封閉式貨車貨物隔離裝置的演變及工藝方案簡述
2024-01-11 14:20:17周燕周俠雷莉
時代汽車 2023年22期
關(guān)鍵詞:不銹鋼
周燕 周俠 雷莉
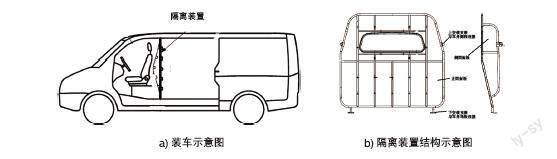

摘 要:封閉式貨車貨物隔離裝置,是一種車輛最后排座位的后方與載貨區(qū)之間的隔離系統(tǒng),如隔離板,隔離欄,隔柵等。具有使車輛在公共道路正常行駛的各工況下(如全制動、緊急制動、曲線制動、快速車道改變和曲線駕駛),保證司乘人員免受車上貨物移動造成的傷害的作用,因其需要起到駕駛室、前排駕乘人員的隔離防護作用,因此根據(jù)汽車安全法規(guī)將其定義為公告類零件,屬于車內(nèi)專用裝置,本文主要介紹常見封閉式貨車用隔離裝置結(jié)構(gòu)及其對應(yīng)的特點。
關(guān)鍵詞:隔離裝置構(gòu)造 封閉式貨車 格柵 隔離板 不銹鋼 鐵質(zhì)
1 引言
不同材質(zhì)和表面處理工藝、結(jié)構(gòu)的隔離裝置,外觀效果和工藝方案差異較大。本文主要從材質(zhì)、焊接工藝、表面處理、固定連接方式、結(jié)構(gòu)等方面簡述幾種常見隔離裝置結(jié)構(gòu)變化和對應(yīng)的特點。
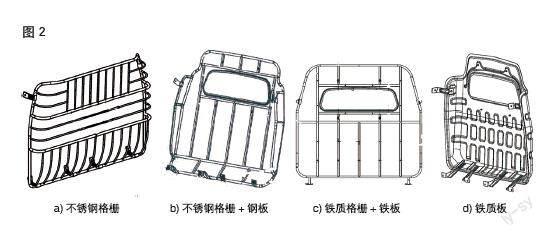
目前國內(nèi)的封閉式貨車隔離裝置多采用不銹鋼或鐵質(zhì)類材料,主要有不銹鋼格柵、不銹鋼格柵+鋼板、鐵質(zhì)格柵+鐵板、鐵質(zhì)板集中類型,其他非合金金屬材料,如PVC板,不僅美觀度差,且不實用,也不能滿足隔離裝置的使用要求,因此市面上并不常見。
2 隔離裝置產(chǎn)品簡介
2.1 不銹鋼類隔離裝置性能及特點
不銹鋼格柵一般采用的是S30408不銹鋼,具有良好的耐腐蝕性、耐熱性、低溫強度和機械性能,且具有良好的加工性能和焊接性能,因此這種鋼材在市面上應(yīng)用廣泛。不銹鋼材質(zhì)本身防腐性能好,無需做防銹及表面鍍層處理,僅作打磨拉絲處理即可,不易磕碰傷,且產(chǎn)品牢固輕便,但存在打磨痕跡,存在一定色差,影響客戶外觀體驗。
格柵式隔離裝置因國內(nèi)法規(guī)要求,背面需采用封閉式板料進行阻隔,以防止貨箱中貨物因車輛緊急制動或其他原因,貨物從柵欄縫隙中脫出沖擊到前排駕駛室造成事故,柵欄式結(jié)構(gòu)目前僅用于國外市場,國內(nèi)的隔離裝置需加上鋼板進行封閉,如:柵欄+板式、板式結(jié)構(gòu)。柵欄式結(jié)構(gòu)與柵欄+板式隔離裝置區(qū)為多了一層封板,工藝上多了一道蒙皮工序,但無論是柵欄式還是柵欄式+板式結(jié)構(gòu)的隔離裝置,其產(chǎn)品結(jié)構(gòu)和強度都是非常值信賴的,骨架式的構(gòu)造和上安裝支架與車體卷耳連接方式,保證自身強度的同時,可以減輕振動帶來的對連接點的沖擊。
帶骨架的隔離裝置因設(shè)計角度的要求,部分位置可能涉及多維度的折彎,僅通過折彎機進行成型不易實現(xiàn),因此需要采取斜切方式進行拼接不銹鋼材料一般使用熔化極氬弧焊方式焊接,以保證焊縫的美觀性和生產(chǎn)效率。熔化極氬弧焊是指,接電后母材與焊絲之間產(chǎn)生電弧,焊絲和母材熔化,保護氣體是氬氣,氬氣是惰性氣體,即使在高溫之下,氬氣也不與金屬發(fā)生化學(xué)作用,且不溶解與液態(tài)金屬,因此焊接飛濺小,焊縫致密,成型美觀,且因為它電流密度大,熱量集中,熔敷率高,焊接變形小因此得到廣泛運用。但鋼材和氬氣成本昂貴,因此不銹鋼類隔離裝置正逐漸被鐵質(zhì)材料替代。
2.2 鐵質(zhì)類隔離裝置性能及特點
