Q370R/S31603爆炸焊復合板制4 000 m3厚壁球罐焊接工藝及接頭性能
2023-12-12 09:03:44蔣軍房務農(nóng)劉孟德周楊
電焊機 2023年11期
蔣軍,房務農(nóng),劉孟德,周楊
1.合肥通用機械研究院有限公司,安徽 合肥 230031
2.盛虹煉化(連云港)有限公司,江蘇 連云港 222065
0 引言
不銹鋼復合鋼板是以不銹鋼板為覆層、低合金鋼為基層,通過軋制或爆炸復合的方式使之結合成一整體,既具有耐蝕性,又具有較高的強度,綜合性能優(yōu)異,可節(jié)約大量貴金屬,且基層越厚,節(jié)約量越多,大大降低生產(chǎn)成本,因而被廣泛應用于冶金、石油化工、水利等諸多領域[1-2]。近幾年來,隨著國內(nèi)石化行業(yè)快速發(fā)展,采用不銹鋼復合板建造有耐腐蝕需求的球形儲罐需求逐年增加。
某石化企業(yè)新建2臺4 000 m3不合格液化氣球罐,設計壓力為1.77 MPa,由于介質(zhì)中H2S含量可高達8 000 ppm以上,球殼材料選用Q370R/S31603(δ=46+3 mm)爆炸焊復合板,為國內(nèi)目前容積最大的厚壁不銹鋼復合板球罐。現(xiàn)有文獻對Q345R/S31603爆炸焊復合板焊接工藝及接頭性能研究較多,但針對Q370R/S31603爆炸焊復合板的研究較少,將其應用于球罐的研究更不多見。為了項目的順利完成,針對該厚壁不銹鋼復合板球罐坡口等離子切割、復合球殼板的壓制、組對錯邊量的控制、全位置過渡層和耐蝕層的焊接、無損檢測及焊后熱處理等各方面技術難點進行了一系列研究,本文僅介紹該球罐攻關課題中焊接工藝及接頭性能的研究工作,為今后大容積Q370R/S31603不銹鋼復合板球罐的推廣應用提供一些借鑒。
1 試樣制備與試驗方法
1.1 試驗母材
試驗母材選用球罐殼體材料S31603/Q370R不銹鋼爆炸焊復合板,基材為46 mm厚的370R,供貨狀態(tài)為正火,考慮到介質(zhì)苛刻,將沖擊試驗溫度由標準-20 ℃降為-24 ℃,力學性能要求見表1;覆材為3 mm厚的S31603,供貨狀態(tài)為固溶,化學成分見表2。

表1 370R力學性能技術要求Table 1 Technical requirements for 370R mechanical properties

表2 S31603化學成分技術要求(質(zhì)量分數(shù),%)Table 2 Chemical composition of S31603 (wt.%)
復合板爆炸工藝結構如圖1所示,覆板置于基板之上,中間加間隙柱隔開一定距離,在覆板上鋪設炸藥,雷管引爆后利用炸藥爆轟產(chǎn)生的能量使覆板和基板在高壓、高速、高溫和瞬時下傾斜撞擊時接觸面上發(fā)生劇烈的物理和化學過程,即冶金過程,實現(xiàn)復合[3]。本項目所有復合板檢測均符合NB/T 47002.1—2019中B1級要求,即未結合率為0%,剪切強度實測值超過300 MPa。
圖1 復合板爆炸工藝安裝結構Fig.1 Installation structure of composite plate explosion process
1.2 焊接材料
