高強鋼電阻點焊工藝研究
2023-12-12 09:03:50王敏楊海峰劉興毅
電焊機 2023年11期
王敏,楊海峰,劉興毅
1.長春工程學院 機械與汽車學院,吉林 長春 130012
2.哈爾濱工業大學(威海) 山東省特種焊接技術重點實驗室,山東 威海 264209
0 引言
汽車造成的燃油及環境問題日漸嚴峻,輕量化已然成為汽車行業的重要發展方向。先進高強鋼、鋁合金、鎂合金、復合材料等新型材料不斷地被應用到汽車上,其中先進車用高強鋼能在保證汽車安全性能的同時達到減輕整車質量的目的,在車身中的使用高達60%,成為汽車行業的首選。Q&P980鋼作為第三代先進高強鋼典型代表,合金含量低、力學性能較高,延伸率高達20%,塑性良好,成本低,適用于汽車結構件和內部加強板,更加具有使用前景,而焊接接頭的機械性能決定了汽車的安全性能[1-4]。于燕等[5]對1.5 mm TRIP鋼板進行了電阻點焊研究,得出最佳焊接工藝參數,其拉伸斷口為韌窩狀的韌性斷口,焊接時易出現未熔合、縮孔、飛濺。Pasquale等[4]對Q&P980與TRIP進行異種鋼電阻點焊研究,得出焊接接頭的斷裂模式以紐扣斷裂為主,大的工藝參數使得飛濺增多,致使點焊接頭熔核尺寸減小的同時,接頭抗剪強度也降低。陶博浩等人[5]采用極差法和方差法對DP600雙相鋼電阻點焊結構進行分析,得到最佳焊接參數,其中焊接電流對接頭拉剪強度的影響顯著,點焊接頭的熔核組織主要為馬氏體。Eftekharimilani等[6]對第三代高強鋼進行雙脈沖電阻點焊,得出雙脈沖下的第二熔核完全馬氏體化,退火區為等軸馬氏體,該區元素偏析顯著降低;雙脈沖點焊能提高接頭的機械性能,實現良好的失效模式。陳樹君等[7]對熱沖壓高強鋼電阻+激光組合焊接,分析了接頭顯微組織、顯微硬度分布、力學性能、斷裂模式及其斷裂機理,得出組合焊焊接接頭相對于單獨電阻點焊或激光點焊強度和韌性得到明顯提高。
