雙吊環型減振器焊接質量控制策略研究
2023-12-29 03:08:42石建德田仙林殷呂王偉韋立許林軍程輝輝萬建波游致遠
電焊機 2023年12期
關鍵詞:工藝
石建德,田仙林,殷呂,王偉,韋立,許林軍,程輝輝,萬建波,游致遠
上海保隆汽車科技(安徽)有限公司,安徽 合肥 230601
0 引言
近年來,隨著我國制造業的發展,汽車行業的需求不斷增加,雙吊環型減振器也越來越受到人們的關注。雙吊環型減振器是一種常用的汽車減振器,它具有體積小、重量輕、減振性能好等優點。然而,雙吊環型減振器的質量直接影響到汽車的行駛安全和舒適性,因此雙吊環型減振器的焊接質量控制一直是制約其應用的關鍵問題。
傳統的焊接方法已經不能滿足減振器焊接的質量要求,因焊接質量控制不到位而導致產品漏油、吊環脫落、產品異響的問題時有發生,這種低級的質量問題仍在困擾著一些生產廠家。因此,越來越多的學者開始研究如何提高雙吊環型減振器的焊接質量和檢測方法[1-5],為提高汽車的行駛安全和舒適性提供了堅實的理論支撐。減振器制造過程的質量控制要點非常多,本文著重研究雙吊環型減振器在焊接質量控制方面存在的一些觀念誤區和控制策略。通過對現有的研究成果進行綜述和分析,結合實驗研究,提出了一種可行的焊接質量控制策略,為提高雙吊環型減振器的焊接質量和車輛行駛安全性提供支持。
1 雙吊環型減振器結構
減振器結構如圖1所示,從產品的安裝和使用的角度上講,減振器上端的上吊環通過橡膠襯套總成②與車輛的車架部分連接,而下端的下吊環通過橡膠襯套總成?與車輛的車橋連接,減振器起到一個承上啟下的連接作用,在顛簸的路面上行駛時,通過彈性元件將來自于車輪以及車身所受到的震動吸收,而減振器就是用來快速衰減彈性元件的往復跳躍的幅度和頻度,減振器中的上吊環與活塞桿④之間以及下吊環與貯油缸⑩之間必須具備足夠的結合強度。上吊環與活塞桿④之間的防塵罩蓋③其實對所需要的強度幾乎是沒有貢獻的,這就對上吊環與活塞桿④之間凸焊強度以及CO2氣體保護焊的強度提出了很高的要求;同時下吊環與貯油缸⑩之間強度保證則必須既要保證貯油缸⑩與底蓋?之間的縫焊強度又要確保底蓋?和下吊環之間的凸焊強度以及CO2氣體保護焊的強度。在底蓋、上吊環和下吊環合理選擇材料及厚度的前提下保證了以上各點的焊接強度,在正常使用狀態下才能保證減振器不掉頭。但是在減振器的焊接中,僅保證強度還遠遠不夠,這是因為由于產品結構設計不當或焊接工藝過程控制不當時,會導致在焊接過程中埋下機械摩擦異響和漏油早期失效的潛在失效模式。因此減振器在焊接中的有效質量控制策略就顯得尤為重要。
