果.谷明皓以LabVIEW為軟件平臺,利用改進的RANSAC圓檢測方法對5種不同軸承表面的缺陷進行檢測,檢測準確率高達99%[4];段志達以Matlab為軟件平臺,研究一種新型的Canny軸承表面缺陷檢測方法,以提高軸承表面缺陷檢測的精度[5];趙明設(shè)計了一套基于SFCS-YOLOv3的軸承表面缺陷檢測系統(tǒng),以代替人工目測分揀,該系統(tǒng)的檢測準確率為97.5%[6].本文將機器視覺技術(shù)與LabVIEW結(jié)合,以NI Vision Assistant為工具,設(shè)計一套軸承表面缺陷檢測系統(tǒng).該系統(tǒng)利用閾值分割方法識別軸承表面的劃痕缺陷,并利用輪廓分析方法識別軸承表面的倒角缺陷.軸承表面的劃痕缺陷和倒角缺陷見圖1.經(jīng)實驗驗證,該系統(tǒng)的識別準確率高達96%,可以滿足工業(yè)生產(chǎn)軸承表面缺陷檢測的需要.
1 檢測系統(tǒng)硬件設(shè)計
1.1 檢測系統(tǒng)硬件結(jié)構(gòu)
本文設(shè)計的基于LabVIEW軸承表面缺陷檢測平臺,是一個典型的機器視覺平臺,其平臺的硬件組成為:工業(yè)相機、鏡頭、光源和PC.其中,工業(yè)相機和鏡頭可以實現(xiàn)對檢測目標的圖像采集,光源可以為圖像采集提供良好的光照環(huán)境,PC可以存儲工業(yè)相機拍攝到的數(shù)字圖像[7].本文的檢測系統(tǒng)硬件結(jié)構(gòu)見圖2.
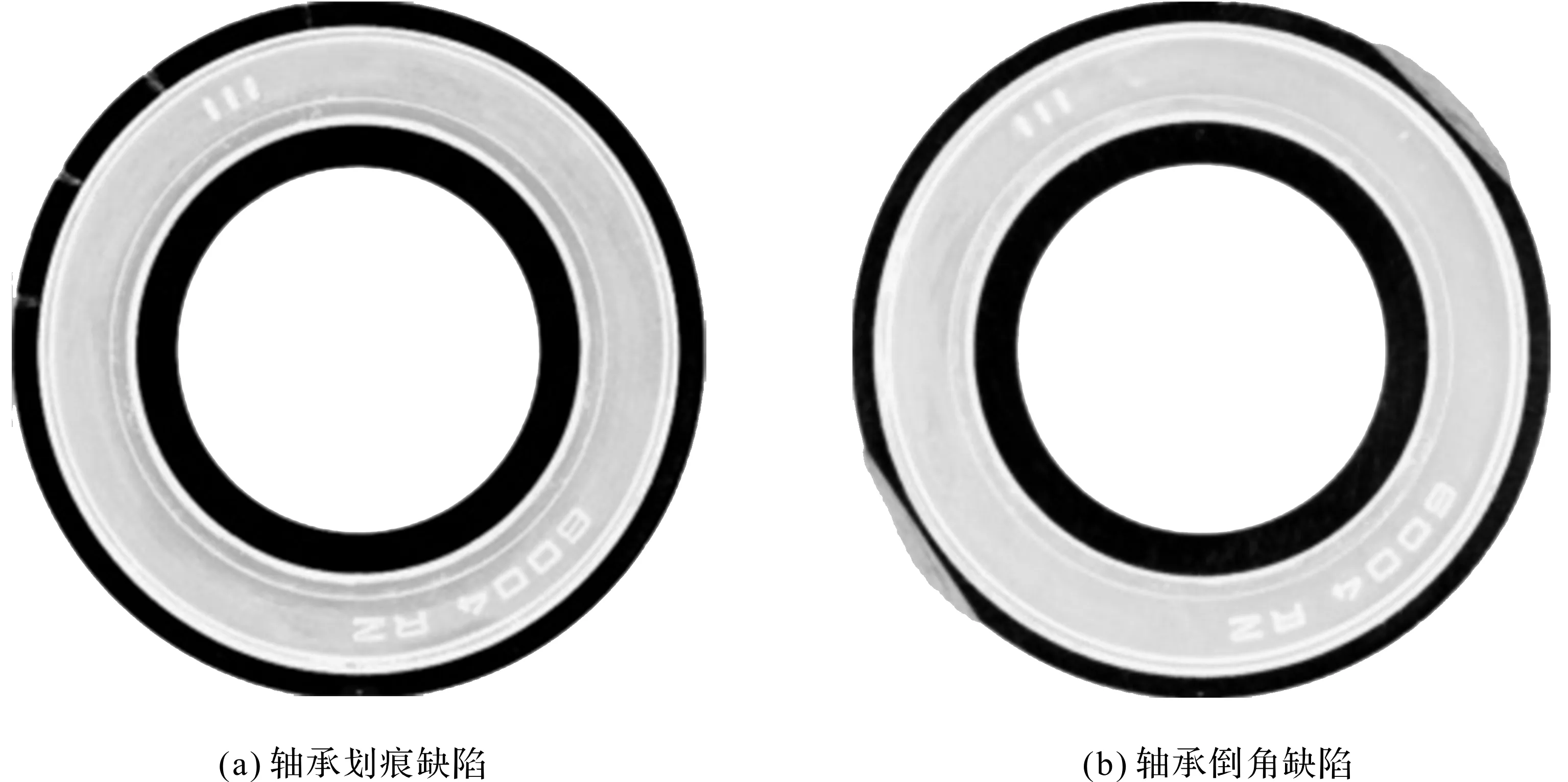
圖1 軸承生產(chǎn)中的常見缺陷
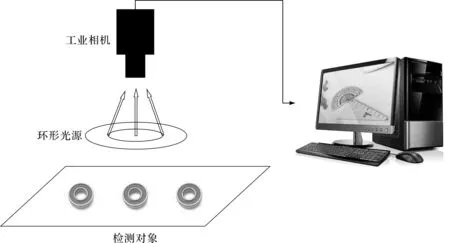
圖2 檢測系統(tǒng)硬件結(jié)構(gòu)
