冶金起重機卷筒車削加工阻尼防振動裝置研究及應用*
2024-01-08 06:44:22李靜宇張杰義劉艷芳孫宇航
起重運輸機械 2023年23期
關鍵詞:振動
李靜宇 張杰義 劉艷芳 孫宇航 宋 偉
河南衛華重型機械股份有限公司 長垣 453400
0 引言
隨著社會的不斷進步,起重機行業也在不斷向前發展,越來越多的起重機種類逐漸出現,冶金起重機作為起重機行業中不可或缺的一種,主要應用于冶金領域,是冶金行業煉鋼的主要設備之一[1,2]。冶金起重機根據其噸位的不同所應用的場合也不同,噸位較輕的適用于吊運鋼水、鐵水等的冶金場合,主要有1 套起升機構;而對于噸位較大的冶金起重機,結構較為復雜,主起升機構設置2 套驅動裝置,主要是為了防止其中一套裝置在運行過程中出現問題時另一套裝置能夠保證工作正常進行,其構造型式也可根據噸位的不同設計成不同的形式,例如,對于中、大噸位的鑄造起重機,設計時其形式可以采用雙梁雙軌及四梁四軌[3]。
冶金起重機主要用于冶金生產過程中的冶煉、鑄造、鍛造、熱軋等作業,具有工作環境溫度較高、工作現場粉塵多、空氣濕度大、冶金起重機工作時間長等工作特點[4-6]。由于冶金起重機工作環境較為惡劣,工作時容易發生安全事故,故制造時對冶金起重機加工質量要求較高。卷筒作為冶金起重機起升機構的重要結構件,是保證起重機正常運行工作中承載載荷的主要部件。卷筒的加工精度高低不僅影響著冶金起重機起升機構的正常運行,也影響著冶金起重機的產品質量,而卷筒車削加工時產生的振動是影響卷筒加工精度及加工質量的主要因素。為了減小卷筒車削加工過程中的振動,提高卷筒的加工精度,保證冶金起重機的正常運行,必須采取有效的措施來減小卷筒車削加工時產生的振動。
1 冶金起重機卷筒結構分析