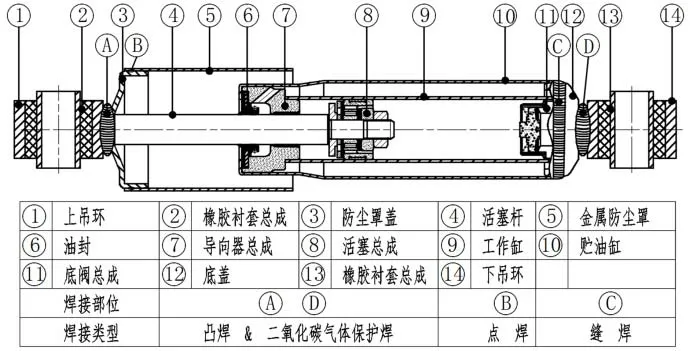
圖1 雙吊環雙筒液壓阻尼減振器結構及焊接部位示意Fig.1 Schematic diagram of the structure and welding part of the hydraulic damper with double hanging rings
2 雙吊環型減振器焊接質量控制策略
2.1 焊接失效原因
常見的失效模式見表1。首先討論上吊環、活塞桿和防塵罩蓋之間的焊接控制問題。這里主要的焊接不良表現為:活塞桿燒傷、燒壞吊環、焊穿防塵罩蓋、虛焊、焊接強度不足、吊環對稱度差和防塵罩蓋垂直度差。具體分析如表2所示。
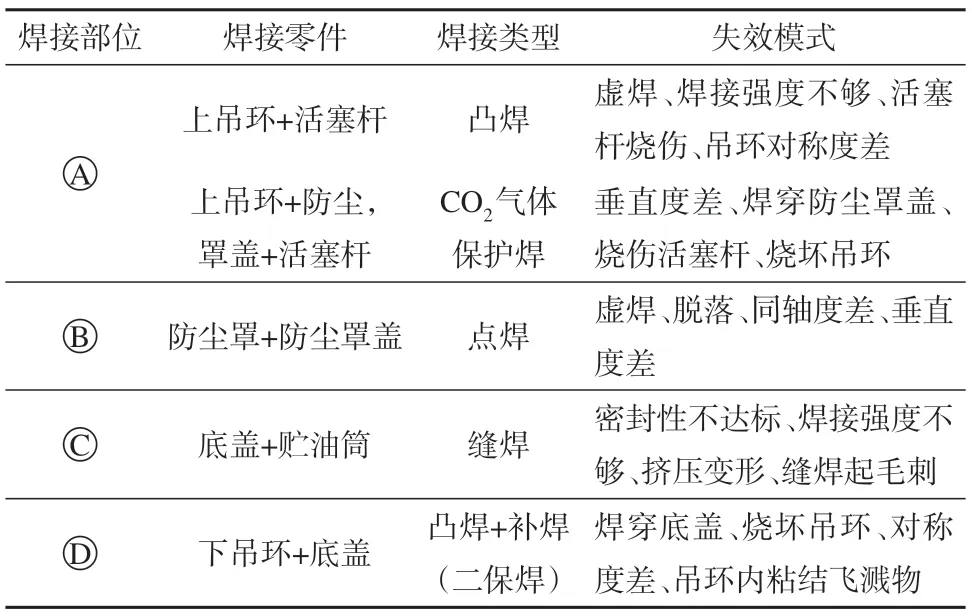
表1 常見的焊接失效模式Table 1 List of common welding failure modes
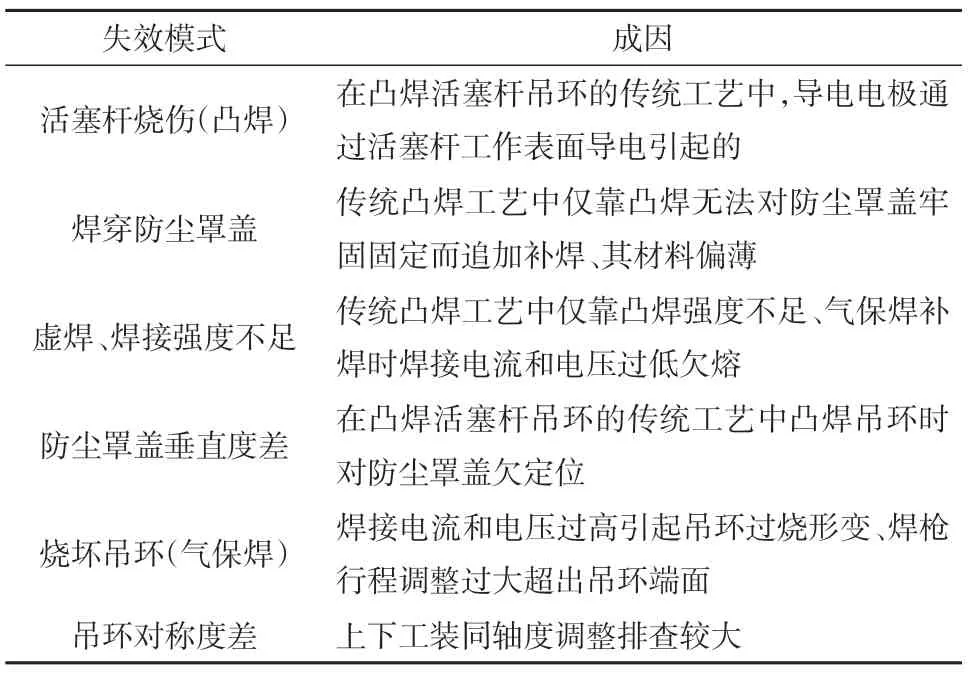
表2 失效形式及原因分析Table 2 Failure form and Cause analysis
從表2可見,前4項失效模式都與傳統凸焊工藝有關系,可見這是主要矛盾。在傳統的凸焊工藝方案中,因凸焊導電的需要往往選擇了下端電極夾持活塞桿的方法,這種夾持方法又因為活塞桿表面防銹油、灰塵、焊接中的飛濺物以及凸焊電極的不均勻磨損等原因往往又會導致活塞桿工作區被夾持部位在某個點上很容易被集中放電而打火燒傷。
關于防塵罩蓋與活塞桿焊接后垂直度差的原因:在傳統的凸焊工藝方案中,因將防塵罩蓋內孔與活塞桿上端細脖外徑之間設計為間隙配合的關系,見圖2,在上吊環與活塞桿之間凸焊時,產生的強電磁場很容易把防塵罩蓋吸起“拉偏”而導致焊接后防塵罩蓋端面與活塞桿軸向垂直度狀態不良。

圖2 防塵罩蓋與活塞桿的間隙配合關系Fig.2 Gap coordination relationship between dust cover and piston rod
2.2 凸焊改進工藝