球罐安裝需全位置焊接,立焊位置較多;現(xiàn)場焊接時焊工一般都會選擇大電流,熱輸入最大可達40 kJ/cm;且本項目對基層焊接接頭低溫沖擊韌性要求很高,因此基層選用E5515-N2焊條,熔覆金屬力學性能見表3。為了保證覆層焊縫金屬耐腐蝕性能,其Cr、Ni、Mo等主要合金元素的含量應不低于覆板標準規(guī)定的下限值,覆層選用E316L-16焊條。過渡層焊材選用E309LMo-16焊條,其C含量較低,Cr、Ni等合金元素高,既可以避免基層焊縫中形成硬脆的馬氏體組織,又可以保證覆層低碳和Cr、Mo元素不會降低[4]。E316L-16、E309MoL熔覆金屬化學成分見表4。

表3 E5515-N2熔覆金屬力學性能Table 3 Mechanical properties of E5515-N2 cladding metal

表4 熔覆金屬化學成分(質(zhì)量分數(shù),%)Table 4 Chemical composition of cladding metals (wt.%)
1.3 焊后熱處理
研究表明,不銹鋼/碳鋼復合板的最佳熱處理溫度在600 ℃左右[5],結合基材、覆材材料性能及目前熱處理設備的溫控性能,確定球罐焊后熱處理溫度為590±15 ℃。目前大型球罐的整體熱處理均采用內(nèi)部燃燒法加熱,即球罐作為爐體,球殼板外側(cè)設置測溫熱電偶并加巖棉保溫,上人孔設排煙筒,下人孔安裝噴嘴燃燒器,以輕質(zhì)柴油作燃料,霧化燃燒產(chǎn)生熱對流使球罐各部位加熱至恒溫溫度,再保溫一段時間(一般為2 h)達到消除應力的目的。實踐表明,由于熱氣流向上流動,球罐上極板先達到恒溫溫度,在恒溫區(qū)間內(nèi)時長要比下極板多2個小時左右,再考慮開罐檢查返修后的一次熱處理,因此將試板的焊后熱處理時長設定為6 h。
1.4 坡口形式設計
據(jù)NB/T47015—2011附錄B中“當復合比特別大或預先開坡口有困難時”,推薦坡口形式見圖2。該坡口形式有臺階面,目前在復合板容器上應用廣泛,對于控制復合板焊接質(zhì)量優(yōu)勢顯著:坡口在基層金屬的終止面預留約1.5 mm臺階,可防止復合層在焊接應力作用下,近坡口處的覆層與基層脫離;焊工可以非常清晰地看清過渡層與基層的交界面,防止基層焊材接觸到覆層而產(chǎn)生馬氏體組織[6]。
圖2 NB/T47015-2011推薦坡口形式Fig.2 NB/T47015-2011 Recommended Groove Form
但球殼板尺寸大,工藝要求壓制成曲面后才能加工坡口,即采用等離子切割的二次下料法,現(xiàn)有技術對壓制成型后的球殼板球形面復合板坡口無法刨邊處理,因此,只能采用NB/T47015—2011附錄B中的X形坡口,根據(jù)球罐的結構特點及應力分布,最終優(yōu)化為非對稱X形坡口,如圖3所示,既減小應力,又節(jié)約了貴重的不銹鋼焊材[7]。
圖3 焊縫示意Fig.3 Weld Diagram
1.5 焊接工藝參數(shù)
(1)基層性能。選用尺寸為600 mm×150 mm×49 mm的復合板,采用焊條電弧焊,立焊位置。焊接順序為先從大坡口側(cè)焊接基層,反面清根并經(jīng)PT合格后,焊接背面基層,焊接過渡層,經(jīng)TOFD檢測合格后,最后焊接覆層,焊后進行消應力處理。Q370R材料應用于球罐已有成熟焊接工藝,此處不再闡述。
