17Cr2Ni2MoVNb鋼直齒輪精密鍛造成形技術研究*
2023-12-14 13:02:32郭云鵬張建強王艷麗
新技術新工藝 2023年11期
關鍵詞:工藝
郭云鵬,張建強,趙 富,王艷麗
(內蒙古第一機械集團股份有限公司,內蒙古 包頭 014032)
1 引言
齒輪作為傳遞運動和動力的最基本零件之一,在工程領域有著非常廣泛的應用。高性能齒輪的毛坯大多需要鍛造成坯,之后加工齒形。齒輪毛坯采用自由鍛工藝,自由鍛工藝生產效率低,鍛造后加工余量大[1]。無飛邊模鍛,又稱閉式鍛造[2-3],相對傳統(tǒng)加工方法而言,它不僅可使齒輪加工的材料利用率由目前的40%左右提高到70%以上,而且可以提高齒輪強度20%以上,生產效率40%左右[4]。此外,傳統(tǒng)的制造工藝是通過自由鍛或普通模鍛制坯、切削齒、孔等工序成形,效率低,材料浪費嚴重,并且切斷流線成形的齒強度差,齒根容易斷裂,此生產過程競爭力越來越弱[5]。在機械領域應用廣泛的直齒輪,其制造工藝直接影響服役性能,如噪聲[6]和產品壽命[7]等,而眾多研究表明,鋼鐵材料組織性能具有遺傳性[8-9],因此從鍛造開始嚴格控制其組織性能很有必要。
采用精鍛技術生產齒輪可以取得顯著的經濟效益,且精鍛已成為趨勢[10],但直齒輪由于齒形(特別是上下角隅處)充填困難,需要較大的成形力,引起凹模型腔壁壓強過大,導致凹模容易開裂[11],因此需要針對所選材料進行鍛造工藝探索和研究。本文以17Cr2Ni2MoVNb鋼直齒輪為研究對象進行原料坯尺寸設計、精鍛模具和鍛造工藝參數(shù)設計、齒形模具設計、零件鍛造有限元分析等研究,開展了17Cr2Ni2MoVNb鋼直齒輪精密成形技術研究,實現(xiàn)了小模數(shù)直齒輪的批量生產制造,為直齒輪精密成形的廣泛應用奠定了基礎。應用閉式鍛造可提高齒輪材料利用率,獲得更好的力學性能提升齒輪質量增加服役時間,以滿足產品長壽命的要求,從而減少碳排放,為實現(xiàn)雙碳目標提供相應的技術支撐。
2 試驗材料及過程
本文選用的直齒輪材料為17Cr2Ni2MoVNb鋼(成分見表1),相關參數(shù)見表2。試驗齒輪如圖1所示。試驗設備選用NPS2500/4000型2500 t螺旋壓力機,配備500 kW×2雙工位中頻感應加熱爐進行鍛造。設備擁有頂出機構,產品精度高,質量穩(wěn)定。配合精密加工的模具進行齒輪齒形的閉式鍛造成形試制,為實現(xiàn)直齒輪小批量的生產制造,在提高齒輪材料利用率的同時,對提升該行星輪的加工效率也有很好的效果。

表1 17Cr2Ni2MoVNb鋼材料成分(質量分數(shù)) (%)

表2 直齒輪參數(shù)

圖1 試驗齒輪
3 試驗結果及分析
3.1 鍛造試樣力學性能及組織分析
首先制備試樣,對17Cr2Ni2MoVNb鋼材料鍛造工藝及性能進行分析,獲得17Cr2Ni2MoVNb鋼材料不同鍛造工藝下力學性能及組織狀態(tài)。
通過改變鍛造工藝參數(shù)(溫度、變形率等),檢測鍛造工藝對帶狀組織的影響。獲得不同鍛造比及鍛后熱處理溫度的試樣,再進行拉伸、沖擊等力學性能檢測及晶粒度、帶狀組織及夾雜物等金相檢測分析試驗,為17Cr2Ni2MoVNb鋼鍛造工藝的確定提供數(shù)據(jù)支撐。不同鍛造比和鍛后熱處理溫度制備試樣情況見表3。