1.2 工業(yè)相機
工業(yè)相機是機器視覺系統(tǒng)的一個關(guān)鍵組件,其最本質(zhì)的功能就是將光信號轉(zhuǎn)變成有序的電信號.工業(yè)相機的選型要綜合考慮相機安裝的位置至檢測物體的距離(工作距離)、檢測物體的面積(視場)、最小特征的尺寸、最小特征的像素數(shù)等[8].本文檢測的軸承型號為6004 RZ,其直徑為42 mm,且相機拍攝出來的軸承圖像比軸承面積稍大,因此選取的視場面積FOV為:50 mm×50 mm.本文設(shè)定軸承檢測精度L為0.05 mm,由此計算出相機在X方向的系統(tǒng)精度Lx為:
(1)
相機在Y方向的系統(tǒng)精度Ly為:
(2)
本文選取型號為MV-CS050-10GM的工業(yè)相機.該型號相機的分辨率為2 448×2 048 pixcel,像元尺寸為3.45 μm×3.45 μm,靶面尺寸為2/3,數(shù)據(jù)接口為GigE,可以滿足缺陷檢測的需要.
1.3 工業(yè)鏡頭
在機器視覺中,鏡頭的主要作用是將檢測目標成像在圖像傳感器的光敏面上[9].已知視場范圍為50 mm×50 mm,工作距離為200 mm,相機像素為2 448×2 048 pixcel,像元尺寸為3.45 μm×3.45 μm.由此計算出鏡頭的CCD水平尺寸lx為:
lx=2 000 pixel×3.45 μm=6 900 μm=6.9 mm;
(3)
鏡頭的CCD垂直尺寸ly為:
ly=2 000 pixel×3.45 μm=6 900 μm=6.9 mm;
(4)
鏡頭的焦距f為:
(5)
本文選取型號為MVL-MF2528M-8MP的鏡頭,該型號鏡頭的焦距為30 mm,畸變只有0.01%,完全滿足缺陷檢測的需要.
