基于靜力等承載強度的T型接頭角焊縫焊腳尺寸確定及疲勞特性
2023-12-12 09:03:48張立平張立杰袁曉明彭根琛
電焊機 2023年11期
關鍵詞:焊縫
張立平,張立杰,袁曉明,李 穩,彭根琛,楊 帆
1.燕山大學 起重機械關鍵技術全國重點實驗室,河北 秦皇島 066004
2.江蘇徐工工程機械研究院有限公司,江蘇 徐州 221000
3.中車唐山機車車輛有限公司,河北 唐山 064000
0 引言
T型接頭是由一組件端面與另一組件表面經焊接后構成的直角或近似直角的接頭[1]。根據接頭的板厚及作用的不同,焊接時可以選擇開或不開坡口。作為焊接結構中最廣泛應用的接頭之一,T型接頭需要有合適的焊縫尺寸以保證其靜強度和疲勞強度。然而,目前在焊接接頭焊腳尺寸設計方面仍存在著許多問題。焊腳尺寸設計相關的國內外標準通常只建議最大和最小的焊腳尺寸[2-4],范圍相對寬泛,無法精準地確定既滿足強度要求又不過設計的尺寸。在傳統的焊接接頭尺寸設計中,通常只考慮到靜強度的要求而忽略疲勞強度。在實際生產中,人們認為焊縫尺寸越大越放心,為了滿足疲勞強度的要求,往往采用過大的焊腳尺寸[5]。這種焊縫的過設計不僅會造成焊絲的浪費,增加生產成本,而且會增大接頭的變形程度,給實際生產中的變形控制增加難度[6]。此外,在多層多道焊接中,還容易產生焊接缺陷,降低接頭的使用性能[7]。因此,如何確定合理的焊腳尺寸一直是國內外學者研究的熱點問題。
焊腳尺寸的確定及其對接頭性能的影響目前已有很多研究。陳明剛[8]等人以工程機械中的伸臂為研究對象,結合GB50017和AWS D1.1確定了焊腳尺寸范圍,研究焊腳尺寸對焊接變形的影響,結果表明采用最大的焊腳尺寸時焊接變形更大,且會造成焊材的浪費,增加生產成本。Maddox[9]等人通過大量試驗和對現有焊接接頭設計方法的總結,發現接頭最佳焊腳尺寸與板厚之間存在一個比例關系,并得出隨著板厚減小該比值增加的結論。李金風[10]等人對Q345鋼正面角焊縫T型接頭最大折合應力與焊縫承載力和尺寸的關系進行了理論計算,并利用有限元軟件對其進行數值模擬,兩者結果基本一致,說明了基于折合應力設計接頭尺寸的可行性。
本文基于結構應力法,以Q355鋼T型接頭為研究對象,以靜力等承載和疲勞等承載為前提,分析了焊腳尺寸的確定過程。通過對得到的焊縫尺寸與現有焊縫尺寸的靜強度和疲勞強度的對比,證明了焊腳尺寸校核方法的有效性,為焊縫的尺寸設計提供參考。