鐵質(zhì)材料的隔離裝置材質(zhì)本身不具備防腐功能,因此產(chǎn)品需增加表面處理工藝,一般采用電泳、噴漆/噴粉方式。經(jīng)過表面處理的隔離裝置外觀光滑、美觀,客戶接受度高。同時鐵質(zhì)類原材料成本低、成型性能好,廣受汽車制造業(yè)青睞。鐵質(zhì)的隔離裝置除了原材料材質(zhì)不同,采用的焊接工藝從氬弧焊改成了二氧化碳保護焊。以二氧化碳氣體作為保護氣體的電弧焊接方法,叫二氧化碳氣體保護焊。它以焊絲作一個電極,靠焊絲與工件之間產(chǎn)生的電弧熱熔化焊絲和工件,形成焊接接頭。具有成本低、質(zhì)量好、生產(chǎn)效率高、操作性好等優(yōu)點,因此被市場廣泛應(yīng)用。
2.2.1 鐵質(zhì)柵欄+鐵板式隔離裝置
板鐵質(zhì)的柵欄+板式隔離裝置制造工藝復(fù)雜,自動化程度低,成產(chǎn)效率低,生產(chǎn)周期長,制造成本高,產(chǎn)品焊接變形很大、產(chǎn)品一致性難以保證,不僅有二保焊帶來的熱變形、焊渣、穿孔等風(fēng)險,電泳序也存在暴液導(dǎo)致的流痕、漆面橘皮等多種外觀問題。但相對不銹鋼類的產(chǎn)品,在成本和強度、外觀性能方面具有顯著的優(yōu)勢。
由于二氧化碳氣體的熱物理性能的特殊影響,使用常規(guī)焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷。因此,焊接過程中可能存在較多飛濺。溶液飛濺附著在柵欄管壁內(nèi)外側(cè)形成渣滓或者焊瘤,掉落在管梁中不及時清理會導(dǎo)致產(chǎn)品異響,因此應(yīng)在管梁合適位置開工藝孔,并使用工具敲擊、搖晃零件,使焊渣能順利排出。
2.2.2 鐵板式隔離裝置
板式的隔離裝置沒有管梁焊接而成的骨架,一般在隔離板上設(shè)置加強筋以增加板料抗沖擊強度,可通過沖壓一體成型,大大縮減了下料序的流程,同時骨架取消,隔離板邊緣為鋒利邊緣,因此板料邊緣會增加膠條進行修飾。同時,兩側(cè)的上安裝支架因圓管管梁取消,其與板料的連接方式只能改為打螺栓或打焊點。
板式的隔離裝置工藝流程和工序顯著精簡,無需再使用氬弧焊和CO2方式焊接,因此導(dǎo)致的焊渣、異響、熱變形、電泳爆液等缺陷隨之消除,制造和原材料成本得到極大的降低。但該種結(jié)構(gòu)也存在整體構(gòu)架剛度/強度減弱的劣勢。由于隔離裝置不能通用,因此需要分別開發(fā)不同的隔離裝置對應(yīng)的模具。在隔離裝置生產(chǎn)成本中,模具是很重要的成本因素。按目前的加工工藝,每種隔離裝置除了沖壓模具外,還需要切邊模具,由此進一步增大了隔離裝置的生產(chǎn)成本。即每款車型對應(yīng)一種隔離裝置隔離裝置前期投入大、開發(fā)成本較高。
柵欄式的隔離裝置上安裝支架采用卷圓方式連接,卷耳內(nèi)側(cè)置有橡膠圈膠套,可起到較好的減震緩沖作用。板式的隔離裝置采用的是螺栓連接,連接處螺栓X/Y/Z向均受應(yīng)力,無緩沖裝置進行卸力,有螺栓松動/脫出風(fēng)險。同時板式的隔離裝置的邊緣無骨架支撐,存在較大抖動,需要更多的安裝點進行固定,否則未固定端易出現(xiàn)板料顫動異響和支架/護桿斷裂風(fēng)險。
3 結(jié)束語
隔離裝置從柵欄式結(jié)構(gòu)逐漸演變成柵欄+板式結(jié)構(gòu)、板式隔離裝置,產(chǎn)品在標準、法規(guī)和市場需求的引導(dǎo)下,逐步完成蛻變,產(chǎn)品的安全性能、美觀度等方面逐步升級,同時成本方面也在生產(chǎn)和制造過程不斷探索,最終在生產(chǎn)者和消費者中取得雙向效益。
參考文獻:
[1]《封閉式貨車 貨物隔離裝置及系固點技術(shù)要求和實驗方法》.
[2]《鎢極惰性氣體保護焊工藝方法》.
[3]《鋼的電弧焊、電弧釬焊檢驗及返修規(guī)范》.
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