本文所述的卷筒為冶金起重機的主要結構件,該冶金起重機起重量為500 t,屬于大噸位鑄造起重機,卷筒直徑較大(約3 m),尺寸也較長(約為3.5 m),卷筒結構示意如圖1 所示,屬于單軸卷筒,卷筒進行車削加工前端面板、內襯板及卷筒軸等已經由焊接作業人員焊接至卷筒體上,焊接完畢后需要在車床上加工卷筒外圓、法蘭內孔及端面、卷筒左右旋繩槽及卷筒軸。由于卷筒壁厚較薄,車削加工卷筒時的表面加工量大,其特殊的結構導致在車削加工卷筒時表面極易產生振刀紋,振刀紋的出現會對嚴重降低卷筒的加工質量,因此,為了提升卷筒的表面加工質量,必須采取相應的措施解決加工過程中產生的振動。
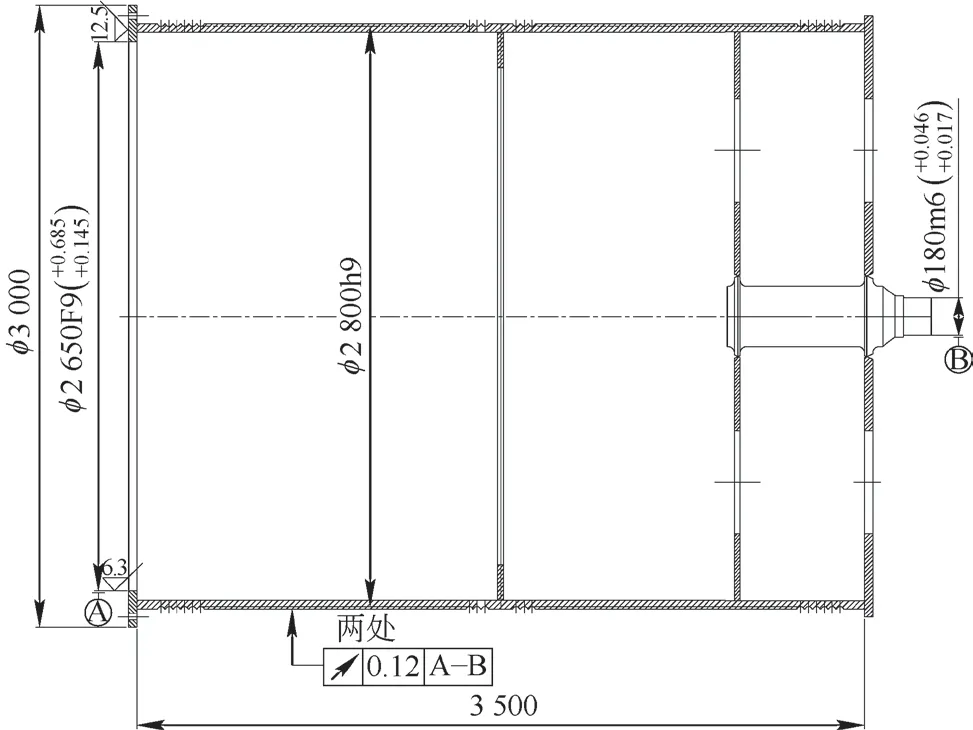
圖1 卷筒結構示意圖
2 卷筒車削加工方法及振動原因分析
2.1 卷筒車削加工方法
卷筒在車床上進行車削加工前需要對卷筒進行劃線,目的是為了保證車削加工時卷筒的加工尺寸,劃線前卷筒軸、法蘭板及端面板已焊接至卷筒體上。將檢驗合格的卷筒放置在滾輪架上后,用高度尺測量已加工卷筒輪帶頂部,目的在于保證卷筒輪帶頂部水平。將卷筒旋轉180°,同樣通長打表拉直卷筒外壁周圍,根據圓度偏差調節卷筒中心,旋轉卷筒,劃兩端法蘭板和卷筒軸端的中心線、參考余量線,并引線到卷筒外壁上,之后鉆卷筒軸端面中心孔以便在車床上裝夾卷筒。劃線完畢后準備對卷筒在車床上進行車削加工,車削加工卷筒過程如下:
1)對卷筒車削加工前,利用車床頂尖頂緊卷筒軸端面中心孔,起到定位作用,卷筒端面板一側利用四爪卡盤輔助夾緊。
2)對卷筒進行車削加工,卷筒外圓見光,車法蘭內孔與端面,加工過程中要保證粗糙度要求。
3)工件調頭,四爪卡盤內撐法蘭內孔,利用車床右尾座頂尖將卷筒軸端面中心孔頂緊,加工卷筒外圓,保證卷筒的粗糙度及徑向跳動公差滿足圖紙要求。
4)劃繩槽的加工位置線,劃線完畢后依照圖紙檢查繩槽的旋向正確。
5)車床車削卷筒的左右旋繩槽,保證槽數、槽深、槽形及螺距滿足圖紙要求。
6)車床車削卷筒軸外圓,保證圖紙粗糙度及尺寸要求,同時車角焊縫外圓見光至法蘭面處,留過渡圓角。