1 標準中對角焊縫焊腳尺寸的規定
關于角焊縫焊腳尺寸的確定,中外標準中都給出了相關的規定。通過解讀美國焊接學會編制的AWS D1.1《鋼結構焊接規范》、GB50017《鋼結構設計規范》以及DIN 18800《鋼架結構》,總結了根據母材厚度確定角焊縫最大和最小焊腳尺寸的依據,如表1所示。其中,GB50017規定T型接頭單面角焊縫最小焊腳尺寸應在1.5T基礎上再增加1 mm。

表1 角焊縫最小焊腳尺寸(單位:mm)Table 1 Minimum leg size of the fillet weld(Unit:mm)
2 靜力等承載強度理論
通過對中外標準的解讀,在設計角焊縫時可以從中選擇焊腳尺寸。但是由于其范圍較為寬泛,使用的焊腳尺寸可能出現“過設計”的現象,因此有必要開發出一種焊腳尺寸校核方法,為接頭焊腳尺寸設計提供參考。
靜力等承載強度理論認為,理論焊喉尺寸與母材和焊材的強度存在以下關系:
式中a和t分別為理論焊喉尺寸和立板厚度(單位:mm);SBM和TWM分別為T型接頭立板母材拉伸強度和焊材剪切強度(單位:MPa)。基于靜力等承載原則可以對設計焊腳尺寸進行校核,從而得出既能滿足強度需求又能避免浪費的焊腳尺寸。
3 T型接頭角焊縫焊腳尺寸確定
3.1 基于標準的焊腳尺寸確定
選擇實際產品中的一種承載T型接頭,其接頭形式及尺寸細節如圖1所示。立板和底板材質均為Q355鋼,其中立板厚度為14 mm,底板厚度為60 mm。結合上述的國內外標準,確定其焊腳尺寸為D1×D2=12 mm×12 mm,并確定該接頭熔深為0 mm。
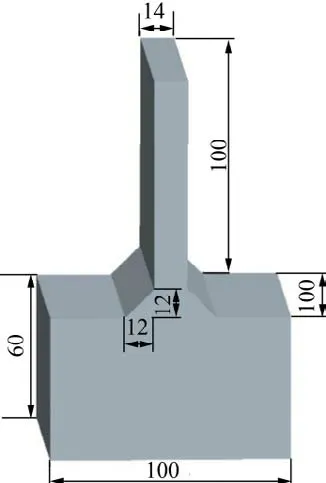
圖1 T型接頭尺寸Fig.1 T-joint size details
3.2 基于靜力等承載強度理論的焊腳尺寸確定
基于第2節所述的靜力等承載強度理論,結合接頭材料參數和尺寸細節參數等相關信息,可以對現有接頭尺寸進行重新設計,Q355鋼的抗拉強度為600 MPa,ER50-6焊絲的剪切強度為599 MPa,計算得到的單側焊喉尺寸為7.01 mm,為并將校核結果與實際接頭信息進行對比,如表2所示。
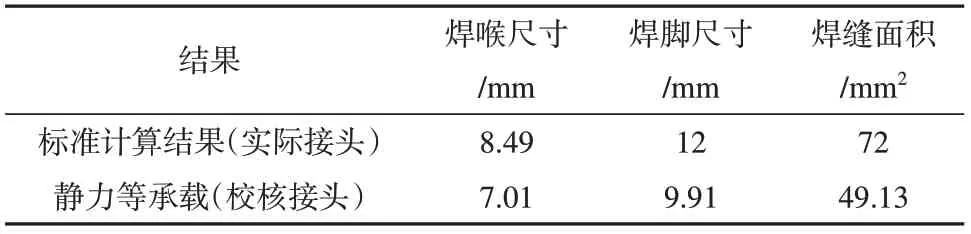
表2 焊縫尺寸計算結果Table 2 Calculation results of the weld size
