造渣劑組分對507Mo型藥芯焊絲脫渣及飛濺性能的影響
2023-12-12 09:03:52朱厚國陳波吉榮亮宋昌洪王禺劉滿雨
電焊機 2023年11期
朱厚國,陳波,吉榮亮,宋昌洪,王禺,劉滿雨
哈爾濱威爾焊接有限責任公司,黑龍江 哈爾濱 150060
0 引言
507Mo藥芯焊絲熔敷金屬合金成分符合堆焊焊條D507Mo的合金標準(D507Mo標準為GB/T 984 EDCr-A2-15),該合金是1Cr13型馬氏體不銹鋼,堆焊層具有空淬特性,堆焊金屬具有較高的中溫硬度、良好的熱穩定性和抗沖蝕性,多用于510 ℃以下的中溫高壓截止閥密封面堆焊。因其良好的熱穩定性及較高的中溫硬度也應用于鋼廠的夾送輥及助卷輥的硬面層堆焊。藥芯焊絲熔敷金屬的化學成分可根據需求靈活、快速地調整,堆焊效率高,因為有渣的保護,氣保護藥芯焊絲能夠實現全位置堆焊,因此藥芯焊絲比焊條擁有更廣泛的市場。氣保護藥芯焊絲造渣劑組分靈活多變,造渣劑組分的變化可能會導致焊接時脫渣變得困難,飛濺量增加,飛濺顆粒增大,使焊絲焊接操作工藝性變差,本試驗的目的是通過改變藥粉中的造渣劑部分藥粉的含量,研究造渣劑組分對507Mo型藥芯焊絲的脫渣及飛濺工藝性能的影響,研制合適的粉料配比,使焊接時焊縫脫渣更好、飛濺更小,提升該系列氣保護藥芯焊絲產品的焊接工藝性能。
1 試驗材料及試驗方法
1.1 試驗材料
507Mo型藥芯焊絲添加的粉末包括兩部分:金屬粉及造渣粉。試驗中焊絲的熔敷金屬成分不變,507Mo型藥芯焊絲的熔敷金屬成分見表1;507Mo型藥芯焊絲添加的主要造渣劑包括:金紅石(TiO2)、鎂砂(MgO),硅灰石(CaSiO3),螢石(CaF2),造渣劑成分見表2。

表1 試驗焊絲的熔敷金屬成分(質量分數,%)Table 1 Chemical compositions of deposited metal(wt.%)

表2 造渣劑成分(質量分數,%)Table 2 Slagging agent composition(wt.%)
1.2 試驗方法
保持507Mo型藥芯焊絲藥粉中金屬粉質量分數不變,通過改變造渣粉組分的添加比例,在相同的焊接試驗條件下研究造渣粉組分變化對脫渣率及飛濺率的影響。本試驗前期已經對造渣粉的添加含量進行了充分的試驗研究,確定了焊絲中各種造渣粉量的適量范圍,因此,試驗中分析某一種礦物粉對507Mo型藥芯焊絲焊接時脫渣率及飛濺率工藝性能的影響時,為了減少試驗次數及明確試驗效果,其他造渣粉料的加入量均在適宜范圍內。
試驗參數:采用80% Ar+20% CO2混合氣體進行試驗,氣體流量18~20 L/min,焊接電流260~300 A,電壓28~30 V。
1.3 分析方法
參照GB/T 25776—2010《焊接材料焊接工藝性能評定方法》進行脫渣率和飛濺率的統計統計[1]。
1.3.1 脫渣率測量方法
在尺寸400 mm×100 mm×16 mm的兩塊試板對接V形坡口內焊接,坡口角度70o±1o,根部不留間隙;采用單道焊,焊道約長200 mm。焊后將焊道朝下置于錘擊平臺上,焊接完成1 min后,將2 kg鐵球置于1.3 m高的支架上,以初速度為零的自由落體狀態錘擊試板中心位置,連續錘擊5次后根據標準要求測量數據,根據脫渣率公式計算脫渣率。
1.3.2 飛濺率測量方法
將尺寸為200 mm×100 mm×20 mm的試板立放在厚度大于3 mm的紫銅板上;在紫銅板上放置一個約1 mm厚的紫銅薄板,防止飛濺散失,將此薄板圍成高400 mm、周長1 600 mm的圓筒。焊前在試板表面涂上防飛濺液,稱出焊絲質量;將飛濺收集裝置放置在水平工作臺上,焊槍槍頭水平移動。在水平位置施焊,收集紫銅板上的飛濺顆粒稱重,同時測量焊后焊絲質量。同一焊接參數下重復試驗三次。
2 試驗結果
2.1 金紅石加入量對焊絲脫渣率及飛濺率的影響
金紅石在焊絲中的添加比例分別為2%、4%、6%、8%進行試驗,結果如圖1所示。
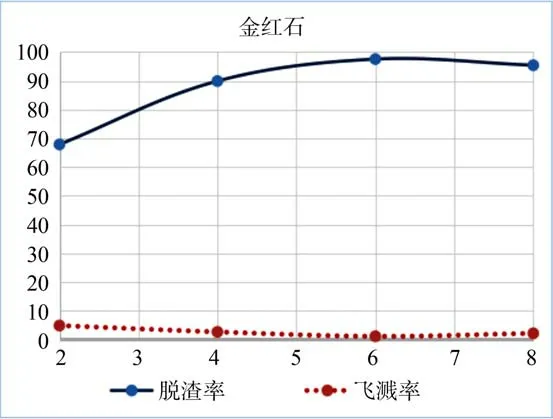
圖1 金紅石加入量對脫渣及飛濺的影響Fig.1 Effect of rutile addition on deslagging rate and spatter rate
由圖1可知,金紅石加入含量由2%增加到6%時,隨著金紅石的增多,脫渣率增加,飛濺率減小,焊絲的脫渣率和飛濺率提升到試驗的最佳水平。金紅石含量增加時,強酸性氧化物TiO2與熔池中的堿性氧化物CaO發生造渣反應,復合鹽CaTiO3的生成量增多,這種鈦酸鹽穩定性高,有利于形成短渣,從而使渣殼脫渣性提高[2-4]。當金紅石含量繼續增加至8%時,金紅石含量過量,導致熔渣熔點升高、渣殼板結、透氣變差,致使脫渣率下降、飛濺率上升,當金紅石含量達到8%時,熔渣還會出現壓鐵液現象,致使焊道出現明顯的凹坑。故507Mo藥芯焊絲金紅石的加入最佳含量在4%~6%,在此范圍內的脫渣率為95%~97%,飛濺率為1.0%~1.5%。
2.2 鎂砂加入量對焊絲脫渣率及飛濺率的影響
鎂砂在焊絲中添加比例分別為0.5%、1.0%、1.5%、2.0%進行試驗,結果如圖2所示。