1.4 光源
光源是機器視覺中非常重要的部分,合適的光源能夠增強圖像的成像效果,凸顯圖像特征,簡化算法,提高檢測準確率[10].本文研究的軸承面積較小,且檢測平臺的工作距離為200 mm.因此,選擇型號為MV-LRDS-H-80-15-W的環(huán)形光源作為檢測光源.該型號光源的最佳工作距離為200~300 mm,照射角度為15°,光照強度大,非常適合檢測小面積的物體.
2 檢測系統(tǒng)軟件設(shè)計
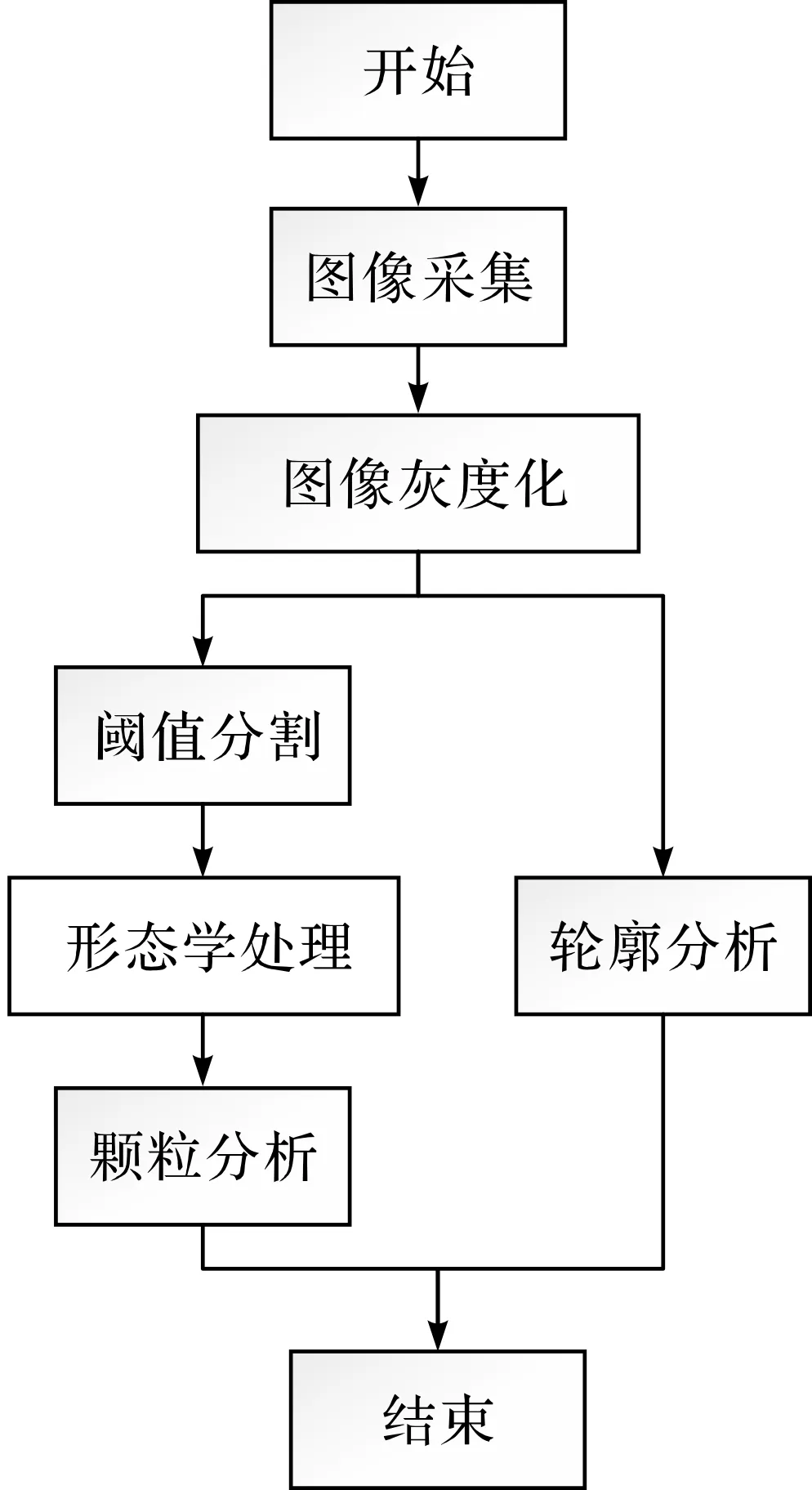
圖3 系統(tǒng)總體流程
2.1 檢測系統(tǒng)主要流程
本文設(shè)計的基于LabVIEW的軸承表面缺陷檢測系統(tǒng),主要包括以下功能:利用機器視覺平臺,完成目標圖像的采集;利用圖像灰度變化,改善目標圖像的畫質(zhì);利用圖像閾值分割,將目標圖像中不同灰度級的區(qū)域分隔開;利用圖像形態(tài)學(xué)處理,提取目標圖像中的重要信息;利用圖像顆粒分析與識別,識別目標圖像中的劃痕缺陷;利用圖像輪廓分析,識別目標圖像中的倒角缺陷.系統(tǒng)總體流程見圖3.