針對上述兩種不良現象,為了有效克服活塞桿表面被放電燒傷的風險和控制焊接后防塵罩蓋與活塞桿垂直度的問題,這里介紹一種全新的凸焊工藝[6],該方案一方面需要從產品結構上對防塵罩蓋的結構和活塞桿的尺寸加以優化,另一方面需要對凸焊導電方案進行優化。具體方案為:將防塵罩蓋設計為自下向上帶內凸緣結構,且其內徑與活塞桿為過盈配合關系,先通過壓裝防塵罩蓋與活塞桿合裝(可保證裝配后防塵罩蓋端面與活塞桿的垂直度),凸焊時下電極夾持防塵罩蓋外圓面進行導電(可完全避免直接夾持活塞桿而引起其表面燒傷的現象),見圖3、圖4。
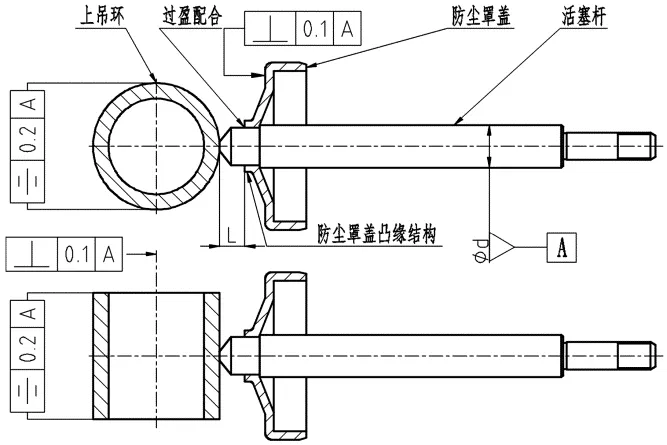
圖3 新凸焊工藝所需要的產品結構Fig.3 Product structure required for new convex process
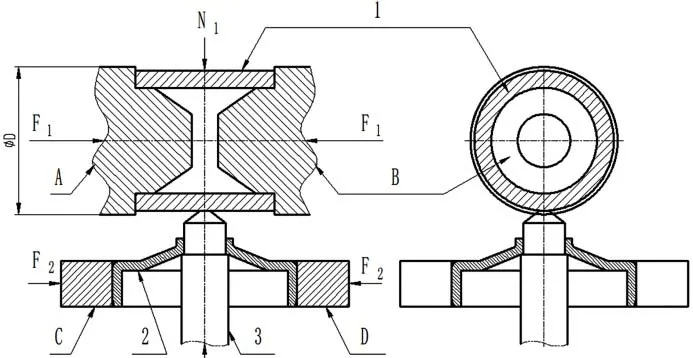
圖4 新凸焊工藝裝備方案示意Fig.4 Schematic of new convex welding process equipment scheme
關于虛焊和焊接強度不足[7]的問題:在上述方案中,因無需顧忌燒傷活塞桿表面,在凸焊時可以根據需要增大焊接電流,增加熱輸入量。經過驗證,采用該方案僅凸焊強度就達35~50 kN,完全可以有效克服傳統工藝中凸焊虛焊導致的焊接強度不足的問題。
關于燒壞吊環、焊穿防塵罩蓋的問題:燒壞吊環將導致與吊環配合的結構件(例如橡膠襯套總成[8])在裝入吊環過程中出現裝配異常或損壞橡膠襯套總成;而焊穿防塵罩蓋將會導致連帶燒傷活塞桿[9]工作表面,進而導致在減振器壓縮到底時嚴重破壞油封的密封效果而漏油失效,見圖5、圖6。
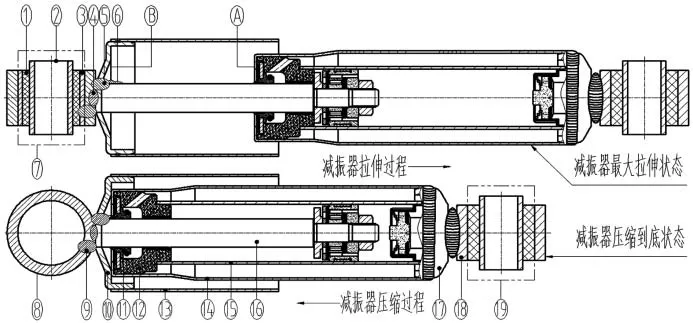
圖5 傳統凸焊工藝產品結構特點Fig.5 Structural features of the conventional convex welding process
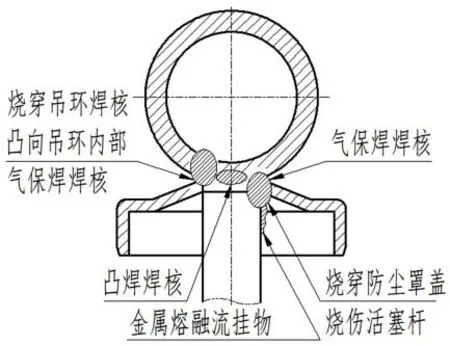
圖6 凸焊工藝改進前加強焊失效模式示意Fig.6 Schematic diagram of reinforced welding failure mode before convex welding process improvement