本文以Q&P980超高強鋼為對象,探索工藝參數與力學性能的變化規律,實現了工藝參數優化。這一研究對超高強Q&P鋼的實際生產和理論研究具有意義。
1 試驗材料及方法
以1 mm厚的Q&P980鋼板作為試驗材料,其化學成分和力學性能見表1、表2。試驗鋼的原始組織由貧碳的板條馬氏體和富碳的殘留奧氏體構成,如圖1所示,組織中的板條馬氏體大幅度提高了鋼的強度,而殘余奧氏體的存在改善了鋼的韌性。點焊試樣的形式和尺寸如圖2所示。

表1 Q&P980鋼板化學成分(質量分數,%)Table 1 Chemical composition of Q&P980 steel (wt.%)

表2 Q&P980鋼板力學性能Table 2 Mechanical properties of Q&P980 steel
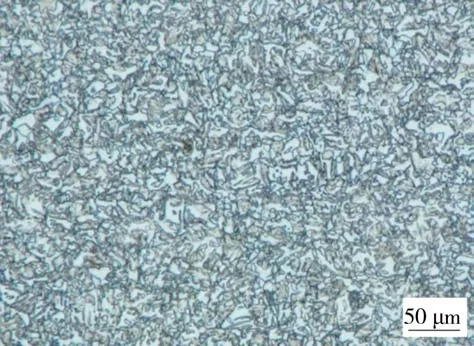
圖1 Q&P 980鋼的微觀組織Fig.1 Microstructure of Q&P980 steel
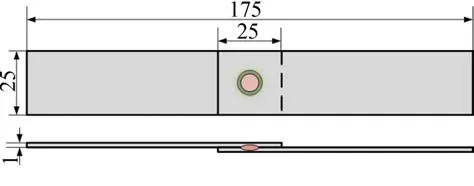
圖2 拉剪試驗試樣尺寸Fig.2 The dimensions of tensile-shear test specimen
試驗設備采用DN-50交流點焊機,工藝參數如表3所示。焊后用線切割將點焊接頭從熔核中心切下,制作金相試樣,使用4%硝酸酒精腐蝕,采用DSX510光學數碼顯微鏡測量熔核直徑,觀察接頭顯微組織。并用Zeiss-MERLIN Compact掃描電子顯微鏡對腐蝕后的金相試樣進行分析。拉剪試驗在萬能試驗機上進行。采用HMAS-D1000SZ顯微硬度測量系統測量點焊接頭維氏硬度,載荷為100 g,保持加載10 s,測量間隔為0.2 mm。
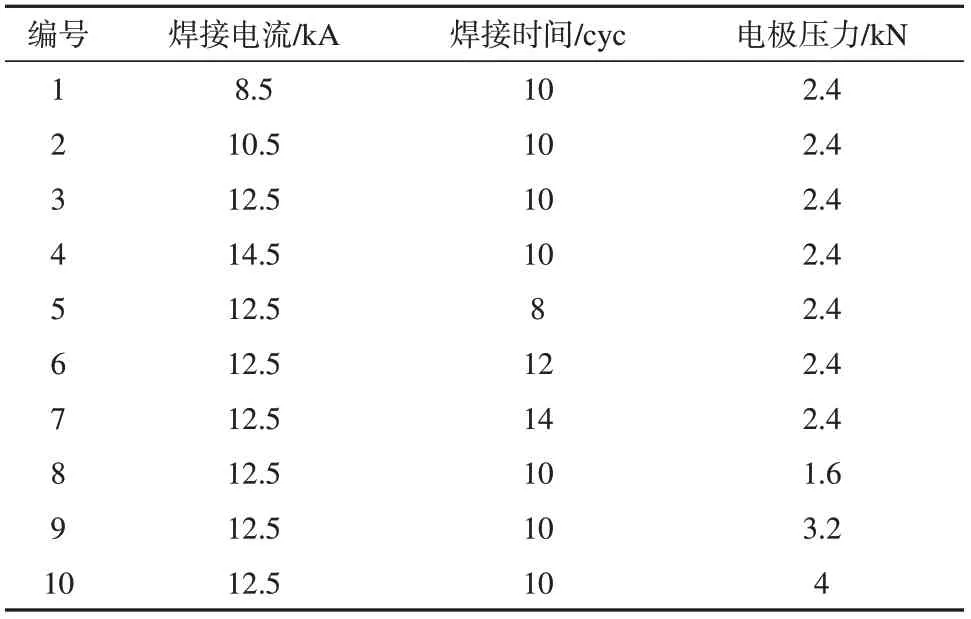
表3 試驗參數Table 3 Experimental parameters