表3 鍛造試樣規(guī)格及狀態(tài)
采用制備的試樣進行力學拉伸、沖擊、非金屬夾雜物、晶粒度及帶狀組織的檢測,檢測結果見表4。
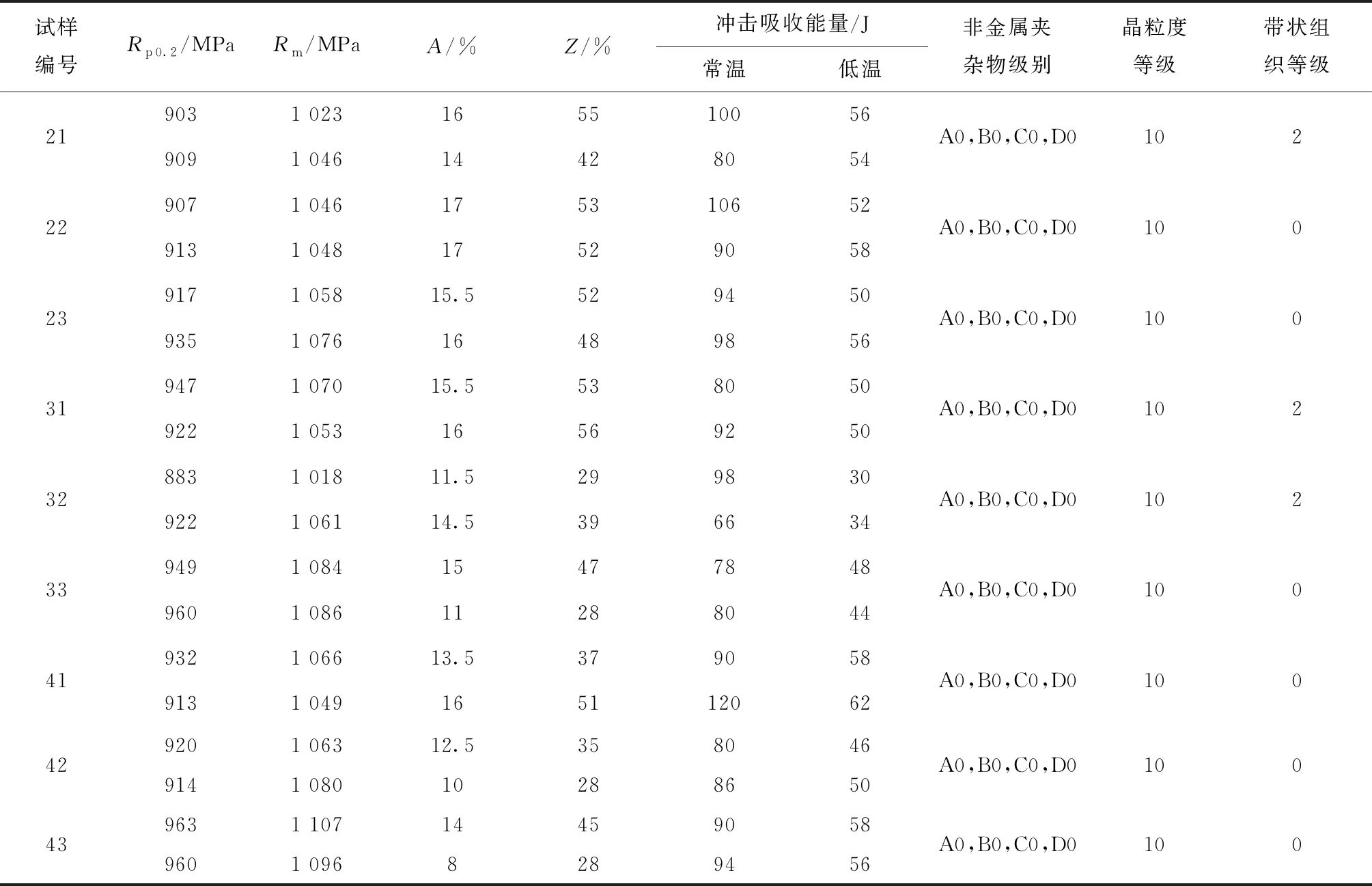
表4 鍛造試樣檢測結果
通過不同鍛造試驗及分析檢測,獲得了鍛造比、正火溫度等鍛造工藝參數(shù)改變后試樣組織及力學性能的變化,17Cr2Ni2MoVNb鋼鍛后帶狀組織等級≤2級,晶粒度等級為10級(見圖2)。并且鍛造比越大(變形量大),鍛造正火溫度越高,帶狀組織及晶粒度越優(yōu);同時隨著鍛造比增加,屈強比有一定的下降趨勢,這可為后續(xù)直齒輪精鍛成形原材料尺寸的選擇提供數(shù)據(jù)支撐。
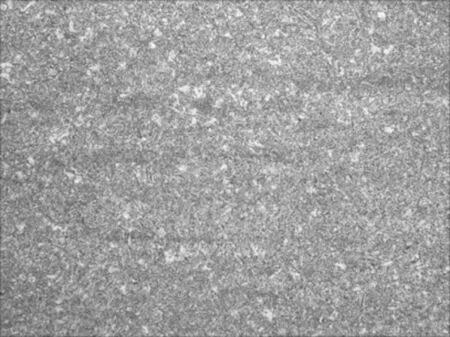
a) 帶狀組織0級