從卷筒的車削加工過程可以看出,卷筒加工時主要是通過四爪卡盤輔助夾緊與頂尖頂緊,這就導致車削加工卷筒時卷筒筒體缺乏支撐,在車削加工過程中刀具和卷筒便會產生相對振動,在對卷筒進行車削加工時會在卷筒表面留下一段振刀紋,當再次對卷筒筒體進行下一步車削加工時,卷筒表面會出現振刀現象,由于車削加工時厚度大小不同,產生的振動會發展為持續振動,嚴重影響卷筒的加工質量與加工精度。
2.2 車削加工卷筒振動原因分析
由于卷筒自身質量、卷筒長度、直徑、機床及刀具的影響,在車床上對卷筒進行車削加工時容易產生振動,振動的產生不僅會降低卷筒的加工精度和表面質量,而且還會縮短刀具的使用壽命,降低生產效率。為了減小車削加工過程中的振動,提高刀具的使用壽命,提高生產效率,對導致卷筒加工過程中產生振動的3 個原因進行了分析,并針對產生振動的原因給出了相應的解決方案,以此達到減小振動或者消除振動的效果。
2.2.1 車削加工卷筒振動的產生原因
1)機床內部產生的振動
機床內部產生振動的原因主要有2 個方面。①由于卷筒本身材料不均勻、卷筒外形的誤差、加工卷筒時產生的誤差及卷筒結構形狀局部不對稱等原因,卷筒在車削加工時會因為旋轉產生不均勻的慣性力[7],當四爪卡盤夾持卷筒進行車削加工時會因為機床主軸轉速過高導致卷筒離心力增大,從而引起機床的振動,進而導致卷筒加工表面不光滑。②因為機床本身的精度問題導致傳動時出現缺陷,從而引起振動。
2)機床外部產生的振動
機床外部產生的振動主要是通過外部因素引起的。當機床放置在無任何防護措施的地面上時,地面的振動等外部因素則會通過地基傳給機床,從而引起車削加工過程中工件的振動,外部因素產生的振動對卷筒的加工質量影響是較小的。
3)卷筒本身的固有頻率
卷筒本身的固有頻率影響也會使卷筒在加工過程中產生振動。當車削加工卷筒時的刀架系統受到偶然干擾發生了振型耦合,刀架系統頻率與卷筒自身頻率相等時,則會發生自振現象,卷筒受共振現象影響產生的振動是影響卷筒加工質量的主要原因。
2.2.2 消振或減振的有效措施
通過對卷筒產生振動的原因進行分析,得出產生振動的主要原因有機床內部、機床外部以及卷筒自身固有頻率的影響。針對車削加工過程中產生振動的原因可以通過有效措施來消除或減小,可以針對產生振動的原因采取相對應的有效措施。
