電子束選區(qū)熔化過程基于背散射電子成像的在線監(jiān)測系統(tǒng)研制
2023-12-12 09:03:30孔令其劉方軍陳世業(yè)許海鷹張偉黃俊媛王壯石毅磊蔣布輝
電焊機 2023年11期
關(guān)鍵詞:信號
孔令其,劉方軍,陳世業(yè),許海鷹,張偉,黃俊媛,王壯,石毅磊,蔣布輝
1.北京航空航天大學(xué) 機械工程及自動化學(xué)院,北京 100191
2.北京航天發(fā)射技術(shù)研究所,北京 100076
3.中國航空制造技術(shù)研究院 高能束流加工技術(shù)國防科技重點實驗室,北京 100024
0 引言
電子束選區(qū)熔化(Electron beam selective melting,EBSM)是以高能電子束流為熱源,在高真空環(huán)境中對金屬粉末床選擇性熔覆成形,實現(xiàn)復(fù)雜零部件成形的增材制造技術(shù),具有能量集中、成形效率高、真空環(huán)境無污染、能夠熔化難熔及脆性材料等優(yōu)勢,在航空航天、生物醫(yī)療等領(lǐng)域獲得廣泛研究和應(yīng)用[1-4]。目前關(guān)于EBSM技術(shù)的研究主要集中在調(diào)整工藝參數(shù),測試加工產(chǎn)品性能。EBSM過程涉及的工藝參數(shù)主要包括:束流大小、聚焦值、偏轉(zhuǎn)掃描策略、偏轉(zhuǎn)掃描速度、預(yù)熱溫度、工藝步驟、各工藝步驟時間等[5-11],不同的參數(shù)會導(dǎo)致不同的加工結(jié)果,甚至微小的參數(shù)變化就有可能導(dǎo)致加工的失敗。對于不同的加工材料,各工藝參數(shù)的調(diào)整也不相同,這就需要一個有效的監(jiān)測系統(tǒng)對EBSM過程進(jìn)行跟蹤,及時掌握加工情況,調(diào)整工藝參數(shù),減少廢品率,提高加工質(zhì)量。
目前對于EBSM過程的監(jiān)測思路主要有光學(xué)觀察和電子成像觀察。普通的光學(xué)觀察使用工業(yè)相機拍攝加工表面,但在實際EBSM過程中,高能電子束流沖擊金屬粉末表面會產(chǎn)生強光及金屬蒸氣,使拍攝畫面過曝而模糊,金屬蒸氣還會沉積在鏡頭表面,影響觀測。基于背散射電子成像的觀察通過采集EBSM過程中電子束入射加工表面反射回來的背散射電子信號,經(jīng)過信號處理,還原背散射信號攜帶的加工表面形貌信息,從而監(jiān)測整個加工過程中工件加工質(zhì)量,這種觀察方式不受強光影響,可適應(yīng)高金屬蒸氣環(huán)境,通過高頻信號采集及處理技術(shù),實現(xiàn)實時觀察[12-15]。