鍍鋅線退火爐帶鋼跑偏停車分析和處理研究
2024-01-07 02:03:18李東輝
山西冶金 2023年10期
李東輝
(鞍鋼廣州汽車鋼有限公司,廣東 廣州 511434)
0 引言
鍍鋅線退火爐采取的生產技術相對完善,爐內分為預熱區、加熱區和冷卻區等,因鋼種規格具有較大的跨度,再加上退火爐具有較長的生產線,因此,在實際運行期間容易發生帶鋼跑偏等問題,導致停車,甚至還會導致爐內斷帶。本文分析了退火爐帶鋼跑偏問題的成因,并提出改進對策,可為解決同類問題提供參考。
1 鍍鋅線退火爐帶鋼跑偏停車原因分析
1.1 來料板形存有缺陷
如果來料板形足夠平整,且板帶尺寸足夠均勻,帶鋼在寬度方向上會受到均勻的力作用,不會發生跑偏。然而,當板形存在缺陷,如兩邊厚度不一,且板形存在單邊浪形時,會影響板帶和輥面的接觸,在寬度方向受力不夠均勻,帶鋼在退火爐連續運轉的工況下,帶鋼會向受力大的一側偏移,發生跑偏。同時,軋制板形呈現月牙彎形狀,受慣性的影響也會發生帶鋼跑偏。據調查,有75%以上的帶鋼跑偏事件是因板形缺陷引起的[1]。由此可知,導致帶鋼發生跑偏的主要原因即板形的缺陷。
1.2 鋼種和規格不同引起的跑偏
帶鋼因種類和規格有所不同,導致和輥面接觸情況也存在差異。在生產中,軟鋼和輥面接觸更加緊密,在寬度上可獲得相對均勻的受力,發生跑偏的機率不高。硬鋼受材質的影響,和輥面接觸不如軟鋼般良好,在彼此接觸上可能會出現摩擦,導致受力不夠均勻,引發跑偏。帶鋼規格的不同對跑偏程度也會產生不同的影響,退火爐中間部分具有較寬的平輥距離,呈現著階梯形狀的凸起,對比寬帶鋼來說,窄帶鋼發生跑偏的機率更高。
1.3 爐內褶皺
在鍍鋅線退火爐生產線中,帶鋼爐內褶皺屬于非常嚴重的生產事故,不但會因帶鋼跑偏引發停車,嚴重的還會導致爐內斷帶。此原理和板形缺陷原理大體相同,都是因帶鋼和輥面接觸不良導致跑偏。同時,在發生褶皺后,收縮了寬度尺寸,提高了跑偏的可能性。基于生產工藝角度進行分析,爐內張力、溫度都是影響爐內褶皺的因素,帶鋼在爐內張力不合理的情況下,會受到較大的張力作用,進而產生褶皺,帶鋼受到急劇的溫度變化也會形成褶皺。同時,如果設定的溫度不夠標準,在事故停車時也會引發帶鋼爐內的褶皺。
2 以汽車板鍍鋅生產線A 線為例分析原因
2.1 設備運作現狀
以汽車板鍍鋅生產線A 線為例,在鍍鋅線生產線運作期間,受到原料影響,退火爐帶鋼會發生跑偏,引發爐內停車[2]。據統計,2020 年,因跑偏導致停車共計發生了32 次,因停車導致的降級品增加了成本,也影響了生產線的運作。
2.2 帶鋼跑偏停車控制存在的問題
一是在跑偏后,未對外發出足夠的預警信息,無法警示操作人員,并在較短的時間內采取應急措施,降低或消除停車風險。圖1 是退火爐帶鋼CPC6 跑偏位置的系統操作界面。電動伺服缸動作的最大量程在產生糾偏動作后達到了80%,會對外產生報警信號,提示操作人員采取對策來降速。然而,因設立的報警標識不大,一些工作人員在緊急情況下無法及時發現。
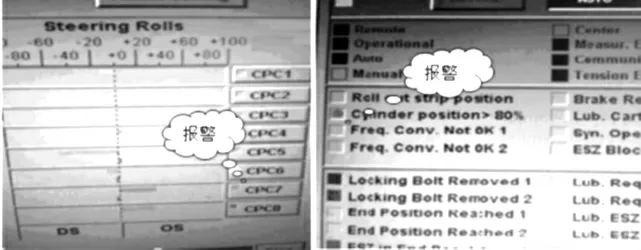
圖1 CPC6 糾偏系統操作界面
二是糾偏系統內部默認指標和現實運作指標不相符,如系統默認100 mm 是帶鋼跑偏停車最大的偏移量,當偏移量達到此限定值時候,會自動發出停車信號,導致帶鋼運行停車。然而現實情況卻是,當偏移量達到100 mm 時,帶鋼因運行受阻對爐壁產生剮蹭,引發爐內斷帶。
2.3 鍍鋅線退火爐帶鋼跑偏停車原因分析