2 試驗結果及分析
2.1 焊接工藝參數對焊接接頭拉剪性能的影響
不同工藝參數對焊接接頭拉剪力的影響如圖3所示,工藝參數對點焊接頭拉剪力的影響趨勢相同,均為先增加后降低。由圖3a可知,拉剪強度隨著焊接電流的增加先增加后降低,當電流為12.5 kA時拉剪力達到最大值。而當電流繼續增加時飛濺量也增加,金屬損失率增加,且大的熱輸入會使熔合區組織粗大,性能下降。如圖3b所示,焊接時間較短時,熔核得不到充分融合,熔核尺寸較小,力學性能較小。隨著焊接時間的增加,力學性能增強;焊接時間繼續增加,點焊接頭出現飛濺,接頭質量變差,抗剪性能開始明顯下降。如圖3c所示,電極壓力較小不利于散熱,容易產生飛濺,熔核尺寸小,力學性能差;電極壓力增加,拉剪強度增大;電極壓力增加到一定程度時,接觸面積增大,電阻變小,散熱速度加快,熔核尺寸變小,但熔核內晶粒細化,因此力學性能基本保持不變;但當電極壓力過大時,容易發生飛濺,導致抗剪性能快速下降。綜上,當工藝參數焊接電流12.5 kA,焊接時間為10 cyc,電極壓力為2.4 kN,獲得較好的抗剪性能。
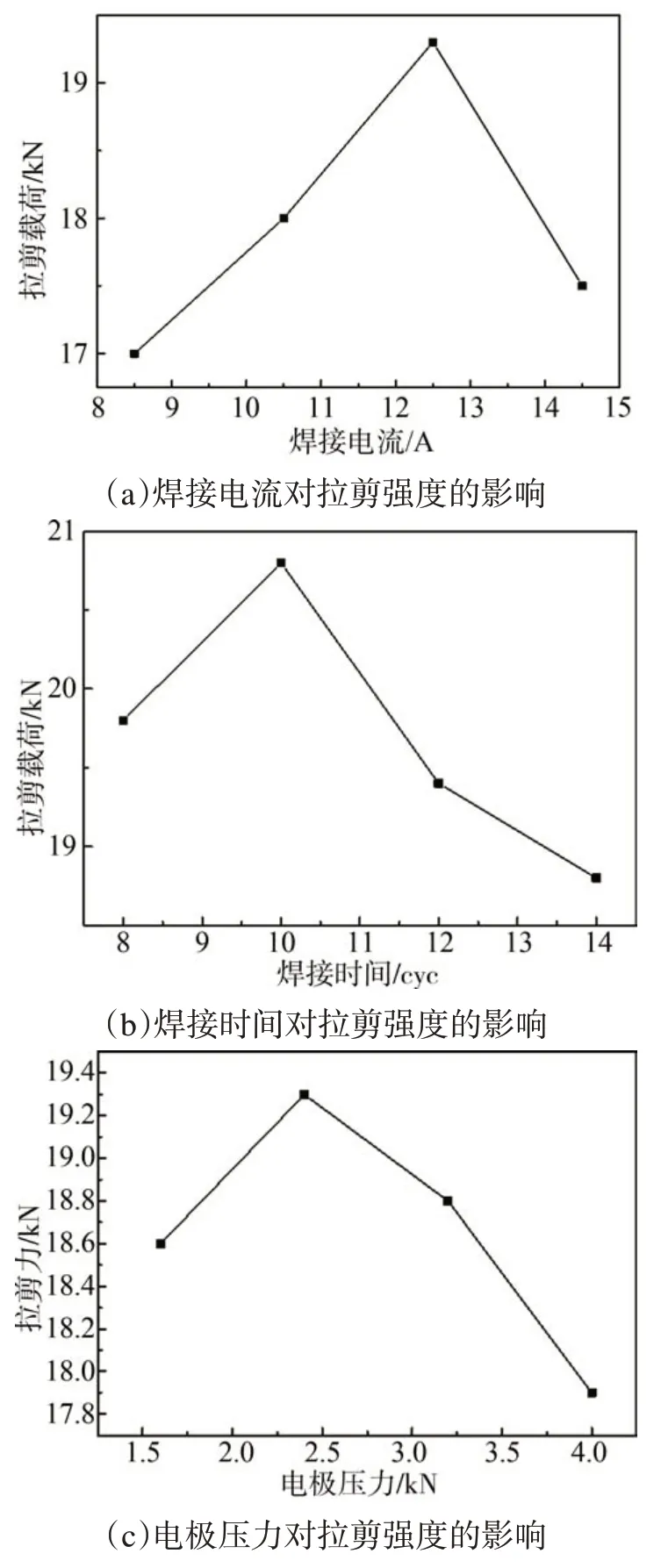
圖3 焊接工藝參數對點焊接頭性能的影響Fig.3 Effect of welding parameters on the properties of welded joints
2.2 焊接接頭斷裂形式和斷口形貌的分析
(1)斷裂模式分析。
斷裂失效模式是評價電阻焊接頭力學性能的重要指標之一。本次試驗點焊接頭的斷裂模式主要有兩種形式,即焊點斷裂和紐扣式斷裂,如圖4所示。3#試樣對應工藝參數為:焊接電流12.5 kA,焊接時間10 cyc,電極壓力2.4 kN,斷裂位置在母材,且斷裂前發生了大量的塑性變形,該斷裂模式為紐扣式斷裂,且焊點的結合強度較高。而2#試樣對應工藝參數為:焊接電流10.5 kA,焊接時間10 cyc,電極壓力2.4 kN,斷裂在熔核與母材的交界處,恰好位于熱影響區處塑性環,而塑性環是焊接接頭最薄弱的地帶。裂紋會從靠近塑性環區的柱狀晶晶界處開裂,因此認為該處屬于薄弱地帶。