2.2 圖像采集
在裝有LabVIEW軟件的PC中打開Measurement and Automation Explorer(MAX),用于驗證LabVIEW是否能找到相機和獲取圖像[11].如果能夠在MAX中找到相機,就可以完成對目標圖像的采集.
2.3 圖像灰度化
通過圖像采集得到的目標圖像是一張彩色圖像,彩色圖像包含RGB 的3個顏色通道.為凸顯圖像中的重要信息,加快圖像的處理速度,需要將原彩色圖像轉(zhuǎn)換成灰度圖像.常用的圖像灰度化方法有:分量法、最大值法、平均值法、加權(quán)平均法.本文采用分量法.分量法是將原彩色圖像RGB的3個顏色通道中的任意1個顏色通道提取出來,并將它作為灰度圖像的灰度值,從而形成3種不同的灰度圖像[12].其對應(yīng)的計算公式為:
(6)
其中,fK(i,j)(K=1,2,3)為轉(zhuǎn)換后的灰度圖像在(i,j)處的灰度值.
本文分別使用R分量法、G分量法、B分量法處理目標圖像,發(fā)現(xiàn)經(jīng)過R分量法處理的目標圖像,其圖像軸承內(nèi)外圈上的信息更加清晰,故選用R分量法.圖像灰度化效果見圖4.
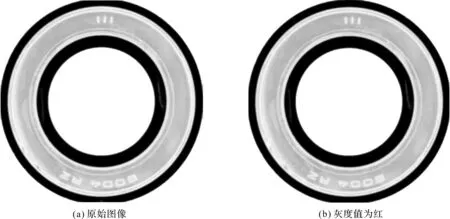
圖4 灰度化后的圖像
2.4 閾值分割

圖5 閾值分割后的圖像
圖像閾值分割(thresholding)是一種最常用的圖像分割方法,其可將圖像按照不同灰度分成兩個或多個等間隔或不等間隔的灰度區(qū)間,這對目標與背景有較強對比度的圖像分割特別有用[13].圖像閾值分割可以提高目標圖像中感興趣區(qū)域(缺陷區(qū)域)的識別.常用的閾值分割法為自動閾值分割法.對本文拍攝的軸承圖像,如果使用自動閾值分割方法,將軸承的內(nèi)外圈和劃痕缺陷劃分為一個灰度區(qū)間,將軸承蓋和圖像背景劃分為另一個灰度區(qū)間,則劃痕缺陷就無法被有效識別.因此,本文采用手動閾值分割方法,通過設(shè)置多閾值來實現(xiàn)圖像區(qū)域的劃分,以完成缺陷區(qū)域與背景的有效分割.閾值分割效果見圖5.
2.5 形態(tài)學(xué)處理
經(jīng)閾值分割后,在二值圖像中可能會留下一些不需要的信息,而形態(tài)學(xué)處理可處理圖像中不需要的信息,讓圖像變得更加平滑,從而有利于后續(xù)的圖像分析[13].