圖2 鎂砂加入量對脫渣及飛濺的影響Fig.2 Effect of magnesia addition on deslagging rate and spatter rate
由圖2可知,鎂砂含量由0.5%增加到1%時焊絲的脫渣率增加,飛濺率增加;鎂砂含量從1%增加到2%過程中,507Mo藥芯焊絲的脫渣率呈持續大幅下降趨勢,同時焊絲的飛濺率隨鎂砂含量的增加而增大;鎂砂含量為1%時,焊絲的脫渣率最佳,達到95%以上。繼續增加鎂砂含量至2.0%,焊絲的脫渣率大幅度降低,呈沾渣狀態,脫渣率低于60%。鎂砂中主要成分是MgO,屬于堿性氧化物,MgO的熔點高、粘度大,適量的加入可提升藥芯焊絲的全位置焊接性,使焊絲能夠進行橫焊及立向上焊接,但同時也會增加熔滴和熔渣的表面張力,增大熔滴尺寸,使熔滴呈大顆粒過渡[5-6],導致焊接電弧穩定性下降,飛濺增大。焊絲橫焊焊道如圖3所示,圖3a焊絲中鎂砂含量為0.5%,鐵水有流淌現象;圖3b焊絲中鎂砂含量為1.0%,焊道飽滿、熔渣覆蓋率高,能夠很好地保護焊道,可以進行橫焊;圖3c焊絲中鎂砂含量達到2.0%,鐵水無流淌現象,熔渣聚集在一起,對焊道覆蓋率低,對焊道保護差。試驗表明,鎂砂在507Mo藥芯焊絲中加入量為0.7%~1.0%時,可改善焊絲的全位置焊接性,有利于脫渣,對焊絲的飛濺率影響較小。

圖3 鎂砂含量對焊絲橫焊的影響Fig.3 Transverse weld of welding wire with different content of magnesia
2.3 硅灰石加入量對焊絲脫渣及飛濺的影響
硅灰石在焊絲中添加比例分別為1.0%、2.0%、3.0%、4.0%進行試驗,結果如圖4所示。

圖4 硅灰石加入量對脫渣及飛濺的影響Fig.4 Effect of wollastonite addition on deslagging rate and spatter rate
由圖4可知,硅灰石含量從1.0%增加到3.0%時,熔渣的脫渣率明顯增加,飛濺率降低的同時,飛濺顆粒的粒度也在變小;繼續增加硅灰石的含量至4.0%時,脫渣率及飛濺率變化不明顯。硅灰石中的堿性氧化物CaO在熔池中易電離出O2-,O2-能夠破壞Si—O—Si的離子鍵,使硅酸離子結構變得簡單、尺寸變小,熔滴表面張力降低,熔滴尺寸減小,從而降低焊接飛濺率[7-8]。試驗表明,隨著硅灰石含量的增加,熔渣在焊道表面覆蓋更加均勻,但是過量的硅灰石會使焊道表面出現如圖5所示的壓鐵液現象,因此應適當控制硅灰石的加入量。硅灰石加入量為3.0%~4.0%時,焊道表面渣殼能夠全覆蓋,脫渣容易,飛濺率低。