根據計算的校核焊喉尺寸可推出校核焊腳尺寸為D1×D2=9.91 mm×9.91 mm。相對于該接頭的實際焊縫尺寸,校核后的接頭焊喉和焊腳尺寸均減小了17.4%,焊縫面積減小31.8%。焊縫尺寸與焊接質量息息相關,校核后的焊縫尺寸減小,有必要將其疲勞性能與原接頭進行對比,以驗證校核接頭的質量是否能滿足要求,從而證明焊縫尺寸校核方法的正確性。
4 T型接頭疲勞特性分析
4.1 有限元模型建立
本文將通過仿真手段對比分析校核前后T型接頭的疲勞性能。首先,分別建立實際接頭和校核接頭的幾何模型,并將其導入到Hyper mesh軟件中進行六面體實體單元網格劃分。圖2為接頭的有限元模型。對板材及焊縫賦予相同的材料屬性,并對底板左右兩側表面節點進行約束,同時對立板上表面施加向上的均布載荷,其中每個節點施加100 N的力。焊接接頭的疲勞破壞主要有兩種形式,即焊趾失效和焊喉失效。因此,通過對焊接接頭的焊趾和焊喉位置進行分析組件設置來計算和預測其疲勞壽命。
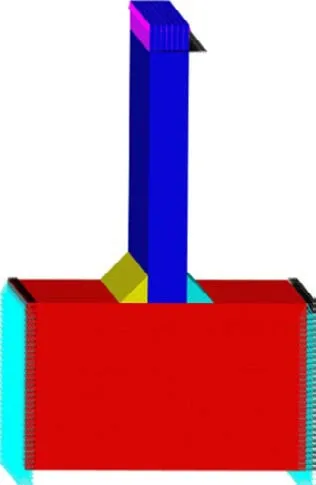
圖2 T型接頭有限元模型Fig.2 Finite element model of the T-joint
4.2 靜力計算
利用ABAQUS對實際接頭有限元模型和校核接頭有限元模型進行靜力計算,結果如圖3所示。由圖3可知,在外力作用下,兩個接頭均產生了一定的變形,且變形趨勢基本相同,均為下底板沿著受力方向產生了一定的彎曲,立板上表面發生了嚴重的變形。其應力分布也很相似,最大靜力均分布在立板上部及立板焊趾處,說明立板焊趾為接頭的薄弱區,在之后的疲勞循環中較易出現最短疲勞壽命。實際接頭承受的最大靜力與校核接頭承受的最大靜力幾乎相同,都在50 MPa左右。說明在外載荷作用條件相同時,焊縫的尺寸校核對結構所受靜力結果沒有明顯影響。
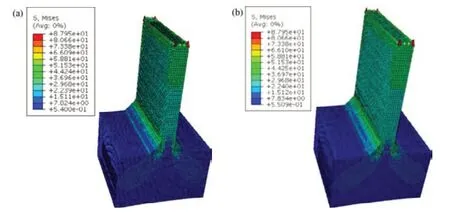
圖3 接頭靜力計算結果:(a)實際接頭(b)校核接頭Fig.3 Static calculation results of the joints
4.3 疲勞強度分析
將接頭的靜力計算結果導入到Fe-safe軟件中,設置好焊喉及焊趾位置的分析組件,進行接頭疲勞壽命計算分析。靜力計算中,受力面上各個節點施加的載荷為100 MPa,以此為基礎力,對其放大一定的倍數,即:0-1倍、0-2倍、0-3倍、0-4倍、0-5倍,分別作為疲勞循環外力進行計算。