而在前述的改進方案中,由于對防塵罩蓋增加了凸緣結構和加長了活塞桿細脖頸區域,從而加大了上吊環與活塞桿凸焊后上吊環與防塵罩蓋之間的距離,焊接時焊槍位置就可以盡可能地正對上吊環與防塵罩蓋之間活塞桿的中部區域,焊接熱量就更容易同時把活塞桿、上吊環和防塵罩蓋局部熔融而焊到一起[10],而不至于偏上燒傷吊環或偏下燒穿防塵罩蓋,凸焊工藝改進前后對比如圖7、表3所示。
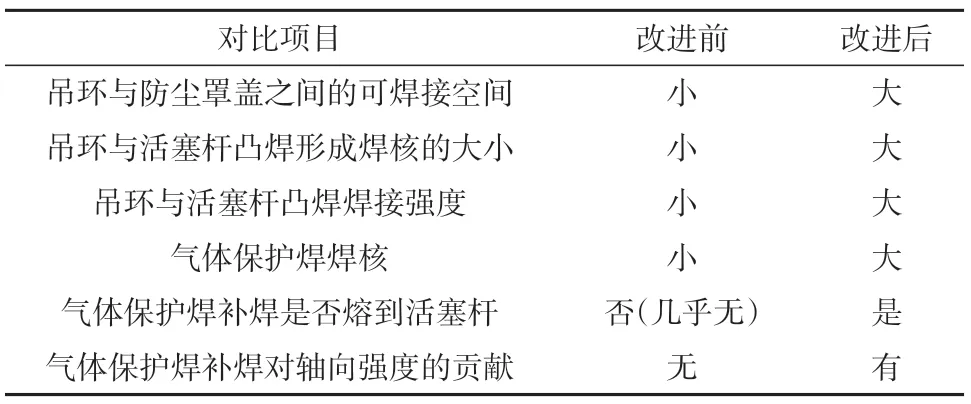
表3 凸焊工藝前后對比Table 3 Comparison of convex welding process
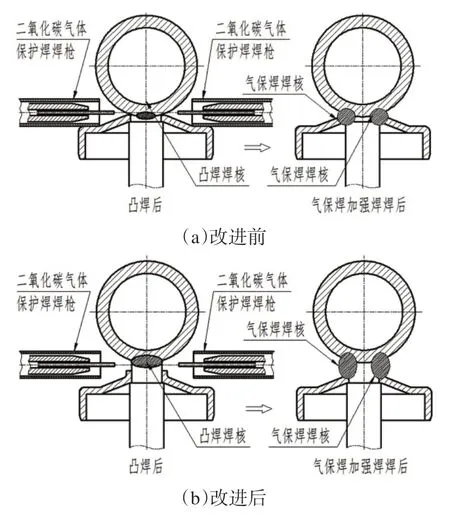
圖7 凸焊工藝改進前后氣體保護加強焊Fig.7 Improved gas protection welding of convex welding process
2.3 防塵罩與防塵罩蓋之間的焊接工藝改進
其次,討論防塵罩與防塵罩蓋之間的焊接問題。這里主要是虛焊進而導致脫落,上吊環與活塞桿之間的焊接其實不單單是這兩個零件間的焊接。由于對油封防塵的需要,防塵罩的存在就成為必然,為了固定防塵罩,在活塞桿和上吊環之間卡置了一個倒扣的金屬防塵罩蓋,這個防塵罩蓋在上吊環和防塵罩之間起到了一個承上啟下的連接作用,上部連接上吊環一般需要采用CO2氣體保護焊,下部連防塵罩一般多采用點焊[11]的方案。
有些廠家為了一味地追求降低成本,把防塵罩蓋設計為2.0 mm,甚至1.5 mm,這些試圖降低成本的做法,導致防塵罩蓋缺乏足夠的支撐強度,很容易導致防塵罩蓋點焊時出現虛焊,進而導致在產品使用過程中防塵罩脫落失效,防塵罩脫落不但對油封起不到防塵的效果,反而會因為松脫撞擊而發出機械摩擦的異常噪聲,也就是該類減振器非常常見的異響現象之一。為了確保防塵罩與防塵罩蓋之間點焊的可靠性,首先需要確保防塵罩蓋具備點焊所需要的足夠支撐強度,也就是防塵罩蓋應具備凸焊承壓所需要的厚度,根據大量的驗證,建議厚度2.5~3.5 mm,根據工作缸直徑的大小適當匹配該厚度,一般來說阻尼力越大的產品防塵罩蓋材料也應選擇適當厚一點,當防塵罩蓋壁厚低于2 mm(如1.5 mm)點焊時,在電極壓力的作用下,防塵罩蓋難以提供點焊所需要的足夠的支撐力,隨之塌陷,與此同時,防塵罩表面在電極頭接觸的局部短時間獲得大量的電阻熱[12],也被電極頭迅速撕裂,兩種零件的金屬晶粒并未熔融,從而形成虛焊,這種狀態裝車后經過一段時間的顛簸,很容易松動脫落,如圖8所示。
