新型70MW燃氣輪機轉子裝配
2023-12-25 03:15:12付剛
金屬加工(冷加工) 2023年12期
關鍵詞:工藝
付剛
南京汽輪電機(集團)有限責任公司 江蘇南京 210037
1 序言
燃氣輪機作為世界工業領域皇冠上的明珠,其核心技術一直為國外企業所壟斷,而燃氣輪機轉子的裝配技術,也是其核心技術之一,燃氣輪機轉子裝配的好壞,對機組的效率和安全性具有非常重要的影響。
新型70MW燃氣輪機是我公司從國外引進的一種中型燃氣輪機,它憑借出色的聯合循環效率和高可靠性,在同級產品中廣受市場歡迎。燃氣輪機轉子是燃氣輪機中的核心部件,其核心技術長期被外國企業所壟斷,為實現燃氣輪機轉子國產化,對新型70MW燃氣輪機轉子裝配進行技術攻關,完成轉子的裝配。
2 新型70MW燃氣輪機轉子結構簡介
新型70MW燃氣輪機轉子由壓氣機轉子(包括前后半軸和1~16級輪盤)和透平轉子兩部分組成,兩部分需先分別裝配,再將兩部分通過止口過盈配合裝配對接,并用一組拉桿螺栓將其拉緊,如圖1所示。完成連接后轉子各部分跳動、連接處的間隙及螺栓的伸長量等均有很高要求。
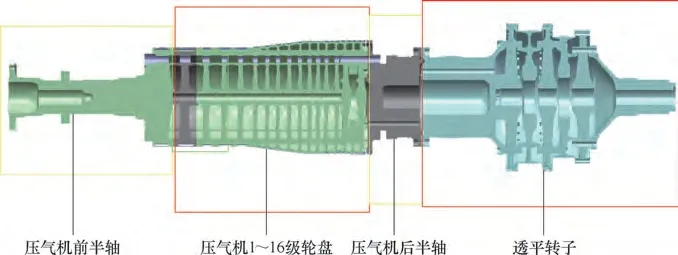
圖1 轉子結構
3 轉子總成裝配難點分析
首先,壓氣機轉子與透平轉子需設計相應的起吊與擺放工裝。其次,裝配對接時,需保證壓氣機轉子與透平轉子接觸面貼合,保證間隙合格。拉桿螺栓拉緊時,拉桿需多次拉伸,拉桿伸長量有嚴格要求。裝配完成后,轉子各處均需測量徑向圓跳動值,需保證徑向圓跳動值合格。
4 工藝方案及裝配過程介紹
確定壓氣機與透平轉子采用立式對接。為轉子裝配設計專用地坑(見圖2),裝配前先用水平儀找平,確保與轉子接觸面水平。側面設有4處螺孔,可用頂起螺釘調整轉子中心,確保同心度。

圖2 專用地坑
對透平轉子的止口尺寸進行測量,并按此尺寸,將壓氣機轉子止口尺寸車削滿足過盈量要求。安裝壓氣機轉子起吊工裝,將壓氣機轉子放置在地坑中,如圖3所示。
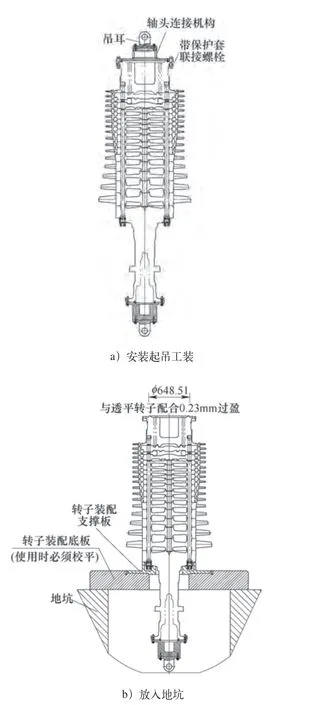
圖3 壓氣機轉子起吊與安裝
由于壓氣機葉片非常尖銳,在起吊、裝配的過程中,葉片極易損傷,且操作人員操作時也有被葉片劃傷的風險,因此我們設計了壓氣機葉片保護裝置(見圖4、圖5),以防止上述可能的危險發生[1]。