國外關(guān)于背散射電子成像在電子束加工中的研究較早,瑞典Arcam公司成功地將該項技術(shù)應(yīng)用在自家電子束設(shè)備,并進(jìn)行商業(yè)化生產(chǎn)[16-17]。英國學(xué)者Hay Wong[12]等人針對電子束選區(qū)熔化過程,設(shè)計了基于單極板背散射電子接收傳感器的背散射電子成像監(jiān)測系統(tǒng),成像范圍180 mm×180 mm,對室溫和約320 ℃下生成的電子圖像進(jìn)行比較,結(jié)果表明二者并無明顯差異,一方面驗證了基于背散射電子成像在電子束選區(qū)熔化過程中的應(yīng)用潛力,另一方面也初步驗證了基于背散射電子成像的監(jiān)測系統(tǒng)對高溫的不敏感性。但單極板背散射電子接收傳感器對于背散射電子信息的采集不完整,監(jiān)測范圍也不能滿足大尺寸零部件電子束選區(qū)成形制造要求。國內(nèi)針對該項技術(shù)的研究起步較晚,相關(guān)成果也還沒有得到推廣應(yīng)用,研究較多的包括清華大學(xué),中國航空制造技術(shù)研究院等。清華大學(xué)趙德陳等人[14]針對單極板背散射電子傳感器的不足,設(shè)計了基于雙探測極板的電子光學(xué)監(jiān)測系統(tǒng),成像范圍60 mm×60 mm,利用極板之間采集得到的背散射電子信號的差值與和值完成形貌信息的增強,但雙極板探測器只對極板相對方面背散射電子信號敏感,未布置探測極板位置背散射電子信號丟失。中國航空制造技術(shù)研究院張紅玉等人[15]設(shè)計的電子束加工過程基于背散射電子成像的監(jiān)測系統(tǒng)使用四極板背散射電子接收傳感器,相比單極板和雙極板設(shè)計,其對背散射電子信號的接收能力更強,能實現(xiàn)100 mm×100 mm范圍監(jiān)測,但其設(shè)計的傳感器結(jié)構(gòu)和布局并不適合電子束選區(qū)熔化過程,成像范圍也不能滿足大尺寸零部件電子束選區(qū)成形制造要求。
針對電子束選區(qū)加工過程中實時監(jiān)測的需求,本文設(shè)計了一套包括高頻偏轉(zhuǎn)掃描系統(tǒng)、背散射電子接收傳感器、背散射電子信號處理系統(tǒng)以及圖像處理軟件的監(jiān)測系統(tǒng),實現(xiàn)150 mm×150 mm范圍高速成像,分辨率可達(dá)1 000像素×1 000像素,成像速度可達(dá)1幀/s。
1 系統(tǒng)總體設(shè)計