b) 晶粒度10級
3.2 直齒輪精密鍛造成形技術研究
目前,直齒輪常規(guī)制造流程為下料→自由鍛→粗車→精車→滾齒/插齒→滲碳熱處理→磨端面→磨內孔→磨齒。該制造流程中滾齒/插齒加工余量大,不僅效率低下,而且破壞了輪齒部位連續(xù)、完整的金屬流線,嚴重影響了齒輪的承載能力和服役壽命。因此,通過對齒輪精密鍛造成形制造過程進行研究,將直齒輪制造流程更改為下料→精密鍛造→端面及內孔精加工→滲碳熱處理→磨內孔及端面→磨齒。
3.2.1 鍛造工藝分析
根據(jù)精鍛齒輪技術要求和結構特點,鍛造工藝采用閉式鍛造方法進行熱鍛成形,并根據(jù)結構件鍛造成形特點將坯料初鍛溫度設定在1 000~1 100 ℃,以減小變形抗力,提高齒部成形精度,獲得較完整的金屬流線形態(tài)。
3.2.2 鍛件設計
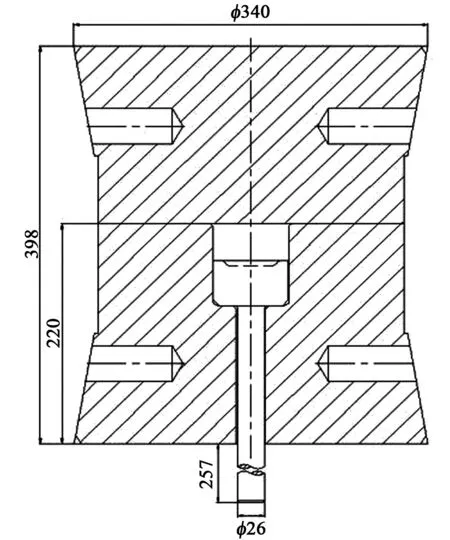
根據(jù)齒輪典型樣件尺寸規(guī)格,通過齒輪精密成形毛坯研究,考慮齒形部分磨削余量為0.6 mm,齒根不留磨量,同時為保證磨量盡可能均勻,增加變位+0.15,外徑考慮齒頂充滿可能局部不足,加放加工余量,端面留機械加工余量,并設置分流腔,以減小成形抗力并容納多余金屬,內孔為擠壓變形區(qū),留有機械加工余量。按上述參數(shù)設計的鍛件圖如圖3所示。