(2)覆層和過渡層的研究。根據(jù)NB/T47014-2011標準分別在立焊、橫焊及仰焊位置進行,采用?3.2 mm的E309LMo-16和 E316L-16焊條,在厚度20 mm的Q370R試板上堆焊,焊接工藝參數(shù)見表5,焊接時要求采用小電流、薄層多道焊。有研究表明,小直徑焊條、小電流、多道焊、淺熔深,可以有效地控制過渡層焊縫金屬Cr、Ni、Mo的元素稀釋[8]。
表5 過渡層及覆層焊接工藝參數(shù)Table 5 Welding parameters of transition layer and cladding layer
清除覆層焊縫表面層后的加工面上進行化學成分測定,符合E316L-16化學成分的加工面至熔合線的最小厚度見表6。由此最終確定過渡層厚度控制在3~4 mm之間。

表6 符合E316L-16化學成分的加工面至熔合線的最小厚度Table 6 Minimum thickness from processing surface to fusion line in accordance with E316L-16 chemical composition
2 試驗結果與討論
2.1 復合板焊接接頭的硬度測試
采用相同工藝焊接2塊立焊試板,分別進行2 h和6 h的焊后熱處理,截取的硬度試樣宏觀圖片如圖4所示。
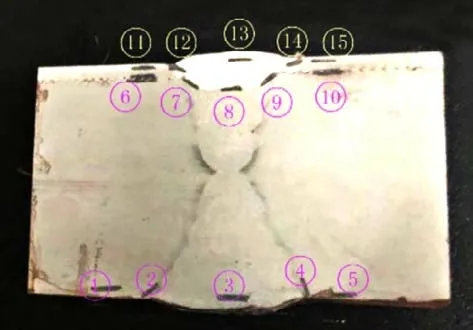
圖4 立焊焊接接頭宏觀圖片F(xiàn)ig.4 Macro image of vertical welding joint
分別在基層、過渡層、覆層3個區(qū)域選取相應位置進行硬度測試,計算平均硬度值,如圖5所示。過渡層焊縫與基層焊縫交界面處HV10硬度均在250以下,表明在該部位未形成高碳馬氏體組織,焊接工藝控制合理。同時可以看出,焊后熱處理時間延長對焊接接頭的硬度影響并不明顯。
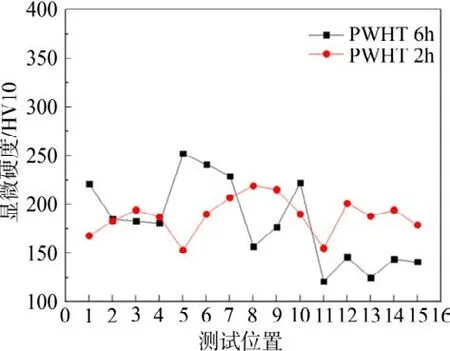
圖5 立焊位置基層、過渡層、覆層硬度曲線Fig.5 Hardness curve of base layer,transition layer,and cladding layer at vertical welding position
2.2 基層力學性能
按NB/T47015附錄C規(guī)定當覆層不參與強度計算,焊接工藝評定試板采用復合板制作,焊后熱處理后加工去除覆層,制備拉伸、沖擊和彎曲試樣。拉伸試樣正視圖如圖6所示,除掉覆層后的拉伸試樣中仍有部分過渡層不銹鋼焊縫金屬,即過渡層不銹鋼焊縫金屬參與了焊接接頭強度,而在NB/T47014附錄C中規(guī)定,當覆層不參與強度計算,只需考慮基層焊縫金屬,建議此處應按不銹鋼與低合鋼組合焊縫金屬來考慮,希該標準修訂時能慎重考慮。

圖6 拉伸試樣正視圖Fig.6 Front view of tensile specimen
基層立焊位置焊接工藝評定力學性能結果見表7,所有試驗結果滿足設計要求,且-24 ℃ KV2富余量較大,能夠滿足工程現(xiàn)場實際需要。
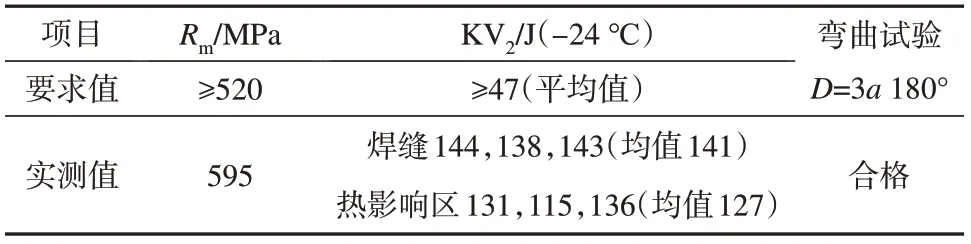
表7 基層立焊位置焊接接頭力學性能Table 7 Mechanical properties of welded joints at the vertical welding position of the base layer
2.3 覆層應力腐蝕試驗
根據(jù)GB/T 4157—2017標準中E法的要求,對覆層進行抗硫化物應力開裂(SSC)試驗。為了可制取5 mm厚的不銹鋼焊接接頭試樣,采用E316L-16焊條在復合板試板表面堆焊增厚后,再截取覆層焊縫金屬,按圖7制備試樣。