圖4 斷裂模式Fig.4 Fracture method
(2)斷口的微觀分析。
采用掃描電鏡觀察微觀斷口,3#試樣斷口呈現大量不同尺寸的圓形或橢圓形韌窩,如圖5a所示。該區域的韌窩開口沒有明顯變化。韌窩周圍也有凸起的撕裂棱,但沒有解理臺階,撕裂邊緣均勻且精細,顯示出典型的韌性斷裂特征。2#試樣斷口形貌如圖5b所示,該斷口屬于混合斷口,存在少量韌窩和大量撕裂棱,且中間混有少量的河流花樣,斷裂模式屬于混合斷裂。
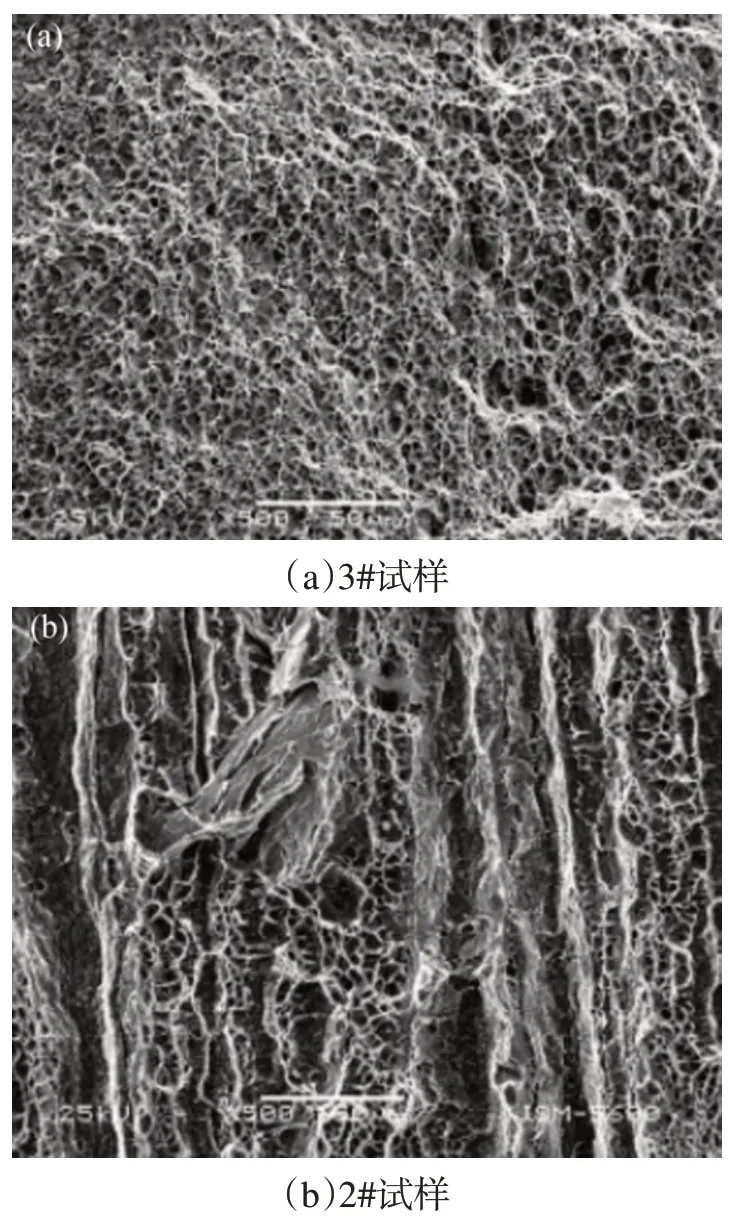
圖5 微觀斷口形貌Fig.5 Micographic of fracture
2.3 較優工藝參數下的點焊接頭顯微組織
焊接電流為12.5 kA、焊接時間10 cyc、電極壓力2.4 kN時各區的微觀組織如圖6所示。按照圖6a所示的位置進行采點,分析各區的顯微組織。熔核區相較于其他區域的峰值溫度高,高的熱輸入致使該區組織粗大,晶粒垂直于熔合線生長,該區微觀組織由粗大板條狀馬氏體及少量鐵素體F構成,見圖6b。熱影響區受到熱循環以及電極壓力的影響發生相變。焊接過程中,粗晶熱影響區峰值溫度遠高于Ac3,促進了奧氏體晶粒的生長,冷卻后形成了較為粗大的板條狀馬氏體組織,見圖6c;細晶區峰值溫度剛剛超過奧氏體相變線,加熱過程中形成的細小的奧氏體冷卻后轉變為細小的板條馬氏體組織,見圖6d。臨界區溫度介于Ac1~Ac3且時間較短,組織部分奧氏體化,鐵素體、殘余奧氏體含量明顯降低,冷卻后生成了細小的板條馬氏體LM,部分馬氏體回火分解生成回火馬氏體TM,TM相較于LM更為細小;同時在電極壓力作用下,點焊接頭發生塑性變形,部分殘余奧氏體RA發生部分相變,轉化細小的LM和鐵素體F,見圖6e。

