冷軋汽車外板輥壓印缺陷成因與控制措施
2024-01-07 02:03:18高凱
山西冶金 2023年10期
關鍵詞:汽車
高 凱
(山東鋼鐵集團日照有限公司,山東 日照 276800)
0 引言
冷軋汽車外板應用于車門、前蓋、車頂等汽車外覆蓋件,直接影響消費者的購買心理[1]。因此,汽車外板對表面質量的要求,在各類各級別冷軋板和鍍鋅板中是最嚴格的[2],需要達到FD 級別。對于汽車外板表面質量的控制,主要包括表面缺陷、粗糙度和清潔度等關鍵特性,控制起來難度非常大,很容易造成較大的質量風險。
冷軋汽車外板表面質量的主要缺陷有輥印、壓印和色差等。作為流程最長、工藝最為復雜、表面質量要求最高的冷軋工序,汽車外板表面缺陷的控制難度大,產品改判降級的風險高[3]。某公司在連退產線生產汽車外板過程中,多次出現因輥印、壓印缺陷導致外板降級,影響外板交付。對物料準備、設備狀態、通道清潔、軋輥質量及物流過程易產生輥壓印缺陷的環節進行預防控制,是降低外板輥壓印缺陷的有效措施。
1 輥壓印缺陷特征及產生原因分析
1.1 輥壓印缺陷特征
輥壓印缺陷主要是因產線輥系、帶鋼通道黏附異物及軋輥本身缺陷等,導致帶鋼表面出現凹凸、壓痕或色差狀印痕[4],一般分為沿軋制方向周期性缺陷和無特定周期缺陷。周期性輥壓印缺陷主要是由產線張力輥、轉向輥、爐輥、活套輥、軋機工作輥和平整機工作輥等輥面異物、缺陷復印至帶鋼表面造成。無特定周期輥壓印缺陷主要是帶鋼通道中掉落、黏附的異物,或者鋼卷運輸過程中的次生損傷而產生的缺陷。
某公司冷軋產線生產汽車外板時發生頻率最高的輥壓印缺陷主要有以下三種:一是具有嚴重手感的凹凸狀輥壓印,如圖1 所示。二是油石打磨后可見,無手感的圓點狀輥壓印缺陷,一般大小為1~10 mm,如圖2 所示。三是無手感,呈現1 mm 寬度,20~60 mm長度的細條狀輥壓印缺陷,如圖3 所示。

圖1 凹凸狀
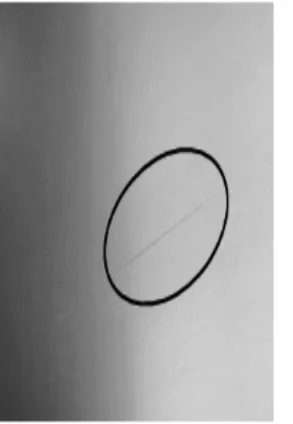
圖3 細條狀
1.2 主要輥壓印缺陷產生原因分析
凹凸狀輥壓印缺陷屬于嚴重缺陷,出現此類缺陷后均會導致產品降級,此缺陷一般為異物黏附輥面產生。主要有以下三種產生形式:一是熱軋邊部翹皮缺陷,主要在熱軋帶鋼邊部150 mm 以內,延軋制方向呈條狀分布,表面存在FeO、FeS 等夾雜物。在軋機軋制過程中,邊部金屬鐵屑脫落,與乳化液混合后黏附在工作輥表面,產生周期性凹凸狀缺陷。二是原料表面存在夾雜缺陷。在軋制過程中,夾雜物充分暴露[5],與基體結合力較弱的夾雜物在軋制、平整或退火爐內易脫落,并黏著在輥面上,從而產生輥壓印缺陷。三是帶鋼通道清潔性差,軋機、平整機機架或輥系表面的硬質異物掉落并黏附于輥面而產生缺陷。