圖像的形態(tài)學(xué)處理包含多種計算形式,其中腐蝕(Erosion)、膨脹(Dilation)和擊中—擊不中(Hit-Miss)是3種最基本的形態(tài)學(xué)運算形式.通過對他們進行組合,可以進一步獲得更多組合形式的運算,如開運算(Opening)和閉運算(Closing)、內(nèi)形態(tài)梯度(Inner Gradient)和外形態(tài)梯度(Outer Gradient)運算、細化(Thinning)和加粗(Thickening)運算,適當(dāng)開(Proper-Opening)和適當(dāng)閉(Proper-Closing)運算等[14].部分圖像形態(tài)學(xué)處理效果見圖6.
采用形態(tài)學(xué)處理的目的是把目標圖像中的有效信息留下,把無效信息剔除.圖6(b)是經(jīng)過腐蝕運算后的目標圖像.從圖6(b)可見,腐蝕運算不僅剔除了原始圖像中的無效信息,還剔除了原始圖像中的部分有效信息(左邊缺陷區(qū)域的顆粒數(shù)量明顯減少).圖6(c)和圖6(d)分別是經(jīng)過開運算和適當(dāng)開運算后的目標圖像.由圖6(c)和圖6(d)可見,經(jīng)開運算處理后,右邊缺陷區(qū)域邊緣的小顆粒與整個大顆粒無法連通,這會導(dǎo)致在后續(xù)顆粒識別中將其識別為多個顆粒,但經(jīng)適當(dāng)開運算后,其目標圖像就不會出現(xiàn)上述問題.因此,本文選擇適當(dāng)開運算來對圖像進行形態(tài)學(xué)處理.