圖6 點焊接頭的宏觀形貌Fig.6 Macroscopic appearance of spot welded joints
2.4 較優工藝參數下點焊接頭顯微硬度分析
硬度分布如圖7所示,在焊接接頭處細晶區硬度最高,這是由于該區馬氏體含量較多,且晶粒細小,致使該部分顯微硬度較高,約為485 HV。還可看出焊接接頭熔核中心硬度偏低,可能是該區組織較粗大所致。
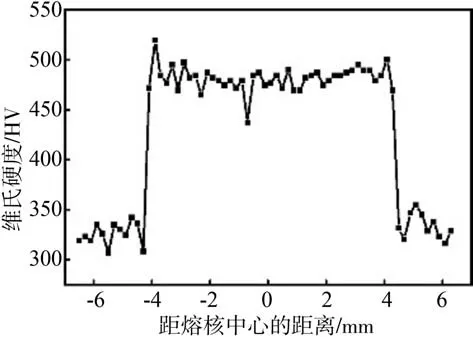
圖7 點焊接頭顯微硬度Fig.7 Hardness distribution of welded joint
2.5 點焊接頭焊接缺陷
Q&P980鋼在焊接時發生了內部飛濺和外部飛濺,如圖8所示。熔核附近未熔化的母材生成了塑性環,阻隔了液態金屬與外界的接觸,焊接時溫度上升,電極壓力上升,熔核長大,塑性環向外擴張,一旦熱輸入過多,熔核生長速度大于塑性環的擴張速度,塑性環遭到破壞,熔核內的液態金屬流出,發生飛濺。焊接接頭的質量及力學性能受內部飛濺的影響較大。
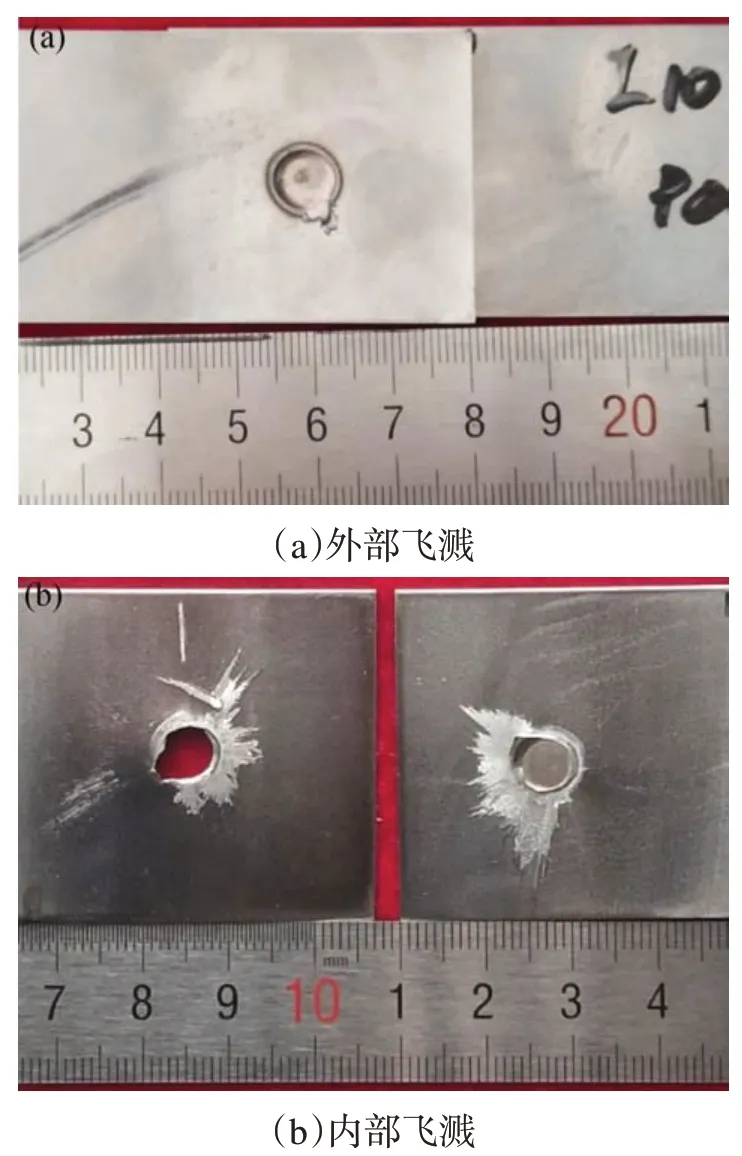
圖8 飛濺缺陷表面Fig.8 Surface of the spatter defect
飛濺使得焊接部位金屬缺失,熔核容易生成縮孔,同時壓痕深度增加,熔核表面容易生成裂紋。內部飛濺與焊接工藝參數有關,焊接電流大,焊接時間長,熱輸入大,金屬熔化速度快,而電極壓力小,不利于焊件與焊件、電極與焊件之間的散熱,發生飛濺。因此,為了保證焊件接頭質量,盡可能避免飛濺的發生,應選擇合適的焊接工藝參數——降低焊接電流,縮短焊接時間,增大電極壓力。