圓點狀輥壓印缺陷屬于較輕微缺陷,對于表面質量要求嚴格的外板會降級。此類缺陷一般由質地較軟的異物黏附在輥系表面產生周期性輥壓印,最為常見的是帶鋼通道清潔性較差,在活套入口喉口位置,因質檢通道封閉不到位,灰塵、異物等積聚掉落到帶鋼表面,形成輥壓印。也有退火爐高溫區爐輥表面金屬粉末、高強鋼Mn、Si 等析出共晶產物黏附在輥面,產生輥壓印缺陷。
細條狀輥壓印缺陷屬于較嚴重缺陷,不符合汽車外板表面技術要求。此類缺陷主要是原料存在細條狀夾雜,在酸軋軋制、連退平整過程中,該夾雜與帶鋼基體結合較強,并未脫落,整個夾雜缺陷復印到工作輥上,再由工作輥復印到帶鋼表面,呈現細條狀色差輥印缺陷,且隨著工作輥軋制里程增加,該缺陷出現一段距離后逐漸消失。
2 輥壓印缺陷的預防控制措施
針對外板生產輥壓印缺陷,某公司冷軋產線組建專題攻關小組,建立“三確認一預防”的外板生產管控工作制度,執行物料準備確認、設備狀態確認、軋輥質量確認以及物流次生缺陷預防等管控措施,通過外板生產百分制監督執行,有效降低了輥壓印缺陷,提高了外板交付質量。
2.1 物料準備確認
針對酸軋原料夾雜/重皮、異物壓入等易造成酸軋軋機傷輥的問題,一方面重點開展原料質量檢查把關、缺陷信息完整記錄傳遞等工作,另一方面利用表檢儀檢查原料表面記錄,將對應傷輥缺陷錄入傷輥圖譜中,由技術人員對酸洗段人員進行專業培訓,通過軋機操作人員進行預控,輥壓印改判。同時,酸軋工序優化排產,選擇計劃內無缺陷、寬度較汽車外板寬60 mm 以上的卷作為汽車外板前導料,以“寬料試輥”保證外板目標料表面質量。
建立酸軋表檢反查制度,連退工序外板生產前,將外板生產計劃編排完成后立即反饋酸軋工序,酸軋作業區由技術人員對外板及前行料缺陷情況進行二次確認,并反饋缺陷情況至連退工序。連退工序依照酸軋復查缺陷對生產計劃進行調整,對原料缺陷進行細致標注,方便連退質檢對缺陷進行確認,對存在嚴重缺陷,可能造成傷輥的鋼卷提前安排替換。
2.2 設備狀態確認
結合設備更換周期,固化外板生產前檢修制度,酸軋工序重點清理軋機機架內油泥,對機架間噴嘴、擠干輥等進行全面檢查或更換。連退工序重點清理平整機機架油泥、確認吹掃效果,檢查刮刀等。檢修結束后,對關鍵控制點進行檢查確認,保證設備狀態滿足外板生產百分制要求。
建立外板生產通道清潔評價標準,針對帶鋼通道異物掉落導致的輥壓印缺陷風險,采取細化帶鋼通道清理責任制,每月檢修對帶鋼通道衛生進行專項清理,保持外板生產期間帶鋼通道衛生,百分制評價合格后,方可組織外板生產。推進產線轉向輥、張力輥氣囊刮刀升級工作,如圖4 所示,新式氣囊刮刀壓力可調,每支刮刀均可以攢動,結構簡單,投用撤出無震動,可在操作室內遠程一鍵投用,為及時消除輥壓印提供了可靠支持。