1)消除或減小機床內部振源
由機床內部原因的影響而產生振動時,可以通過確認產生振動的源頭采取相應的措施,針對振源的產生采取有效的措施來減振或者消振。在對卷筒進行車削加工前,需要保證機床上的四爪卡盤等高速運轉的零件精度達到合格的要求,對于沒有滿足精度及質量要求的零件要及時更換,同時機床在進行車削加工時要保證傳動過程平穩,選取合適的轉速,減小因為機床傳動缺陷引起的振動。
2)采取相應的隔振措施
這類措施主要是針對機床外部因素產生的振動,由于機床外部產生的振動是通過地基傳給機床的,所以可通過設置相應的隔振措施來排除外部因素產生的影響,車削加工過程中常用的隔振材料有木屑、橡皮等。
3)調整振源頻率
為了減小由于卷筒本身固有頻率影響產生的振動,車削加工時需要使刀架系統的固有頻率值遠離卷筒本身的固有頻率,避免產生共振現象。為了提高卷筒加工質量,設計了一種起重機卷筒車削加工阻尼防振動工裝,通過改變支撐卷筒的支撐架的固有頻率,進一步減小車削加工過程中卷筒產生的振動。
3 工裝設計
本文所述的卷筒為大直徑冶金起重機卷筒,通過對卷筒車削加工方法及加工過程中產生振動的原因進行分析可知,由機床內部原因與機床外部原因產生的振動在車削加工過程中對卷筒表面加工質量的影響較小,加工過程中可以通過車削前檢查零件是否合格及采用橡膠皮等防振來減小這2 類原因產生的振動。而針對由于卷筒本身原因使得加工過程中產生的振動對卷筒加工質量影響是較大的,因此,針對這類產生振動的原因必須設計相應的工裝,主要是通過增加滾輪架及熱塑層來減小振動。
由于卷筒加工過程中特殊的裝夾方式,導致卷筒加工過程中缺乏支撐,故在切削加工過程中會出現加工振動。為了減少加工過程中的共振現象,設計了一種起重機卷筒車削加工過程中用的阻尼防振動裝置,支撐卷筒的同時可通過改變支撐輪的固有頻率來減小振動,起重機卷筒車削加工阻尼防止振動裝置結構示意如圖2所示。