設(shè)計的EBSM過程中基于背散射電子成像的在線監(jiān)測系統(tǒng)如圖1所示。工控機用于控制系統(tǒng)整體邏輯、配置函數(shù)發(fā)生卡和數(shù)據(jù)采集卡參數(shù)、生成及處理監(jiān)測圖像;函數(shù)發(fā)生卡輸出高頻偏轉(zhuǎn)掃描電路驅(qū)動波形及同步采集信號,用于掃描控制及同步采樣控制;背散射電子接收傳感器用于收集采樣點背散射電子信號;背散射電子信號采樣及放大電路將采集到的背散射電子信號轉(zhuǎn)換為高頻電壓信號,放大到合適的倍數(shù)后傳輸給數(shù)據(jù)采集卡;數(shù)據(jù)采集卡經(jīng)過AD轉(zhuǎn)換將放大后的模擬信號轉(zhuǎn)換為數(shù)字信號傳輸給工控計算機。
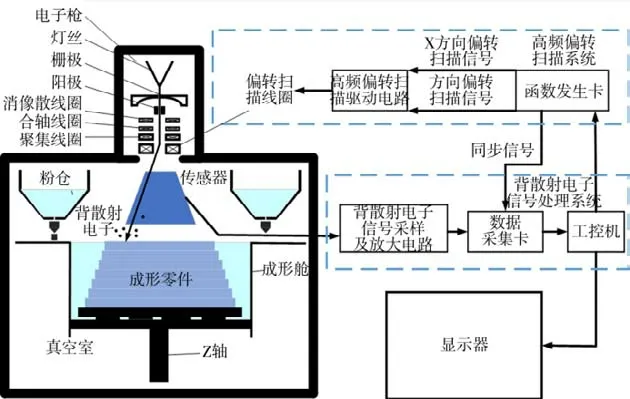
圖1 EBSM過程中基于背散射電子成像的在線監(jiān)測系統(tǒng)Fig.1 On line monitoring system based on backscattered electron imaging in EBSM process
系統(tǒng)工作時,根據(jù)加工范圍大小、束斑直徑確定掃描范圍及掃描點個數(shù),在工控機人機交互界面上配置好函數(shù)發(fā)生卡和數(shù)據(jù)采集卡參數(shù),通過高頻偏轉(zhuǎn)掃描系統(tǒng)控制電子束流逐點掃描加工范圍,通過同步時鐘控制背散射信號同步同點采集。由于表面形貌的差異,電子束流打到加工表面的入射角度會有差異,反射出的背散射電子信號會有不同,通過對采集到的背散射電子信號處理分析,可以還原出加工表面形貌信息。
1.1 高頻偏轉(zhuǎn)掃描系統(tǒng)
高頻偏轉(zhuǎn)掃描系統(tǒng)包括函數(shù)發(fā)生卡、高頻偏轉(zhuǎn)掃描驅(qū)動電路以及偏轉(zhuǎn)掃描線圈。函數(shù)發(fā)生卡用于存儲、輸出掃描波形以及輸出同步采集信號。掃描波形由掃描方式及掃描策略確定,掃描策略主要包括S型掃描及Z型掃描。Z型掃描即前一行掃描完成,電子束快速偏轉(zhuǎn)到第二行起始位置繼續(xù)掃描,反映在掃描波形上表現(xiàn)為鋸齒波,這種掃描策略每行掃描完成都需要空程回到下一行起始位置,掃描效率較低;S型掃描策略每行掃描完成,下一行掃描直接從行尾開始,反映在掃描波形上表現(xiàn)為三角波,這種掃描策略避免了空程,掃描效率較高。常見的掃描方式包括線掃描和點掃描兩種,線掃描方式是指行、列方向上的電子束以一定速度穩(wěn)定掃描整個觀察表面,反映在掃描波形上表現(xiàn)為連續(xù)的直線,基于S型掃描策略的線掃描方式掃描n行、n列加工表面的掃描波形示意如圖2所示。點掃描方式是指通過把加工表面分割成一系列點,電子束逐點掃描這些點,并在掃描點停留合適的時間直至完成整個掃描面的掃描,基于S型掃描策略的點掃描波形示意如圖3所示。