圖5 焊道表面壓鐵液現象Fig.5 Weld bead surface indentation
2.4 螢石加入量對焊絲脫渣及飛濺的影響
螢石在焊絲中添加比例分別為0.5%、1.0%、1.5%、2.0%進行試驗,結果如圖6所示。
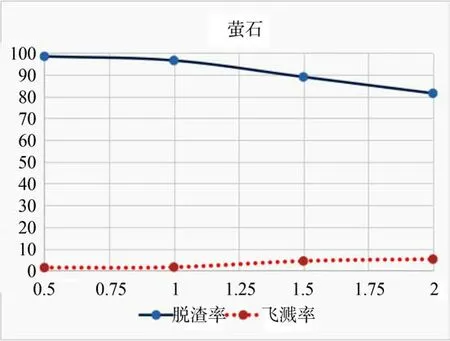
圖6 螢石加入量對脫渣及飛濺的影響Fig.6 Effect of fluorite addition on deslagging rate and spatter rate
由圖6可知,螢石在藥芯焊絲中的含量由0.5%增加到1.0%時,試驗焊絲的脫渣率變化較小,持續增加螢石在焊絲中占比,脫渣率大幅下降,接近80.0%,出現沾渣現象。脫渣性變差是因為螢石大幅降低了熔渣的熔點,使熔渣的流動性增加。當焊絲中螢石含量超過1.0%,螢石對熔渣流動性產生明顯的影響,致使焊道兩側渣殼較厚而中間渣殼薄,薄的渣殼位置對焊道熔敷金屬保護較差,熔敷金屬表面發生氧化,金屬表面的氧化物和熔渣中的復合鹽形成網狀結構,致使脫渣變差。隨著螢石在藥芯焊絲中的含量從0.5%增加到2.0%,焊接時飛濺的顆粒尺寸逐步增大,數量增加,飛濺率大幅上升。這是因為螢石中的CaF2在電離時產生F-與電弧氣氛中的H+反應,形成不溶于鐵液的穩定氫氟化物HF,在去氫的同時,增加了熔滴的爆破力,使焊接飛濺率增加[9-11]。因此在507Mo型焊絲中螢石加入量要控制在0.3%~0.5%,在此范圍內對飛濺影響不大,能夠適當降低熔渣的熔點,有利于熔渣在金屬表面的鋪展及覆蓋,有利于脫渣。
2.5 507Mo型藥芯焊絲焊道成形及熔敷金屬性能
以4%~6%金紅石、0.7%~1.0%鎂砂、3.0%~4.0%硅灰石、0.3%~0.5%螢石作為主要熔渣組分制作藥芯焊絲,焊絲直徑1.6 mm,采用80% Ar+20% CO2混合氣體進行試驗,氣體流量18~20 L/min,焊接電壓28 V,焊接電流260 A,試板為16Mn。焊后焊道成形如圖7所示。經試驗檢測,該焊絲脫渣率為98.6%、飛濺率為0.78%。

圖7 507Mo型藥芯焊絲焊道外觀Fig.7 Weld appearance of 507Mo flux-cored wire
使用該焊絲堆焊硬度件樣式如圖8所示,試板尺寸200 mm×120 mm×16 mm,堆焊5層,堆焊厚度10~13 mm。將堆焊試樣底面的母材進行加工,第5層堆焊層沿焊道方向用磨床加工出寬5 mm的平面,該平面與底面平行,在該平面進行硬度檢驗,硬度取點位置避開起弧區和收弧區,測量5個點后取平均值。使用HRD-150電動洛氏硬度計測量5個點硬度后取平均值,焊后及熱處理(550 ℃×6 h、爐冷)后硬度值如表3所示。

圖8 堆焊試樣Fig.8 Surfacing sample

表3 熔敷金屬硬度值Table 3 Surface hardness
堆焊試件經著色探傷檢測無裂紋。
3 結論
(1)507Mo型藥芯焊絲中金紅石含量不超過6%時,增加金紅石含量能夠改善焊絲的脫渣及飛濺性能;鎂砂能夠改善焊絲的全位置焊接性,鎂砂含量超過1.0%時焊絲的脫渣變差及飛濺增大;增加硅灰石的含量能夠改善焊絲的脫渣及飛濺性能,但過量的硅灰石會出現壓鐵液現象;螢石能夠改善熔渣的流動性,螢石含量超過1.0%時,焊接時藥芯焊絲飛濺率明顯增加。
(2)507Mo型藥芯焊絲中造渣劑添加比例為:金紅石4%~6%、鎂砂0.7-1.0%、硅灰石3.0-4.0%、螢石0.3-0.5%時,藥芯焊絲的脫渣率為98.6%,飛濺率為0.78%。