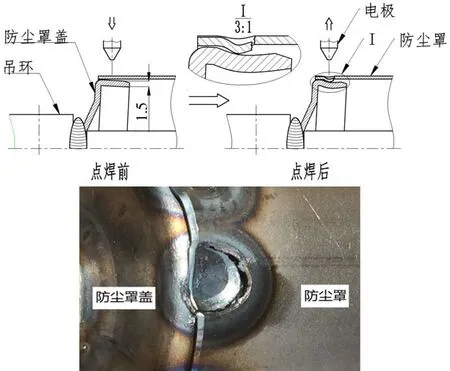
圖8 防塵罩蓋點焊Fig.8 Spot welding of dust cover
防塵罩點焊應重點注意防塵罩蓋厚度的選擇控制,再結合電極壓力、一段二段焊接電流和時間的合理配置控制以及對電極帽及時維護等點焊(電阻焊)工藝控制要點,這里就不做詳細贅述。
至于防塵罩蓋與活塞桿的垂直度問題在采用了本文前述的凸焊工藝后,自然就得到有效的控制了。而關于防塵罩與活塞桿的同軸度控制,則只要采用圖9所示的輔助定位夾具即可解決。
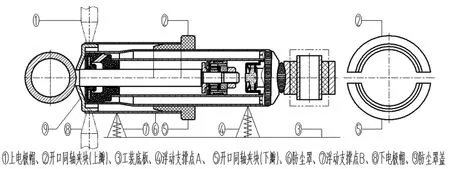
圖9 輔助定位夾具Fig.9 Auxiliary positioning fixture
關于底蓋與下吊環之間的焊接,一般也包含凸焊和補焊兩個環節,見圖10b,也有不凸焊直接采用二氧化碳氣體保護焊[13]進行焊接的,見圖10a。
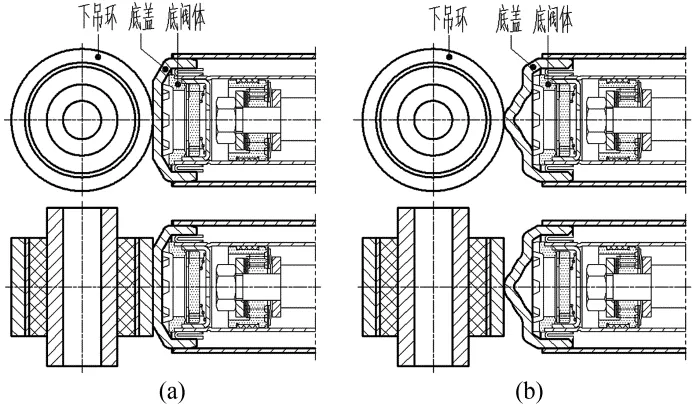
圖10 采用二氧化碳氣體保護焊進行焊接Fig.10 for welding with carbon dioxide gas protective welding
圖10a中多應用于阻尼力比較大的產品,如工作缸內徑≥40 mm時,阻尼力一般大于35 kN,這種狀態下底蓋和吊環壁厚明顯增厚,達5~10 mm,直接采用CO2氣體保護焊不易把底蓋和吊環燒變形。
圖10b中多應用于阻尼力比較小的產品,阻尼力一般小于35 kN,這種狀態下底蓋和吊環的壁厚都比較薄,一般為2.5~5 mm,且底蓋略薄于吊環,如果直接采用CO2氣體保護焊很容易將吊環和底蓋燒傷變形,吊環燒傷導致橡膠襯套總成裝配異常;底蓋燒傷后要么導致泄露,要么表現為金屬熔融物向內凸起,從而進一步導致底閥體下端面無法平坐在底蓋內臺階面上,使活塞和工作缸很容易偏磨[14]而過早失效。為克服這種缺陷,采用圖10b這種方案。在底蓋上設置用于凸焊的凸包,以利先將底蓋與吊環凸焊定位再補焊,同時可增大底蓋與吊環之間的焊接空間,即便是補焊引起底蓋有少量變形,也不至于影響到底閥體坐落的平面區域。