圖3 直齒輪鍛件圖
3.2.3 坯料設計
坯料選用棒料,根據(jù)鍛造變形特點,分析計算鍛件圖與坯料體積應基本相等,并保證加熱后略小于模具齒根圓直徑,方便放入模具形腔中進行閉式鍛造,初步確定坯料尺寸為φ50×(84±1),單位為mm。坯件尺寸設計如圖4所示。

圖4 坯料圖
3.2.4 模具設計
3.2.4.1 閉式鍛造預鍛和終鍛模具設計
為保證齒輪成形完整,采用預鍛+終鍛,出模由頂桿頂出,保證終鍛成形精度,頂出桿設計為與齒形腔間隙配合的形狀,使頂出時鍛件受力均勻,從而提高鍛造齒輪精度,上下模采用T型螺絲與設備床身和滑塊連接。閉式鍛造模具總圖如圖5所示。
a) 預鍛模具圖
b) 終鍛模具圖
3.2.4.2 齒形模具設計
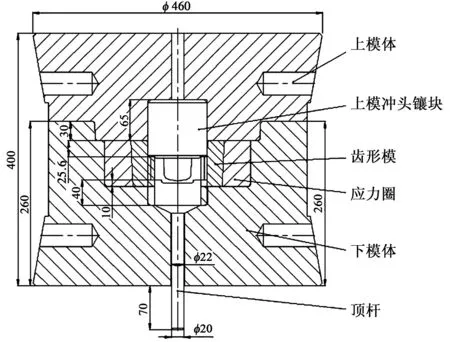
為了增強模具的變形能力和使用壽命,通常采用預應力法,將模具箍在一層或多層應力圈內,相鄰的應力圈在接觸面處會產生一個向內的預應力,經過幾層疊加施加于最內部的模具上,能夠充分抵消經過鍛件傳遞到模具上的鍛造壓力,使得模型能夠承受的最大壓力得到提高,改善模具的受力狀況,使得模具能夠承受更高的壓力。裝有單層應力圈的齒形模如圖6所示。
圖6 裝有單層應力圈的齒形模
3.2.5 閉式鍛造有限元分析
通過上述鍛件、坯料以及模具的設計結果,進行閉式鍛造工藝過程模擬,分析齒輪成形特點,為齒輪鍛造工藝參數(shù)及驗證鍛造工藝參數(shù)與材料特性之間的關聯(lián)性提供依據(jù),并為齒輪精鍛過程及工藝參數(shù)提供參考。
3.2.5.1 坯料材料參數(shù)
為了滿足成型過程CAE分析的需要,根據(jù)材料高溫流變特性研究測量的材料高溫應力-應變曲線,結果如圖7所示。可見,應變速率相同時,材料溫度越高,流變應力越小。
a) 800 ℃
b) 900 ℃
c) 1 100 ℃
3.2.5.2 成型過程CAE分析
設置鍛件材料為彈塑性體,模具材料設置為剛性體;坯料與模具之間采用剪切摩擦條件,摩擦因子取0.3;鍛造溫度設為1 050 ℃;上下沖頭擠壓速度為300 mm/s。
不同壓下量齒輪變形情況模擬結果如圖8所示。經分析,當壓下量為41.2 mm時,輪齒底端部分已經基本充滿,輪齒中間及上端部分開始逐步成形;當壓下量為42.9 mm時,成形結束,獲得完整的齒形。此時成形沿著輪齒分布較為均勻。