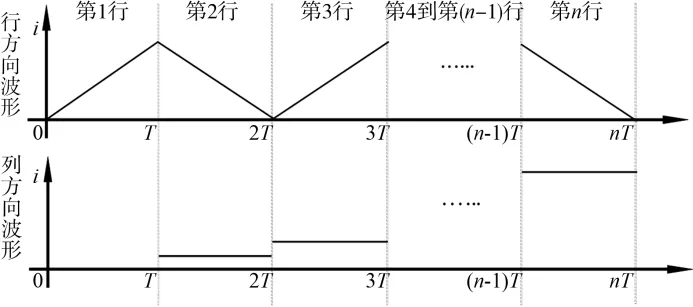
圖2 高頻偏轉(zhuǎn)線掃描,S型掃描Fig.2 High frequency deflection line scanning,S-scan
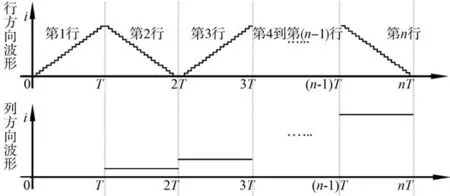
圖3 高頻偏轉(zhuǎn)點掃描,S形掃描Fig.3 High frequency deflection point scanning,S-scan
本文采用基于S型掃描策略的點掃描方式控制偏轉(zhuǎn)掃描過程,與線掃描方式相比,點掃描對于每一采樣點背散射信號的采集更充分,得到的形貌信息更完整。
函數(shù)發(fā)生卡輸出的波形信號經(jīng)過高頻偏轉(zhuǎn)掃描驅(qū)動電路實現(xiàn)功率放大之后才能驅(qū)動掃描線圈,實現(xiàn)電磁轉(zhuǎn)換從而控制束流偏轉(zhuǎn)。本文采用的高頻偏轉(zhuǎn)掃描電路如圖4所示,該電路基于高頻功率運算放大器設(shè)計,實現(xiàn)高頻波形信號的功率放大。

圖4 高頻偏轉(zhuǎn)掃描驅(qū)動電路原理Fig.4 High frequency deflection scanning circuit
偏轉(zhuǎn)掃描線圈采用無磁心結(jié)構(gòu)的Helmholtz線圈結(jié)構(gòu),磁場均勻度和動態(tài)性能比普通線圈結(jié)構(gòu)好[18]。行方向及列方向分別布置,實現(xiàn)行、列方向磁場的控制,從而實現(xiàn)控制電子束流在二維加工平面的任意位置駐留。
1.2 背散射電子接收傳感器
背散射電子接收傳感器結(jié)構(gòu)如圖5所示,四瓣梯形“喇叭狀”聯(lián)結(jié)的傳感器極板由銅材料制成,分別接收不同方向的背散射電子信號。4塊極板通過絕緣連接件相連,保證彼此之間的絕緣性。使用時安裝在成型艙上方與電子槍同軸。這樣的傳感器結(jié)構(gòu)極大增加了背散射電子的接收面積,使加工表面反射的背散射電子盡可能多地被傳感器極板收集,以提高監(jiān)測的清晰度。

圖5 背散射電子接收傳感器Fig.5 Backscattered electron receiving sensor
1.3 背散射電子信號采樣及放大電路