經(jīng)上述初級形態(tài)學(xué)處理后,在目標圖像上還存在著一些細小的干擾顆粒.本文運用高級形態(tài)學(xué)處理中的去除小顆粒運算來清除這些干擾因子,將面積小于30個像素值的小顆粒全部剔除.高級形態(tài)學(xué)處理效果見圖7.
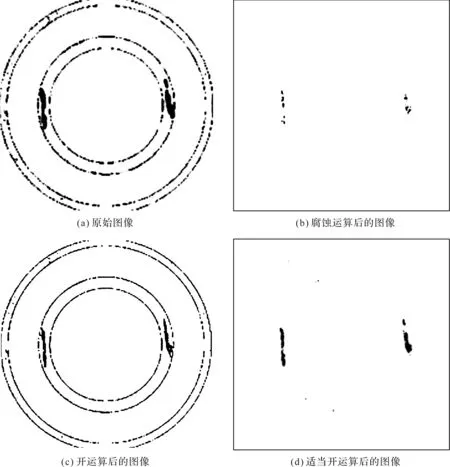
圖6 初級形態(tài)學(xué)運算后的圖像
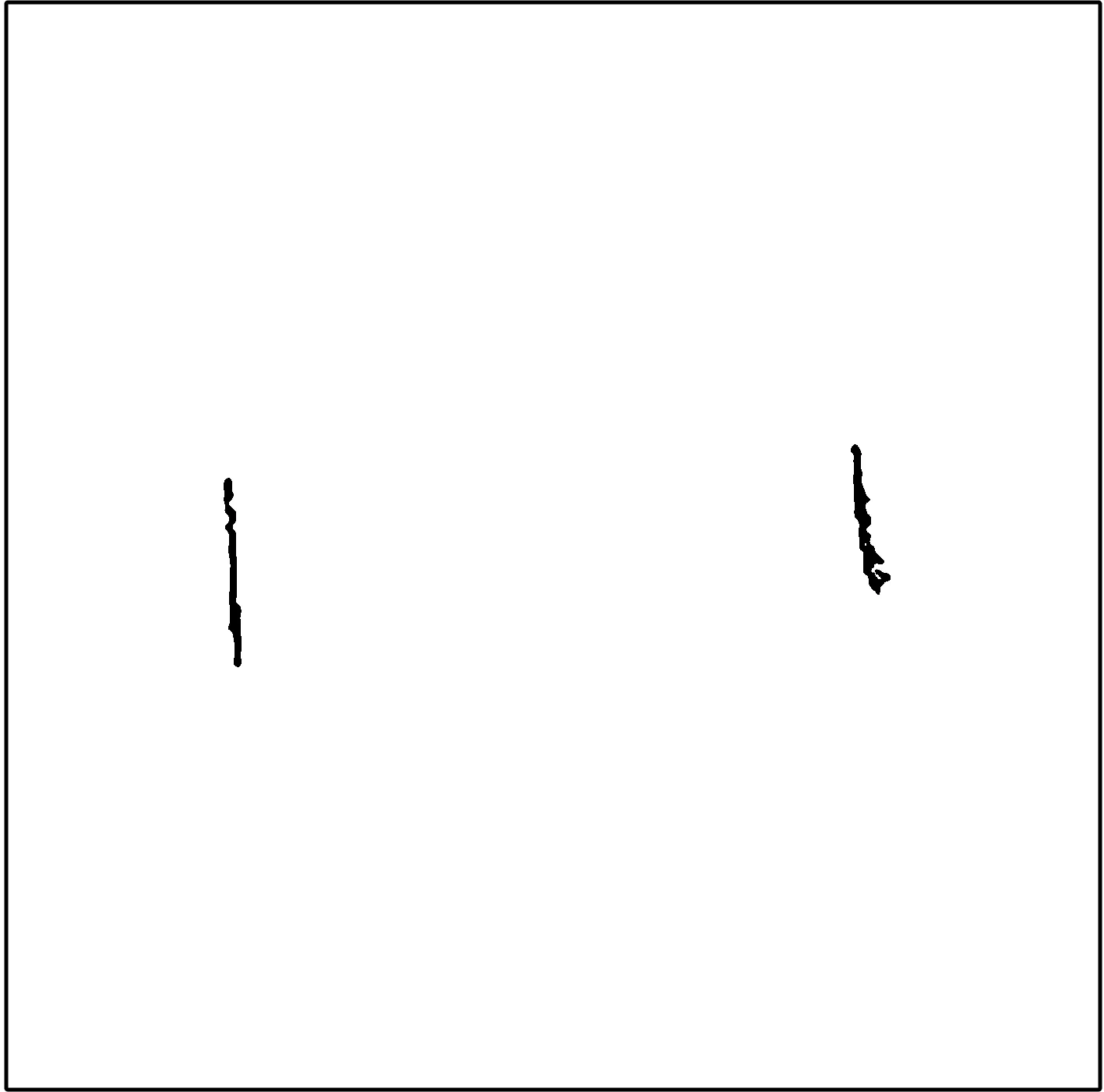
圖7 去除小顆粒運算后的圖像
2.6 顆粒分析與識別
顆粒是指圖像中相互連通的一組非零或灰度值較高的像素所構(gòu)成的區(qū)域,它既可以是實心的,也可以包含被灰度值較高的像素所包圍的一組相互連通的低灰度值孔洞[15].顆粒的連通性判斷準則分為4連通和8連通2種.4連通準則認為,像素點只要在水平或垂直方向與另一像素點相連,則這兩個像素點就為一個顆粒.8聯(lián)通準則認為,像素點只要在水平、垂直或?qū)蔷€方向與另一像素點相連,則這兩個像素點就為一個顆粒.考慮到缺陷圖像是由無數(shù)個顆粒組成的,若采用4連通準則,則很有可能會將1個缺陷誤判為2個缺陷.因此,本文采用8連通準則,其可以更加準確地識別整個缺陷的顆粒.為將檢測到的缺陷顆粒位置進行準確標記,本文采用無損圖層形式,用綠色多邊形將識別到的缺陷顆粒進行標記.其效果見圖8.
2.7 輪廓分析
輪廓(Contour)是指可以在圖像中勾勒出目標外形的一組相互連接的曲線,這些曲線由一系列目標物的邊緣點組成[16].由曲線構(gòu)成的輪廓通常會勾勒出被測目標的外形.