在生產線運作期間,如果帶鋼存在的缺陷不是特別嚴重,可以為操作人員預留時間實施改進對策,通過調整和控制參數,降低停車風險。近些年,公司加大了鍍鋅生產線產品的開發力度,研發了很多高強鋼。但是,部分原料鋼產品品質特性不夠穩定,帶頭或帶尾存在鐮刀彎,對其進行熱處理可能會引發鋼產品的變形。對照生產規格文件,并對現場情況加以確認,了解到100 mm 是帶鋼跑偏極限限定值。但到達臨界值時,可能會存在斷帶風險。因此,可以完善控制程序并參照帶鋼的種類和規格來調整跑偏極限值,降低停車風險。
2.4 改進措施
一是完善控制程序。可以在畫面中添加跑偏停車的預警閃爍畫面來警示操作人員,也能使操作人員集中注意力。分析糾偏系統動作,對連接控制程序和畫面通信數據機制加以完善,保障各個程序可以和畫面及時通信。
二是更新硬件配置[3]。可以在操作室中設置報警燈,安裝聲光報警裝置,如圖2 所示,便于操作人員作業。
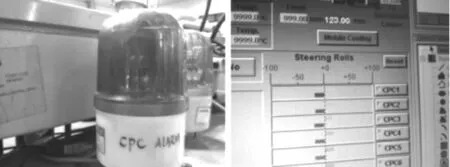
圖2 帶鋼跑偏聲光報警裝置
增加預警功能,操作人員可以在爐內帶鋼發生跑偏的第一時間實施擴大張力和降速的對策,降低停車風險。此裝置聲音較大,操作人員如果處于狹窄的空間下,報警裝置會影響操作人員的聽力。因此,可以修改程序和畫面,在原來基礎上添加復位按鈕,并增加聲光報警復位功能。在裝置發生報警后,操作人員采取應對對策修正各個參數后,將帶鋼運行控制在可控范圍,就可屏蔽此報警信號。
三是參照生產線實際情況,分析出帶鋼規格和種類不同下的跑偏規律,對程序下的跑偏極限值作出更改,比如可以修改控制功能塊,對CPC6 糾偏系統傳遞的“Ro66-out”信號進行屏蔽,參照帶鋼寬度運輸數據,設定各通信功能塊的信號值。
3 以汽車板鍍鋅生產線B 線為例分析原因
3.1 設備運行現狀
退火爐屬于工藝段控制的核心設備。降低鋼硬度,提升鋼性能、提升鋼塑性變形力、預防鋼變形以及穩定組織是其目的。在整個流程工藝環節中,帶鋼形變金屬退火是其關鍵環節,此環節的控制工作直接關系到帶鋼的機械性能指標,因此,要合理的選擇退火的工藝制度。在生產上,退火爐屬于密封式封閉爐,在爐內設計了爐溫計和板溫計,可以實時反饋帶鋼和爐內的溫度。
3.2 帶鋼跑偏停車控制存在的問題
一是降低生產線的速度。在帶鋼跑偏后為降低停車風險,會降速運行,但爐內存在慣性,帶鋼速度發生改變后,會引發爐內退火溫度的起伏,對帶鋼產品的質量產生消極影響。
二是當帶鋼糾偏裝置達到臨界值時會引發停車,同時,為預防出現剮蹭爐壁的現象,也會主動停車,此舉對帶鋼質量也會產生不利影響。
三是帶鋼跑偏速度過快、裝置未能及時響應,帶鋼會剮蹭爐壁,引導斷帶,在出現此種現象后,退火爐要主動停車,降溫冷卻。在處理斷帶問題時,要打開爐蓋,對其中受損的設施加以維護,并在吹掃和升溫后保障生產線的運行,此過程花費的時間較長,大約需要20~40 h 不等。因此,對于生產部門來說,要控制退火爐設備的運行速度、降低帶鋼跑偏概率,保障連續生產[4]。
3.3 鍍鋅線退火爐帶鋼跑偏停車原因分析
3.3.1 張力
帶鋼張力分布情況發生變化,張力合力和帶鋼的幾何重心不重合,此時帶鋼會對輥子施加某一方向的力,由于輥子固定在軸向方向,輥子在受力后也會對帶鋼產生反作用力,引發帶鋼的偏移,帶鋼跑偏程會隨著張力的變小而嚴重。
3.3.2 爐輥結瘤
在鍍鋅線生產線運作中,因爐內長時間的運作,帶鋼表層會遺留氧化的鐵皮和雜質,這些物質在受熱后在爐輥表層會形成“結瘤”,爐輥結瘤現象不但會影響帶鋼的質量,也會因結瘤分布不均導致生產受阻,引發帶鋼在爐內跑偏,產生停車風險。