焊件在熔核區出現了縮孔缺陷,如圖9所示。焊接接頭冷卻時,由為熔化的母材處開始結晶,隨著溫度下降,液態金屬和結晶固體的體積都減小,若鍛壓力不足或加壓不及時,塑性環內金屬運動速度不及收縮速度,就容易產生縮孔;焊接時間過長,電極壓力不足,熔核發生內部飛濺,內部金屬欠缺,凝固前不能填充孔洞,冷卻速度過快,熔核受到了塑性環的保護,結晶速度快,剩余的液體不足。為了避免縮孔的發生,應保證焊接件表面清潔,調整焊接參數,修磨電極表面。

圖9 縮孔形貌Fig.9 Magnification appearance of shrinkage
結合線伸入缺陷分為單結合線伸入和雙結合線深入,結合線可以深入到熔核區附近,結合線兩側晶粒方向不同,在焊接接頭中普遍存在,如圖10所示。單結合線伸入的結合線呈現三角;雙結合線伸入的生成由飛濺有關,其結合線接近于平行,兩結合線之間存在著大量的飛濺金屬。這種缺陷降低接頭的質量,表面質量較差。為避免結合線伸入,應避免飛濺的產生,調整焊接參數;此外結合線伸入也可能是因為焊件表面的氧化膜清楚不干凈引起的,焊接前應進行嚴格的表面清理。
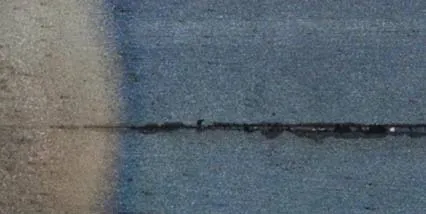
圖10 結合線伸入Fig.10 Junction line entering
3 結論
(1)在本文條件下,隨著焊接電流、焊接時間和電極壓力的增加,接頭拉剪載荷呈先增后減的趨勢,點焊接頭熱影響區細晶區顯微硬度最高,約為485 HV。
(2)Q&P980點焊接頭在不同工藝下的斷裂模式分為兩種,分別是韌性斷裂和混合型斷裂。
(3)當焊接時間10 cyc,焊接電流12.5 kA,電極壓力2.4 kN時,綜合力學性能最好。熔核區由尺寸較粗大的板條馬氏體構成,熱影響區由板條狀馬氏體、鐵素體和奧氏體構成。
(5)焊接過程中,焊接接頭存在縮孔以及大量的飛濺和結合線伸入缺陷,為了避免這些缺陷,需要調整焊接參數,保持板材表面清潔,及時修磨電極表面。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