a) 壓下量為41.2 mm

b) 壓下量為42.9 mm
對模擬成形后鍛件的溫度及成形受力進行分析,不同壓下量溫度的變化如圖9所示。齒輪在精密鍛造成形過程中,由于齒輪底端部先與模具接觸,隨著沖頭施加壓力,壓下量的變化,坯料從齒根部位開始變形,直至齒形完全充滿,并在成形過程中,由于齒根及齒頂?shù)锥司植课恢门c模具直接作用,此部位溫度變化較高;模具頂端隨時間的延長受力變化如圖10所示,并且隨著齒輪的成形,所受載荷的變化逐漸增加,并在齒部角隅成形時,所受載荷速度直線增加,達到最大。
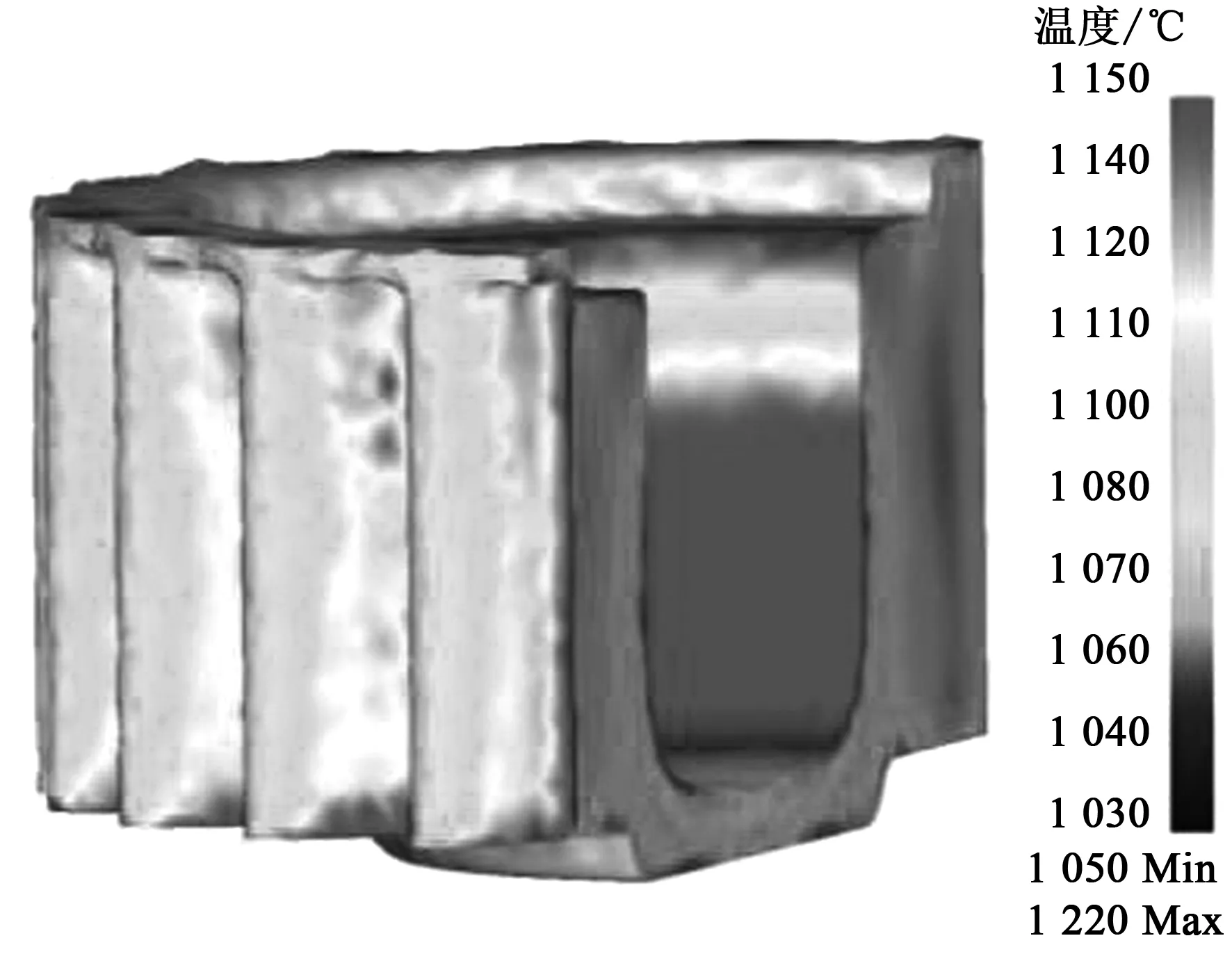
b) 壓下量為42.9 mm
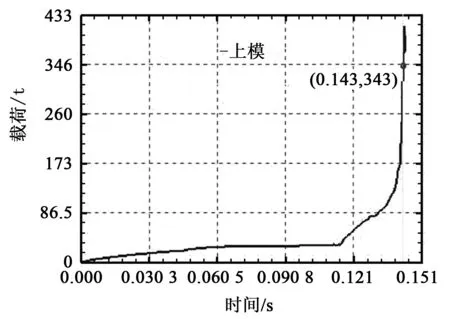
圖10 成形過程中載荷的變化
3.2.6 直齒輪閉式鍛造結果
通過以上直齒輪鍛件、毛坯及閉式鍛造模具設計,并對仿真模擬結果進行分析,認為以上設計方案可行,開展了閉式精鍛模具及直齒輪鍛造實物驗證。圖11所示為閉式鍛造模具,圖12所示為直齒輪精鍛實物樣件。