圖7 應力腐蝕E法試樣尺寸Fig.7 Sample size of stress corrosion E method
用240粒度砂紙手工打磨試樣表面和邊緣,打磨方向平行于試樣的軸向,試樣經(jīng)脫脂并用丙酮清洗后,放入試驗裝置。試驗選取標準中的A溶液,試驗溫度24 ℃,四點加載,加載應力為80%屈服強度,試驗持續(xù)720 h。經(jīng)10×放大鏡觀察,橫焊、立焊、仰焊三個位置的試樣受拉伸表面均未見裂紋,表明覆層焊縫金屬經(jīng)6 h焊后熱處理后,耐應力腐蝕性能良好,其中立焊位置試樣試驗前后對比如圖8所示。
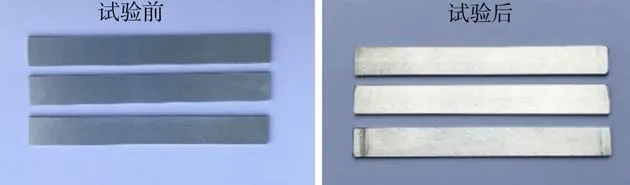
圖8 應力腐蝕E法試驗前后試樣圖片F(xiàn)ig.8 Sample images before and after stress corrosion E method test
2.4 覆層晶間腐蝕試驗
(1)根據(jù)GB/T 4334—2020標準中C法的要求,截取覆層焊縫金屬,并按圖9制備試樣。
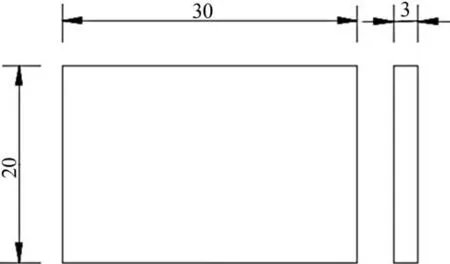
圖9 晶間腐蝕C法試樣尺寸Fig.9 Sample size of intergranular corrosion C-method
測量試樣尺寸、計算表面積,并稱重。將試樣放入65%硝酸溶液中,試樣經(jīng)5個周期腐蝕,每周期須連續(xù)煮沸48 h后,在流水中用軟刷子刷掉表面腐蝕產(chǎn)物,洗凈、干燥、稱重。橫焊、立焊、仰焊三個位置的試樣平均腐蝕速率均小于設計要求的0.6 g/(m2·h),其中立焊位置試樣的具體試驗數(shù)據(jù)見表8。
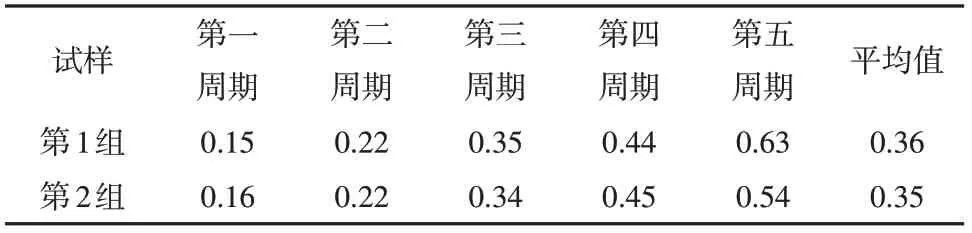
表8 晶間腐蝕試驗(C法)腐蝕速率結果(單位:[g·(m2·h)-1])Table 8 Corrosion rates of intergranular corrosion test (Method C)
(2)根據(jù)GB/T 4334-2020 標準中E法的要求,截取覆層焊縫金屬,并按圖10制備試樣。
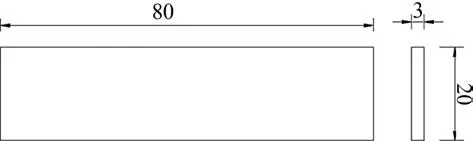
圖10 晶間腐蝕E法試樣尺寸Fig.10 Sample size of intergranular corrosion E method
將試樣放入16%CuSO4溶液,保持微沸狀態(tài),試驗20 h后取出試樣,洗凈、干燥,進行180°彎曲試驗,彎曲后的試樣經(jīng)10×放大鏡觀察。橫焊、立焊、仰焊三個位置的試樣均未見裂紋,其中立焊位置試樣彎曲后圖片如圖11所示。

圖11 晶間腐蝕E法試驗后試樣圖片F(xiàn)ig.11 Sample image after intergranular corrosion E method test
由晶間腐蝕試驗(C法、E法)結果可看出,覆層焊縫金屬經(jīng)6 h的焊后熱處理后,耐晶間腐蝕性能良好。雖然結果均合格,但是實際球罐整體熱處理時仍應采取相應的改進措施,避免覆層過多停留在敏化溫度范圍內(nèi)(450~850 ℃),因為敏化會減弱覆層的耐晶間腐蝕能力,且隨著時間的延長,減弱的幅度不斷增加[9]。