輪廓分析主要分為兩種比較運算:一種是與基于輪廓像素點擬合得到的理想曲線進行比較;另一種是與輪廓模板進行比較.本文采用第一種比較運算.將檢測軸承的輪廓與擬合的曲線進行對比,如果軸承輪廓上的點到擬合曲線之間的距離發(fā)生偏離,則可判定該點處存在缺陷,從而識別軸承的倒角缺陷.輪廓分析效果見圖9.

圖8 顆粒分析與識別效果圖
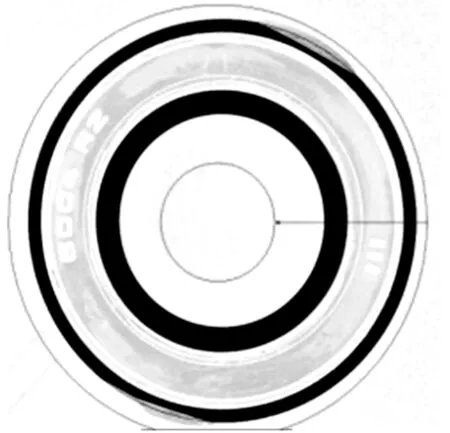
圖9 輪廓分析效果圖
3 實驗驗證
本文以NILabVIEW 2019(32位)作為軸承表面缺陷檢測系統(tǒng)的檢驗平臺,在LabVIEW的前面板上設(shè)立Source Image、Defect Image、mage Out 3個顯示模塊和1個顯示是否存在劃痕缺陷的布爾控件.該系統(tǒng)在進行軸承的劃痕缺陷檢測時,若檢測到軸承表面有劃痕,則布爾控件會顯示綠燈,并反饋劃痕的具體數(shù)量;若沒有檢測到軸承表面存在劃痕缺陷,則布爾控件不會亮燈,劃痕的數(shù)量顯示為“0”.在完成劃痕缺陷檢測后,系統(tǒng)進行軸承的倒角缺陷檢測,若檢測到軸承存在倒角缺陷,則系統(tǒng)會用紅色實線進行軸承圓擬合,以補全倒角部分.
為驗證系統(tǒng)的可行性,利用機器視覺檢測平臺采集50張樣本圖像,其中20張樣本圖像存在劃痕缺陷,20張樣本圖像存在倒角缺陷,10張樣本圖像不存在缺陷.檢測結(jié)果見表1.

表1 實驗檢測結(jié)果
從表1可以看出,檢測系統(tǒng)檢測了50張樣本圖像,檢測出錯有2張,總體正確率為96%.其中,在20個劃痕缺陷樣本圖像中只檢測到18個樣本,檢測準確率為90%,兩個劃痕缺陷樣本圖像未檢測成功,這是由光源光照不均勻造成的;20個倒角缺陷樣本圖像全部被檢測到,檢測準確率為100%;10個無缺陷樣本圖像全部被檢測到,檢測準確率為100%.
由此可見,在使用軸承表面缺陷檢測系統(tǒng)進行缺陷檢測時,需要調(diào)整好光源的光照角度,才能有效提高系統(tǒng)的檢測準確率.圖10和圖11分別為檢測到劃痕缺陷前面板圖、檢測到倒角缺陷前面板圖.