3.3.3 表面粗糙度
如果原料和爐輥表面相對光滑,帶鋼在爐內運作時會受到張力的作用,其表面和爐輥面彼此貼合,如果原料和爐輥表面足夠粗糙,帶鋼表面和爐輥面會產生制約,在爐內,爐輥會按照固定的位置去運行,保障了爐輥中心線位置可以和帶鋼中心線位置相重合,降低帶鋼跑偏風險。
3.4 改進對策
一是做好張力的優化設置。退火爐包含較多個分區,不同分區對工藝和溫度有著不同的需求。在溫度較低的分區內,帶鋼和爐輥因摩擦力不夠容易打滑,針對此分區可以設置較大的張力。針對溫度較高的分區,帶鋼和爐輥摩擦力較大,可以適當降低張力。不同規格和種類的帶鋼,在張力設置上也應有所不同。針對較厚以及加熱難度大的帶鋼,要設置較大的張力。針對較薄的且容易受熱的可以設置較小的張力。針對高強度的帶鋼,可以設置較大的張力。反之,針對低強度的帶鋼,可以設置較小的張力。
二是控制爐輥結瘤。為減少帶鋼表層的氧化鐵皮,可以增大原料酸洗的時間,保障帶鋼在進入爐內之前表面足夠干凈。將帶鋼表面的乳化液和殘留物進行清除,提升堿洗效果,以免進入爐內形成結瘤。控制爐內的溫度,監控燃氣的消耗量,保障爐內溫度不得急劇變化,在發生問題后可以實施爐溫和板溫模式共同控制的方式,盡最大可能減少爐內帶鋼過熱和過冷形成結瘤。通過在線磨輥和人工修磨,可以減少出現爐輥結瘤的概率。在線磨輥特指在生產期間對帶鋼運行速度作出控制和改變,憑借速度差對結瘤進行修磨。在線修磨在作業期間需要不停地修磨,效果較差。再加上在修磨期間內需要不間斷地升降速操作,加大了爐內控制的風險。人工修磨時,操作人員在檢修期間將爐蓋打開,用油石修磨爐輥表面。人工修磨工作人員直接面向爐輥,可以更直接地判斷爐輥表面狀態,對比在線磨輥方式,效果更佳。但是,工作人員需要開爐蓋,工作強度較大,也面臨一定的安全隱患。因此,操作人員要了解不同修磨方式的優勢和特點,并結合實際情況,選擇適合的修磨方式。
三是保持爐輥的粗糙度。要明確測量粗糙度的周期,為保障測量精度,可以應用粗糙度儀來完成測試,對于粗糙度較低的爐輥,可以采取人工修磨的方式,特殊情況下,也可以及時更換爐輥。帶鋼跑偏也會受到設備精度的影響,因此,需要專業人員定期檢查設備,及時調整設備精度,降低帶鋼跑偏引發停車的概率。
四是加強入口板形的管理力度。為預防帶鋼爐內跑偏,降低停車風險,要對爐內張力、溫度和速度等指標進行控制。在入口焊接結束后,要密切觀察來料板形情況并向中控反映。工作人員也要分析板形情況,針對不同的板形實施不同的改進對策,如針對輕微的雙邊浪,只需對工藝參數作出調整,保持參數穩定即可。針對變形嚴重的單邊或雙邊浪,可以在爐內適當增加張力,避免出現褶皺,同時,降低速度,避免發生帶鋼跑偏的現象。針對月牙彎狀的板形,工作人員要予以重視,究其原因,此種形狀的板形缺陷嚴重,會導致爐內的斷帶,帶來安全隱患,因此,要及時停車并將其切除。針對板形彎度不明顯的缺陷,工作人員為預防出現帶鋼跑偏,可以適當降低爐內速度,避免停車風險。
4 結語
隨著科學技術的不斷發展,鋼鐵企業開始將冷軋帶鋼的生產重心集中在性能優化、質量完善和產品形狀的改善上,以此順應多樣化的市場需求。在鍍鋅線退火爐帶鋼生產中,因受到板形缺陷、爐輥結瘤和設備精度等因素的影響,容易發生帶鋼跑偏引發停車的現象,不但降低了生產質量,也影響了機組的穩定高效發展。本課題以兩組退火爐帶鋼運作案例為主,探究設備運行現狀、帶鋼跑偏問題以及跑偏原因,并提出改進措施,希望可以在源頭上降低發生故障的頻次,在降低生產成本的基礎上保障鍍鋅線穩定生產。