通過傳感器極板接收到的背散射電子信號往往較小,需要通過采樣電路及放大電路處理后才能輸入采集卡做后續(xù)處理。采樣電路由采樣電阻及限流電阻構(gòu)成,放大電路基于高頻運放設(shè)計。本文采用4路相同的采樣及放大電路,分別處理4塊背散射電子接收極板接收到的背散射電子信號,設(shè)置兩級放大,真空室內(nèi)一級放大電路靠近采樣端,可避免較長同軸電纜寄生電容的影響,同時真空室外二級放大電路可以方便調(diào)節(jié)整體放大倍數(shù),提高電路對背散射信號的適應(yīng)能力。其等效電路如圖6所示。

圖6 背散射信號采樣及放大電路Fig.6 Backscatter signal sampling and amplification circuit
1.4 軟件設(shè)計
圖像處理軟件包括板卡接口模塊、界面交互模塊以及圖像處理模塊。板卡接口模塊用于控制函數(shù)發(fā)生卡及數(shù)據(jù)采集卡與主機的連接與釋放、參數(shù)設(shè)置、波形輸出、數(shù)據(jù)采集、存儲、傳輸?shù)冗^程,包含使用到的函數(shù)發(fā)生卡和數(shù)據(jù)采集卡驅(qū)動程序及開發(fā)庫;界面交互模塊包括界面顯示與交互、線程控制等功能,采用基于C++可視化開發(fā)平臺QT5進(jìn)行開發(fā)。圖像處理模塊包括四極板背散射信號數(shù)據(jù)處理、形貌圖像生成、形貌圖像增強等,基于開源的計算機視覺庫OpenCV4進(jìn)行開發(fā)。
1.4.1 軟件工作邏輯
軟件工作主要流程如圖7所示,包括程序啟動、初始化界面、板卡連接及參數(shù)初始化、掃描輸出、數(shù)據(jù)采集、圖像處理及增強、程序結(jié)束等步驟。其中數(shù)據(jù)采集、圖像處理和增強過程占用工控機CPU較多資源,為避免造成界面卡頓,單獨設(shè)置一個線程處理這些流程,主線程主要負(fù)責(zé)界面交互、板卡連接與初始化、函數(shù)發(fā)生卡配置及波形輸出等過程。
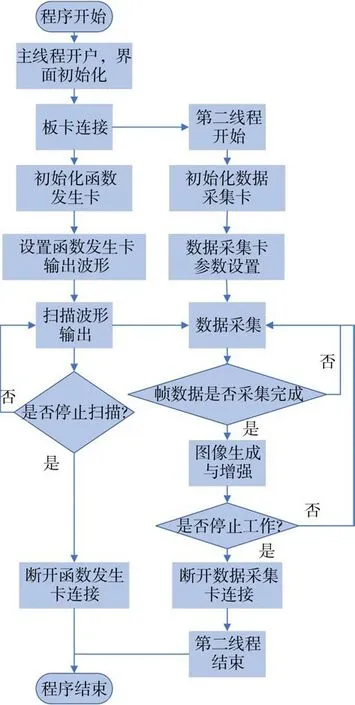
圖7 軟件工作流程Fig.7 Software workflow diagram
1.4.2 數(shù)據(jù)處理與圖像生成
背散射電子信號處理及圖像生成流程如圖8所示,傳感器四極板分別接收4路背散射電子信號,通過采樣處理將數(shù)據(jù)傳輸?shù)焦た貦C,通過圖像處理軟件還原出單通道圖像。
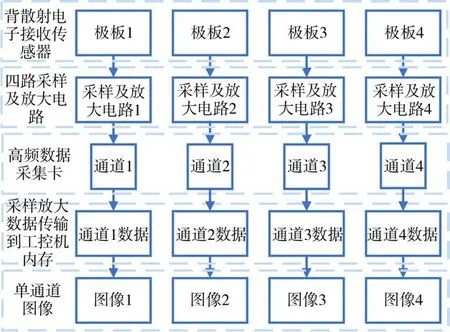
圖8 數(shù)據(jù)處理及圖像生成Fig.8 Data processing and image generation
1.4.3 圖像增強