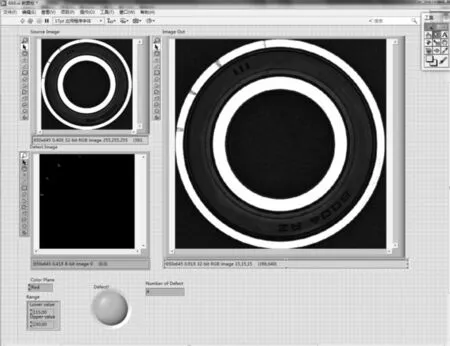
圖10 檢測到劃痕缺陷前面板圖
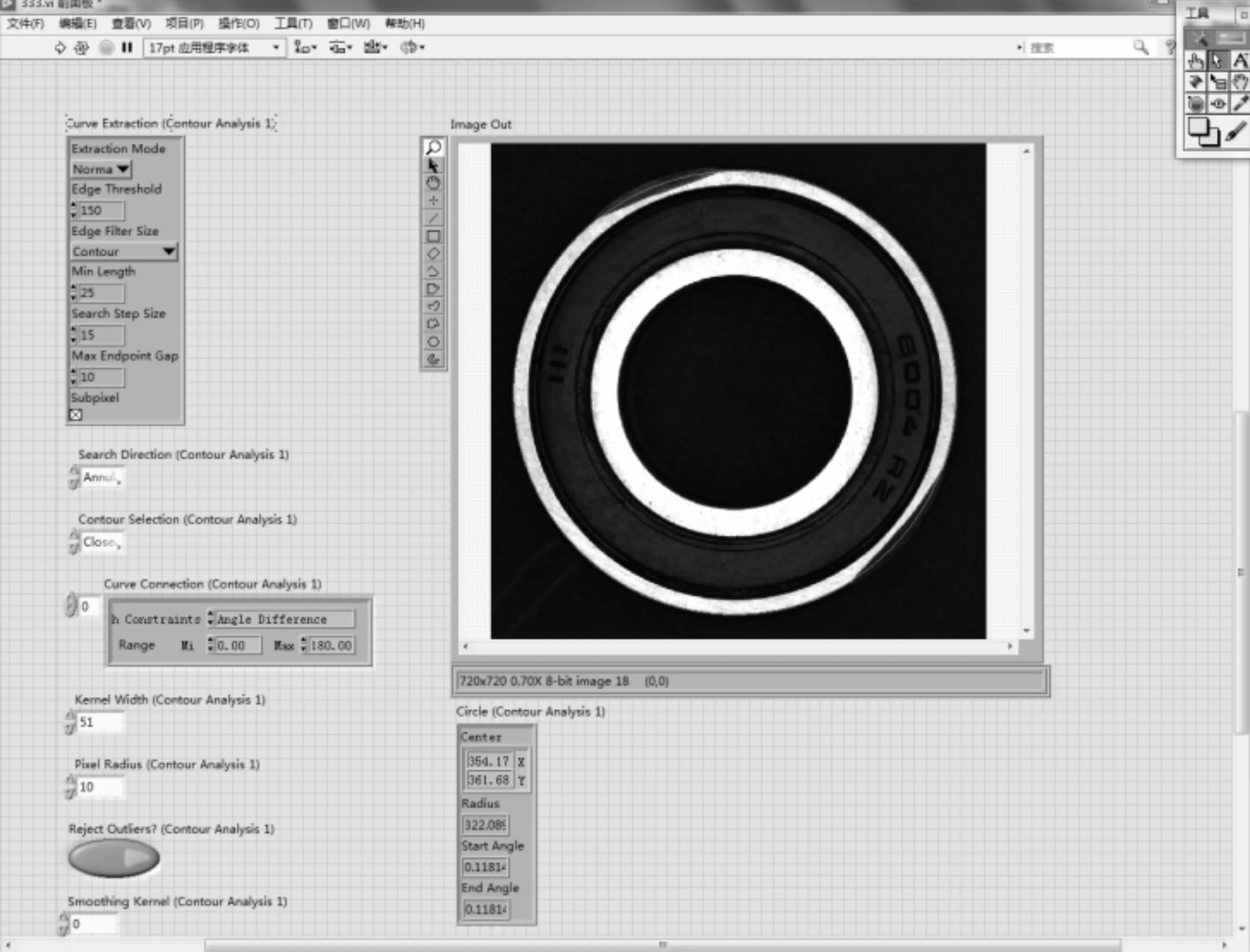
圖11 檢測到倒角缺陷前面板圖
4 結(jié) 語
本文使用NI公司的NI LabVIEW 2019和NI Vision Assistant 2019,設(shè)計一套軸承表面缺陷檢測系統(tǒng).實驗驗證表明,該系統(tǒng)對軸承表面的缺陷檢測具有較高的準確率,且檢測速度快,能夠彌補軸承生產(chǎn)中人工檢測效率低、誤檢率高等缺點,能夠滿足工業(yè)生產(chǎn)中軸承質(zhì)量檢測的需要.若設(shè)法降低光照環(huán)境對軸承表面缺陷檢測的干擾,則能進一步提升該系統(tǒng)的檢測準確率.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34