由圖2 可知,加工時裝置中的支撐輪及阻尼防振動裝置等配合工作,既可實現對卷筒的夾持支撐,又可改變支撐輪的固有頻率,減小車削過程中的振動。
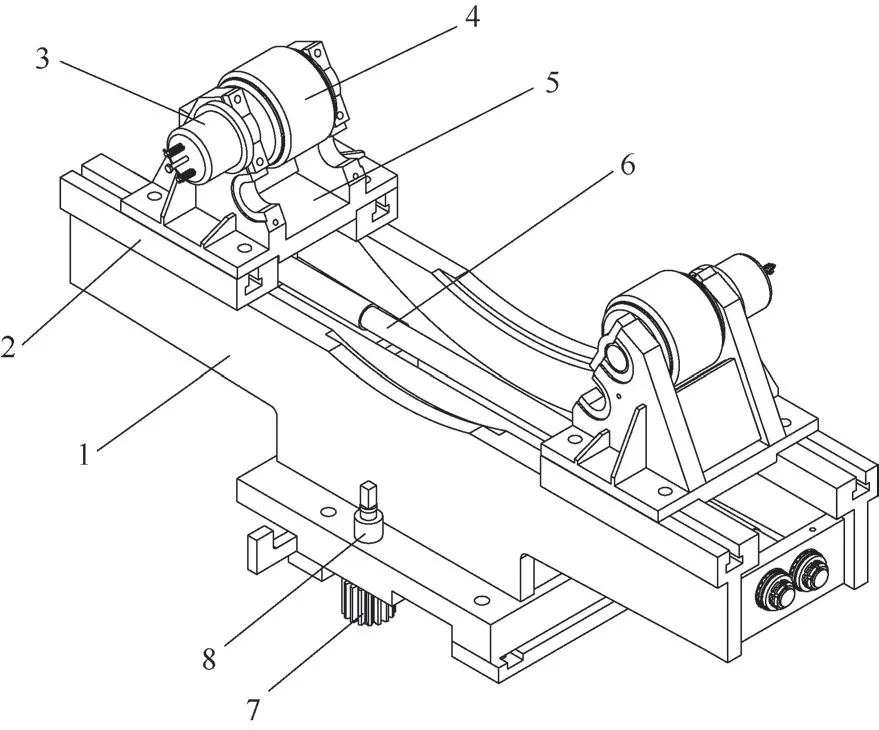
圖2 起重機卷筒車削加工阻尼防止振動裝置結構示意圖
在車削加工前,該裝置可通過底座面放置在加工卷筒用的車床導軌上,放置時可與導軌對應連接,從而使得裝置能在車床上移動,底座能沿卷筒的軸線方向移動,從而調整裝置對卷筒的支撐位置。底座上設置有齒輪傳動機構,主要結構件為傳動齒輪和連接桿,工作時可通過驅動裝置轉動連接桿,從而使連接桿帶動齒輪沿齒條移動,最終帶動底座沿著車床的導軌滑動。連接桿工作時垂直安裝在底座上,連接桿的頭端能夠與驅動部件連接,驅動部件主要有驅動輪、驅動電動機等。
底座的頂部設有滑軌,為保證加工精度,滑軌的軸線與車床導軌的軸線是互相垂直的,工作時可通過轉動驅動裝置(見圖3)中的螺桿帶動滑座沿螺桿方向移動,滑座相向移動時,能實現對卷筒的加持支撐,滑座相背移動時,能松開卷筒。滑座的頂部有支撐輪,由于卷筒在車削加工時需要轉動,驅動裝置中的支撐輪可夾持支撐著卷筒,支撐輪外緣面包裹具有彈性變形能力的熱塑層,加工過程中能夠適應卷筒外徑的橢圓應力進行變形,從而能夠保證支撐輪支撐卷筒時支撐力的有效性、可靠性。

圖3 驅動機構結構示意圖
為了減小車削加工過程中的振動,工裝設有旋轉阻尼結構,旋轉阻尼機構結構示意圖如圖4 所示。工作時彈簧通過對殼體內的擠壓盤施加力而使擠壓盤向滑座方向移動,殼體的開口端側面設有注油口,目的是通過注油口向殼體內注入高粘性油,齒輪與支撐輪的輪軸對應連接。由于高粘性油所處的空間為負壓狀態,在殼體內注入一小部分高粘性油后,通過施加力驅動擠壓盤向滑座方向移動,隨著擠壓盤向滑座方向的移動,使得高粘性油的空間大小減少、液面高度上升,進而增大了高粘性油與齒輪之間的接觸面積,接觸面積增大意味著支撐輪隨著卷筒旋轉時的阻力增大,即改變了支撐輪的固有頻率,從而達到了減小車削加工過程中產生的振動的目的。