對單極板采集的數(shù)據(jù)進(jìn)行處理得到的單通道圖像只對相對背散射電子發(fā)射的空間方位角較大的方向上形貌敏感,為了獲得完整清晰的表面形貌圖像,還需要對獲得的四幅單通道圖像進(jìn)行擬合、降噪和增強處理。具體流程如圖9所示,圖像1、3,2、4分別為相對布置兩塊極板收集處理得到的單通道圖像,對圖像1、3進(jìn)行擬合可以得到具有x方向完整表面形貌信息的圖像X,對圖像2、4進(jìn)行擬合可以得到具有y方向完整表面形貌信息的圖像Y。再對圖像X和圖像Y進(jìn)行擬合處理可以得到具有完整表面形貌信息的圖像Z。此時需要對圖像Z進(jìn)一步做去噪和圖像增強處理,一方面去除圖像獲取和傳輸過程中難以預(yù)料的噪聲,這里主要包括椒鹽噪聲,本文主要采用中值濾波算法去除椒鹽噪聲提高圖像信噪比,另一方面對圖像進(jìn)行增強處理,保證細(xì)節(jié)的同時,使圖像輪廓更加分明。
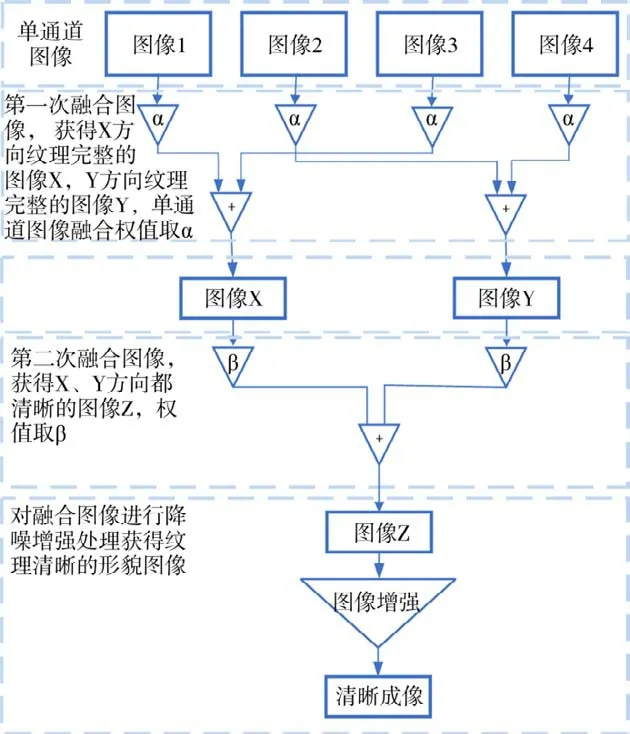
圖9 圖像擬合與增強Fig.9 Image fitting and enhancement
2 試驗與結(jié)果分析
2.1 試驗方案
使用中國航空制造技術(shù)研究院自主研發(fā)的電子束選區(qū)熔化設(shè)備,將背散射電子接收傳感器置于成型艙上方且與電子槍同軸。試驗時選取具有局部特征的立方體試塊為觀察對象,其形狀及放置方式如圖10所示,掃描范圍設(shè)置為150 mm×50 mm,選擇S型掃描策略和點掃描方式,掃描點間隔設(shè)置為0.15 mm,掃描頻率1 MHz,這樣采集到的像素數(shù)據(jù)為1 000個×1 000個,即成像分辨率為1 000像素×1 000像素,高壓設(shè)置為-60 kV,電子束流2 mA,聚焦電流487 mA。
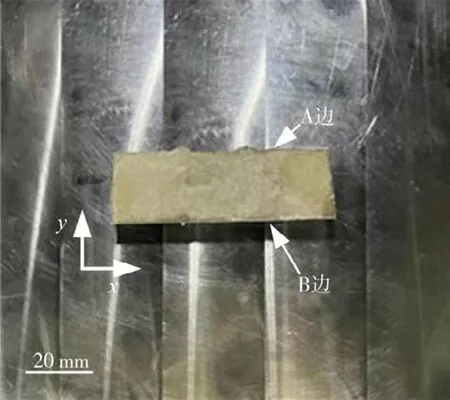
圖10 試件實物Fig.10 Physical drawing of test piece
2.2 結(jié)果與分析
當(dāng)真空室抽真空到2×10-3Pa時試驗開始,高頻偏轉(zhuǎn)掃描系統(tǒng)逐點掃描整個觀察區(qū)域,同時數(shù)據(jù)采集卡同步采集4路圖像數(shù)據(jù),當(dāng)觀察區(qū)域掃描完成,數(shù)據(jù)采集卡將采集到的4路圖像數(shù)據(jù)傳輸給工控計算機,經(jīng)數(shù)據(jù)處理生成4幅單通道圖像,如圖11所示,其中圖像1為y方向極板3獲取到的圖像,圖像3為與其相對極板1獲取到的圖像,由圖可見,圖像1、3分別能獲取A、B邊清晰的輪廓,經(jīng)過第一次圖像擬合,可以得到具有x方向完整形貌信息的圖像X。