至于底蓋與吊環焊接后的對稱度問題,僅僅是凸焊定位工裝的調整,比較簡單,本文不再闡述。
2.4 底蓋與貯油筒之間的縫焊質量控制及措施
最后討論底蓋與貯油筒之間的縫焊質量控制問題。縫焊的實質是長度可控制的連續點焊類電阻焊[15]。其主要不良類型為表現為:密封性不達標(可能漏油)、焊接強度不夠(可能被拉脫)、擠壓變形(可能影響裝配)、縫焊起毛刺(外觀不良),引起以上諸多不良的原因及相應控制措施如下:
(1)對于厚壁管件,貯油缸配底蓋端車加工后壁厚不均勻,導致熔透性不一致,需要在精車時控制同軸度。
(2)底蓋材料厚度偏薄(支撐強度不足,焊不牢,若依靠定位芯棒支撐則難取件),如圖11所示,因縫焊時只能采用兩個圓盤狀電極盤對稱夾持被焊接工件,而內部的支撐芯棒只能起到軸向支撐底蓋的作用,而不能在徑向對電極盤的壓力起到支撐的作用,故縫焊所需要的電極壓力只能內部依靠底蓋的拉伸圓柱區域支撐,外部依靠電極盤壓緊而得到,因此設計時需要確保底蓋料厚不低于3.0 mm,空間允許時取3.0~4.0 mm。
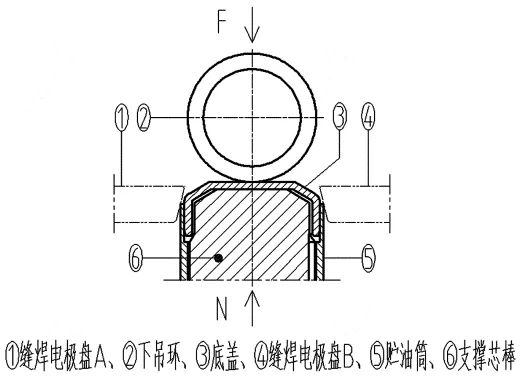
圖11 底蓋材料厚度偏薄Fig.11 The bottom cover material thickness is too thin
(3)縫焊電極盤旋轉不同步,可能的原因是機械傳動機構卡滯、電極盤工作面被反復修整后,在直徑方向上存在較大偏差,這就需要日常加強設備狀態監控以及每次更換電極盤時一定要事先測量匹配電極盤并在修整時注意對稱處理。
(4)縫焊電流,焊接電流偏低則不足以將底蓋被焊區域熔融,電流過大則會引起底蓋較大的變形,一般取9~14 kA。
(5)電極壓力偏低不僅焊不牢而且還會引起焊區打火,過大則把底蓋擠變形且仍然焊不牢,嚴重則會影響到底閥坐入,一般取0.25~0.35 MPa。
(6)電極盤焊接角度及電極盤工作面的適時修整,電極盤工作面的焊接角度一般應控制在76°~78°之間,過大時焊接外觀會產生毛刺,過小時焊核區域較小將會降低整體焊接強度。
(7)導電系統導電性,導電性涉及到設備及工裝維護,影響到實際輸出功率,主要包括導電軸和銀軸瓦表面質量是否良好,如有磨損必要及時大修,日常則要注意適量加注導電膏,以免引起打火燒傷而降低導電性,也包括電極盤表面出現氧化物后要及時修整。