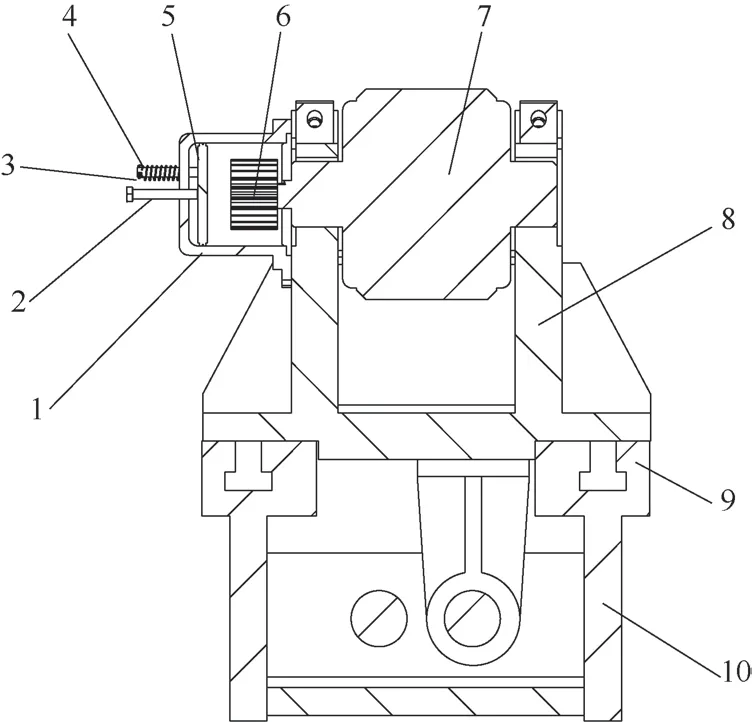
圖4 旋轉阻尼機構結構示意圖
該工裝主要是通過改變支撐輪的固有頻率減小車削卷筒過程中振動的產生,使用時,先通過注油口向殼體內注入一部分高粘性油,之后密封注油口,根據卷筒加工實際情況將底座移動到合適位置,底座底面對應連接在車床的導軌上,通過驅動部件驅動2 滑座沿工裝裝置滑軌移動,卷筒加工時利用四爪卡盤卡緊端面板,頂尖頂緊卷筒軸端中心孔,之后使2 個支撐輪的外緣面均與卷筒的筒壁抵觸,調整好卷筒與工裝所在位置之后,最后啟動車床對卷筒進行車削加工,車削加工卷筒如圖5所示。工裝使用前后卷筒表面加工質量對比圖如圖6 所示。可以看出工裝使用后卷筒加工表面振動紋減少,卷筒的表面加工質量及加工精度得到了大幅度提高。

圖5 車削加工卷筒
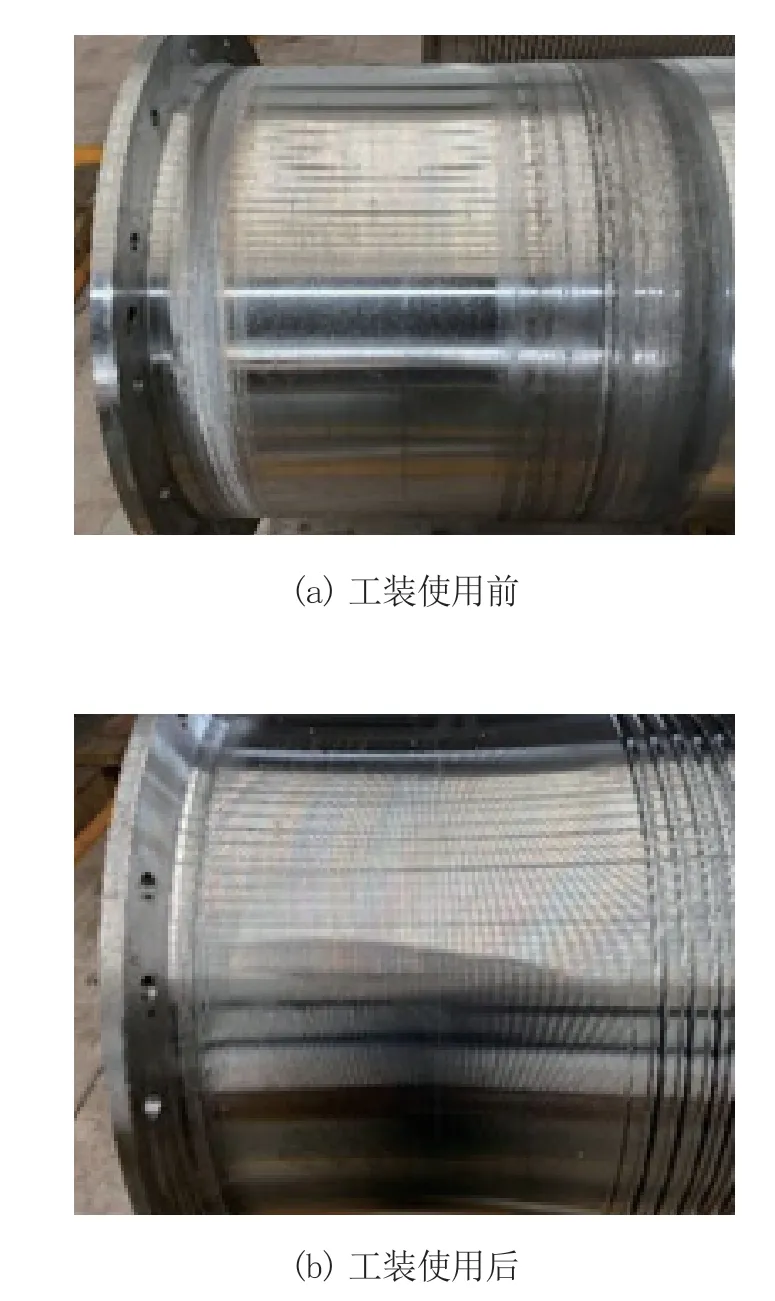
圖6 工裝使用前后卷筒表面加工質量對比圖
4 結語
本文所述的卷筒作為冶金起重機的重要結構件,由于卷筒直徑及卷筒質量較大,加工過程中容易出現加工振動,振動的產生影響著卷筒的表面加工質量與加工精度,由于對車削加工過程中振動的控制較困難,工裝的使用提升了卷筒的加工質量與加工效率,對減小車削加工卷筒過程中產生的振動效果非常明顯。
本文通過對冶金起重機卷筒結構特點進行分析,同時對車削加工卷筒過程產生振動的原因進行了論述,針對產生振動的原因給出了相對應的解決方案,設計起重機卷筒車削加工用的阻尼防振動裝置,可以減小卷筒車削加工過程中產生的振動。通過采用工裝兩滑座頂部支撐輪夾持卷筒,能夠對卷筒的筒身進行支撐,從而防止卷筒車削加工過程中產生的振動。工裝的使用使卷筒加工效率提升了100%,同時提高了卷筒的加工質量。使用該工裝不僅實現了對卷筒的夾持支撐,同時減小了加工時產生振動,不僅為其他卷筒的車削加工提供了參考,也為類似卷筒結構的工件加工提供了保障。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00