同理通過圖像2、4的擬合可以得到具有y方向完整形貌信息的圖像Y。對圖像X及圖像Y經(jīng)過第二次圖像擬合及圖像增強得到清晰的圖像如圖12所示。由圖可見,經(jīng)過處理的圖像相對比單通道圖像具有完整的試件形貌信息,并且經(jīng)過圖像降噪及增強,最終呈現(xiàn)的圖像更加清晰,同時該系統(tǒng)可以清楚地觀察到試件的局部信息,分辨率能夠滿足加工過程監(jiān)控及加工缺陷的實時監(jiān)測要求。
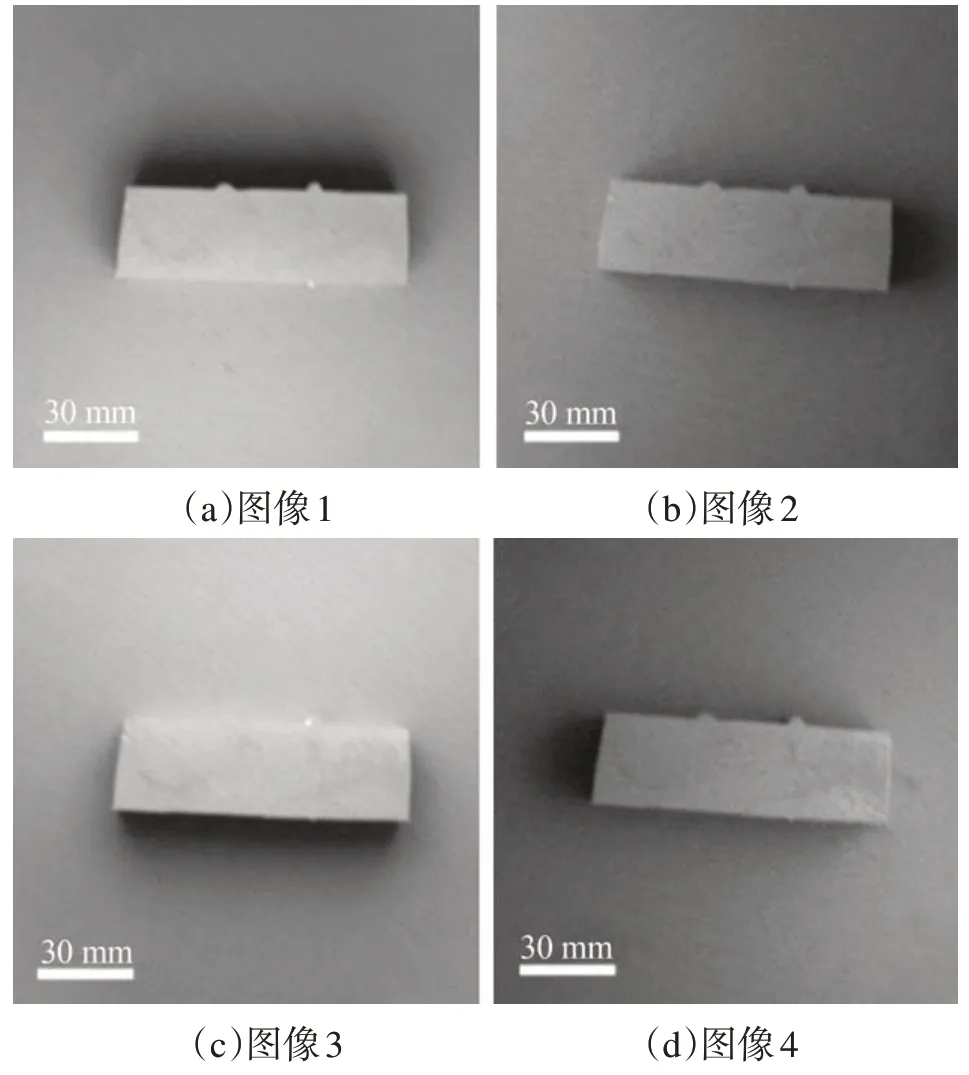
圖11 單通道圖像Fig.11 Single channel image
圖12 四通道擬合增強后的圖像Fig.12 Four channel fitting enhanced image
3 電子束選區(qū)熔化實時成像
實際電子束選區(qū)熔化過程中需要保證較高的粉床溫度以防止吹粉現(xiàn)象,同時束流掃描過程中還會產(chǎn)生大量的金屬蒸氣和強光,這些都是傳統(tǒng)光學(xué)監(jiān)測技術(shù)難以克服的困難。
將研制的基于背散射電子成像的在線監(jiān)測系統(tǒng)置于實際電子束選區(qū)熔化制造環(huán)境中,對試塊成形過程進(jìn)行監(jiān)測,成形過程中,粉床溫度始終保持在700 ℃以上。成形過程中最后一次監(jiān)測圖像見圖13,停止成形,待冷卻后取出的成形實物見圖14。
圖13 監(jiān)測圖像Fig.13 Monitor image

圖14 實物圖像Fig.14 Physical image
由監(jiān)測圖像可見,研制的監(jiān)測系統(tǒng)能夠完整監(jiān)測成形范圍,成像清晰度較高、能還原表面細(xì)節(jié),滿足實際成形過程監(jiān)測需求。
4 結(jié)論
(1)研制了一套EBSM過程中基于背散射電子成像的在線監(jiān)測系統(tǒng),該系統(tǒng)可適應(yīng)高強光,高金屬蒸氣的電子束選區(qū)熔化過程,成像范圍150 mm×150 mm,分辨率可達(dá)1 000像素×1 000像素,圖像刷新率可達(dá)1 s/幀。
(2)本系統(tǒng)采用S型點掃描的偏轉(zhuǎn)掃描方式,相較于Z型、線掃描方式而言,掃描效率及信號采集精度得到明顯提高。
(3)本系統(tǒng)設(shè)計了接收面積更大的背散射電子信號采集傳感器極板,對背散射電子信號更加敏感,對形貌信息的還原能力更強。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