(8)底蓋與貯油缸軸向尺寸鏈及徑向裝配配合關系(過松不利于縫焊),當底蓋壓裝到貯油缸后露出過短則焊接毛刺大且不易形成焊核,露出過長也難以形成焊核;當底蓋與貯油缸為間隙配合時,焊接容易形成泄漏,一般來說在控制了底蓋裝配后需要的總裝尺寸后,貯油缸端面低于底蓋拉伸圓柱與過渡圓弧界限以下0.5~1.5 mm;底蓋外徑與貯油缸內徑的過盈量宜控制在0.1~0.3 mm。
(9)焊前零件清潔度控制,雜質、銹跡及油漬均影響焊接質量,焊前一定要清洗干凈。
(10)對底蓋及貯油缸定位的芯棒之尺寸和結構的合理性以及對底蓋壓緊工裝和壓緊力的匹配性在一定程度上都會對縫焊質量產生較大的影響。
(11)工件冷卻的充分性控制,冷卻不充分則很容易引起底蓋被擠壓變形,最好引出四個竹節管冷卻水管,調整水柱正對焊接點噴澆,并要保證竹節管的定型剛度,確保水柱方向始終不變,另外冷卻水泵的型號的要合理。
(12)焊接周波數[16]的合理定義也將直接影響到縫焊的密封性。根據驅動電極盤旋轉的減速機輸出的轉速的不同,單個焊接周波所焊接的弧長在3~7 mm不等,每個周波可對稱焊接兩段弧縫,假設一種貯油缸的外徑為48 mm,單個周波每段弧長為4 mm,則剛好焊滿一周需要的周波數n為:
n=48×3.14÷2÷4=18.84≈19 (周波)
值得注意的是少于19周波肯定有部分區域未被焊到,取19也不行,一般在計算結果的基礎上多加4~6個周波,因為起焊的幾個周波內的熱量偏低,故要重疊幾個周波。
3 結束語
本研究針對雙吊環型汽車減振器,從相關零件結構、配合關系、材料壁厚設計選擇應注意的事項、工藝裝備的結構要點以及工藝過程及參數的控制方法、工裝設備維護等諸多方面加以剖析,旨在全面系統地介紹這類產品焊接的質量綜合控制策略,只要按照本文所提供的方法來控制該類產品的各種焊接過程,完全可以克服傳統焊接工藝中損傷活塞桿工作表面質量、燒穿防塵罩蓋、防塵罩脫焊、底蓋焊接密封性不良和強度不足、底蓋與吊環焊接強度不足等問題。因焊接異常而導致的產品掉頭、漏油和異響等質量隱患基本可得以杜絕,從而可大大提高產品質量,大幅降低廢品損失,有效節約工裝維護費用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52