圖11 閉式鍛造模具

圖12 精鍛直齒輪實物圖
3.2.7 鍛造流線分布
通過對直齒輪精密鍛造成形后進行解剖,測量了零件的鍛造流線分布,流線分布與鍛件的外形基本一致(見圖13),可見鍛造流線基本完整,沒有被破壞。

圖13 鍛造流線
3.3 直齒輪閉式鍛造小批量制造
根據(jù)上述試驗結果,確定直齒輪閉式鍛造工藝流程為中頻感應加熱→壓扁→預鍛→終鍛→出模;坯料尺寸為φ50 mm×84 mm;鍛造溫度為:模具預熱溫度200~300 ℃,始鍛溫度1 050 ℃;鍛錘速度為0.3 m/s;潤滑劑采用水基石墨。并完成了直齒輪閉式鍛造小批量制造(見圖14)。

4 結語
通過上述研究可以得出如下結論。
1)通過不同鍛造試驗及分析檢測,獲得了17Cr2Ni2MoVNb鋼材料在鍛造比、正火溫度等鍛造工藝參數(shù)改變后試樣組織及力學性能變化:鍛后帶狀組織等級≤2級,晶粒度等級為10級,并且鍛造比越大(變形量大),鍛造正火溫度越高,帶狀組織及晶粒度越優(yōu);同時隨著鍛造比增加,屈強比有一定的下降趨勢。
2)完成直齒輪閉式鍛造工藝仿真分析,以及直齒輪鍛件圖及閉式鍛造模具設計及制造,實現(xiàn)了模數(shù)4 mm、齒數(shù)21直齒輪的精鍛成形制造,得到的試驗直齒輪鍛造流線完整,符合鍛造成形過程狀態(tài)。
3)采用“中頻感應加熱→壓扁→預鍛→終鍛→出模”的直齒輪閉式鍛造工藝流程,坯料尺寸為φ50 mm×84 mm,鍛造溫度為:模具預熱溫度200~300 ℃、始鍛溫度1 050 ℃,鍛錘速度為0.3 m/s,采用水基石墨潤滑劑,完成了模數(shù)4 mm、齒數(shù)21的直齒輪的小批量制造。
4)本文采用閉式鍛造工藝實現(xiàn)了直齒輪的小批量制造,可推廣應用于尺寸相似且基數(shù)較大的行星輪制造,不僅可提高材料利用率、實現(xiàn)加工效率提升,而且可為滿足產品長壽命的要求及獲得更好的力學性能、提升齒輪質量、增加服役時間提供制造方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