圖4 葉片保護裝置與裝配臺
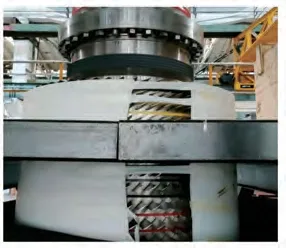
圖5 葉片保護裝置
安裝透平轉子起吊工裝,將透平轉子豎起,再次檢測壓氣機轉子與透平轉子止口配合過盈量:(0.23±0.03)mm,如圖6所示。
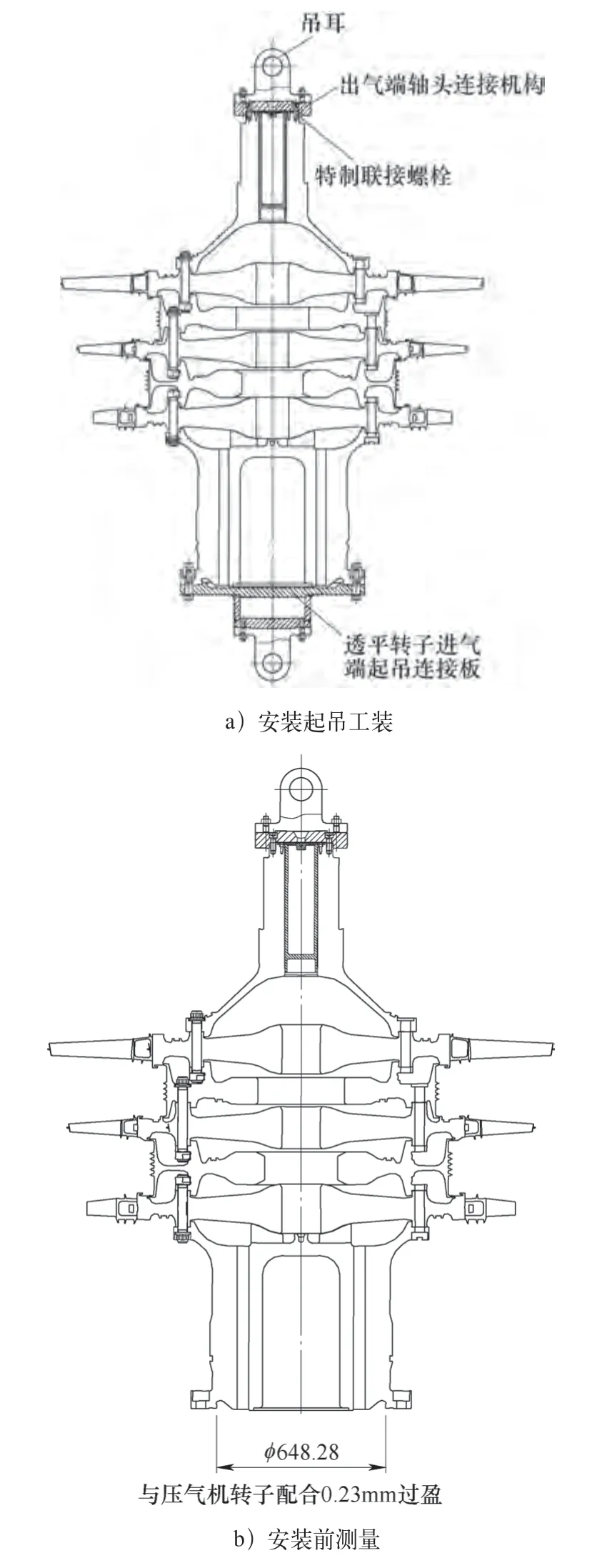
圖6 透平轉子起吊安裝
安裝透平轉子起吊工裝,將透平轉子豎起(見圖7),再次檢測壓氣機轉子與透平轉子止口配合過盈量:(0.23±0.03)mm。

圖7 透平轉子起吊過程
為了抵消徑向圓跳動造成的誤差,我們找到透平轉子法蘭端面的最大跳動點與壓氣機轉子法蘭端面的最大跳動點,將最大跳動點按約180°對稱放置,以消除誤差。復測透平轉子與壓氣機轉子止口尺寸,保證過盈量,如圖8和圖9所示。

圖8 測量透平轉子止口尺寸

圖9 測量壓氣機轉子止口尺寸
對加熱區域用氧氣乙炔均勻緩慢加熱,監測加熱表面溫度(見圖10),最高不得超過180℃。配合止口過盈量為(0.23±0.03)mm,為了確保接觸面能緊密貼合無卡澀,加熱后內止口直徑擴大0.33~0.40mm,再進行裝配[2]。檢查加熱端面和壓氣機端面溫差,不小于60℃。

圖10 火焰加熱及溫度監測
為保證透平轉子與壓氣機轉子的同心度,分布地裝上導柱,使得透平轉子按標識好的位置沿著導柱緩緩落下,如圖11所示。

圖11 透平轉子落下
為了確保在沒有拉緊螺栓拉緊的情況下接觸面貼合,我們使用工藝螺栓先拉緊。透平轉子落下后,將30個工藝螺栓/螺母迅速裝上,用扳手按一定的擰緊順序將工藝螺栓/螺母預擰緊(兩套扳手對稱擰緊[3],如圖12所示。松開工藝螺栓后,用0.01mm塞尺檢查法蘭結合面間隙(見圖13),自由狀態下一圈沒有任何間隙。

圖12 擰緊工藝螺栓

圖13 間隙測量
保留3處工藝螺栓/螺母不拆除,拆除其余27個工藝螺栓/螺母(見圖14),檢查各個拆除工藝螺栓孔有無拉傷和毛邊,并清理干凈。

圖14 拆除工藝螺栓
為滿足圖樣要求,對產品螺桿分兩步進行拉伸。第一步:將螺桿拉伸0.152~0.228mm,液壓扳手擰緊螺栓需要輸出的力矩約1148N·m,如圖15、圖16所示。第二步:將螺桿拉伸0.356~0.406mm,液壓扳手擰緊螺栓需要輸出的力矩約2300N·m。

圖15 拉伸螺桿

圖16 液壓扳手擰緊螺栓
為防止擰緊過程中螺栓轉動,設計專用工裝(見圖17)。本工裝設計了六角鎖緊銷,用于擰緊時防止拉緊螺栓轉動,以提升擰緊效率,確保裝配質量[3]。5個螺栓為一組,在擰緊時使用。

圖17 螺栓轉動專用工裝
5 試驗結論
拉伸完成后檢查螺栓伸長量(見圖18),均符合圖樣要求。

圖18 檢查螺栓伸長量
完成上述裝配工作后,轉子需用車床車削加工、測量、檢驗(見圖19),以兩端軸頸為基準校正后,轉子各處徑向圓跳動、軸向圓跳動均滿足圖樣要求。

圖19 轉子在臥式車床上檢測圓跳動情況
新型70MW燃機轉子總成裝配各項目均已完成,并符合圖樣要求。
6 結束語
目前,首套轉子已經下缸,第二套轉子也已經完成了加工裝配,標志著我們在燃氣輪機完全國產化的道路上邁出了重要的一步,為其他各型燃機轉子總成裝配奠定了堅實的基礎,也積累了豐富的經驗。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52