2.5 復合板坡口未貼合的修復工藝研究
復合板爆炸焊復合過程中,由于爆炸能量的不均勻性,會出現(xiàn)基材與覆材局部未貼合現(xiàn)象;在坡口切割或焊接過程中,坡口邊緣覆層與基層受熱后也可能產(chǎn)生未貼合。對坡口邊緣未貼合可進行焊接修復,但應引起充分重視。經(jīng)試驗研究,當基層E5515-N2焊條在E309LMo過渡層上施焊,對過渡層不銹鋼的稀釋率高達60%~70%,導致在焊縫交界面處產(chǎn)生硬度高達400 HB的馬氏體組織,如圖12所示(注:第1層為E309LMo焊條的焊縫,第2層及以上為E5515-N2焊條的焊縫)。在應力作用下,高硬度的馬氏體組織將會導致焊縫中形成裂紋。
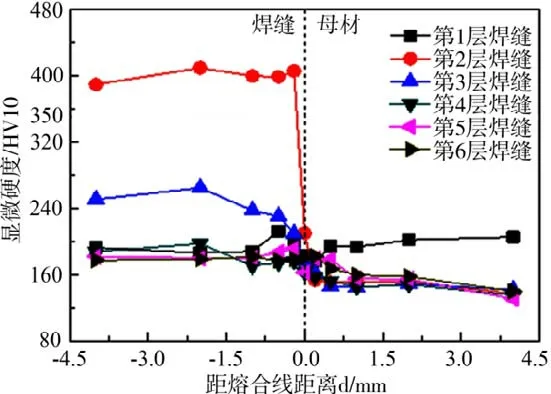
圖12 焊接接頭硬度Fig.12 Hardness of welded joints
因此本項目制造過程中出現(xiàn)的坡口邊緣未貼合,制造單位修復后,對相應部位的位置、深度和范圍均作出詳細標記,以便現(xiàn)場球罐安裝焊接到此位置時可以作相應調(diào)整,避免出現(xiàn)E5515-N2焊條在修復部位過渡層不銹鋼焊縫金屬及熔合區(qū)內(nèi)施焊的情況。對于坡口未貼合部位,參照NB/T47016-2011標準按圖13所示將覆層往下除去1.0~2.0 mm,再根據(jù)制定的焊接工藝分別采用E309LMo-16、E316L-16焊條焊接修復。
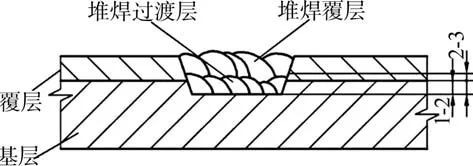
圖13 復合板修復補焊示意Fig.13 Schematic diagram of repair welding for composite plates
3 結論
(1)厚度為46 mm+3 mm 的Q370R/S31603復合板球罐,采用非對稱X型坡口,在E5515-N2焊接基層、E309LMo焊接過渡層及E316L-16焊接覆層的工藝情況下,基層焊接接頭的力學性能仍滿足要求,且韌性數(shù)據(jù)富余量較大;
(2)試板經(jīng)(590±15) ℃×6 h焊后熱處理,覆層焊縫金屬的抗硫化物應力腐蝕試驗(E法)、晶間腐蝕試驗(C法、E法)均合格,耐蝕性能良好,焊接工藝、熱處理工藝選擇較合適。但在球罐整體熱處理時,需采取改進措施,盡可能縮短覆層在敏化溫度區(qū)間的停留時間。
(3)復合板的過渡層焊縫參與了主體焊縫的強度,建議NB/T47014修訂時按不銹鋼與低合金鋼組合焊縫來考慮。
(4)制造單位在進行復合板坡口未貼合的修復時應做好詳細標記,以便現(xiàn)場球罐安裝焊接到相應位置時可作出調(diào)整,避免出現(xiàn)E5515-N2焊條在修復部位過渡層不銹鋼焊縫金屬及熔合區(qū)內(nèi)施焊的情況。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
人大建設(2020年2期)2020-07-27 02:47:54
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年6期)2019-11-17 04:27:38
當代陜西(2019年13期)2019-08-20 03:54:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