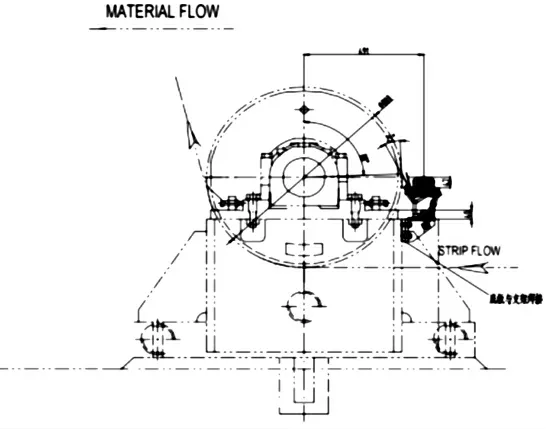
圖4 氣囊式刮刀裝配示意圖
2.3 軋輥質量確認
汽車外板軋輥質量直接影響產品表面質量,不合格的軋輥會導致汽車外板因色差、輥壓印等缺陷而被批量改判。因此,加工高質量的汽車外板軋輥是確保外板表面質量的重中之重。通過開展軋輥加工全流程管控,建立磨削—毛化—鍍鉻—上機等軋輥確認制度,確保高質量軋輥,提高外板表面質量。
1)優化磨削工藝控制,對汽車板基輥采用“三專”磨削操作法,即采用專用軋輥、專用砂輪和專用磨削液濃度,保證基輥輥面質量,建立高質量軋輥磨削關鍵點控制表,如表1 所示。
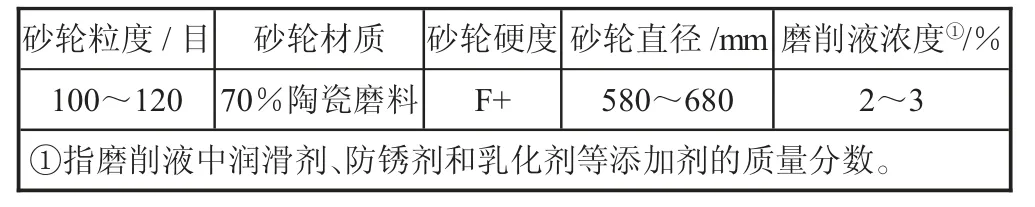
表1 高質量軋輥磨削關鍵點控制表
2)優化EDT 毛化通放電參數,針對高質量軋輥采用“雙重毛化”工藝,提高粗糙度均勻性,粗糙度波動由±10%降至±5%,避免粗糙度波動造成的色差。同時,增強毛化后的粗糙度保持能力。
3)針對軋輥運輸、輥面清洗、電解脫脂、輥面電鍍和包裝運輸等方面,標準化軋輥鍍鉻流程,確保軋輥鍍鉻過程質量。
4)優化軋輥流轉及使用流程,增加輥面質量確認環節,全程管控軋輥物流,掐斷問題輥上機路徑,保證軋輥表面質量合格。
2.4 物流次生缺陷預防
汽車外板成品下線后,物流運輸環節易產生輥壓印缺陷,通過優化打捆操作、吊運加裝護具和鞍座增加膠墊等措施,預防外板壓印缺陷產生。
1)在緩存庫內設置汽車板專用鞍座,并鋪設PE板減輕鞍座印。
2)吊運外板卷必須使用護具,避免天車夾鉗夾傷。
3)用3M膠帶代替傳統的鋼卡子,消除帶尾因卡子造成的壓印。
4)制定《盲區打磨檢查制度》,在出口轉向輥處進行倒帶打磨,確保出口包角輥及各膠輥輥面正常無異物。
3 結論
輥壓印缺陷作為一種直接影響汽車外板表面等級的重要缺陷,制約著高表面等級汽車外板的成材率。本文通過對汽車外板生產過程中產生的輥壓印缺陷進行分析,從原料質量、通道清潔等方面分析輥壓印產生原因,通過建立“三確認一預防”的外板生產管控工作制度,執行物料準備確認、設備狀態確認、軋輥質量確認以及物流次生缺陷預防等管控措施,有效降低輥壓印缺陷,提高外板交付質量。
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學生優秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