當疲勞循環外力為0-1倍時,實際和校核接頭各位置疲勞壽命云圖如圖4所示。由圖可知,在疲勞循環外力作用下,兩種接頭的疲勞壽命云圖分布情況類似,在底板焊趾處疲勞壽命均較高,而在立板焊趾處疲勞壽命均較低,且隨著焊趾位置從兩端到中間的轉移,疲勞壽命逐漸降低,立板兩側焊趾疲勞壽命分布及大小均相同。兩種接頭的不同之處在于校核接頭焊喉處的疲勞壽命略低于實際接頭。實際接頭的最低疲勞壽命為2.541E7(107.405)次,校核接頭的最低疲勞壽命為2.539E7(107.405)次,兩者的疲勞壽命幾乎相同。
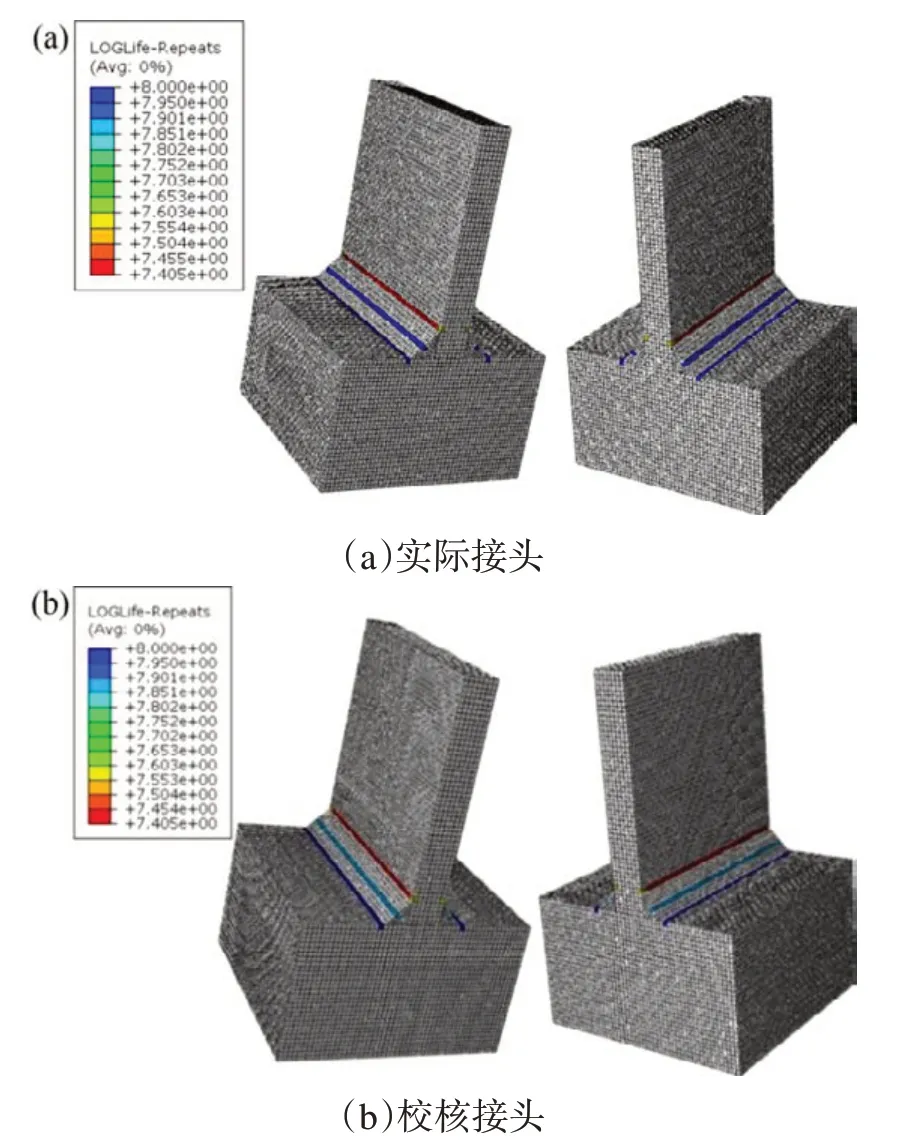
圖4 0-1倍循環外力下接頭各位置疲勞壽命云圖Fig.4 Cloud chart of fatigue life at each position of the joints under 0-1 times of cyclic external force
圖5顯示了疲勞循環力最大比例與T型焊接接頭疲勞壽命的關系。如圖5所示,實際接頭與校核接頭的疲勞壽命曲線幾乎完全重合,兩者都隨著循環力最大比例的增加先顯著降低,然后逐漸緩慢降低并趨于穩定,說明焊縫的尺寸校核對接頭的疲勞壽命不會產生不利影響。
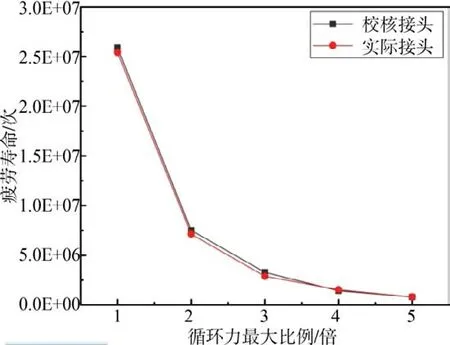
圖5 循環力最大比例與疲勞壽命的關系Fig.5 Relationship between maximum proportion of cyclic force and fatigue life
5 結論
本文基于結構應力法提出了一種校核T型接頭雙面角焊縫焊縫尺寸的方法,并通過軟件對實際接頭和校核接頭的靜力計算和疲勞分析進行對比,得到了以下結論:
(1)利用焊縫尺寸校核法對焊縫進行校核,可減小17.4%的焊喉尺寸和焊腳尺寸,可減小31.8%的焊縫面積。焊縫尺寸減小將節省焊絲用量,降低成本,并能減小焊件的變形。
(2)經仿真分析發現校核后焊縫尺寸的減小對接頭承受靜力、疲勞壽命、失效位置沒有產生明顯的不利影響,校核接頭質量與實際接頭質量基本一致,證明了焊縫尺寸校核法的正確性和有效性,可以對焊縫尺寸設計提供參考。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
