車(chē)銑復(fù)合數(shù)控機(jī)床空間誤差建模和補(bǔ)償
2024-01-16 06:34:26孟曉華于大國(guó)
機(jī)床與液壓 2023年24期
關(guān)鍵詞:實(shí)驗(yàn)方法
孟曉華,于大國(guó)
(1.山西機(jī)電職業(yè)技術(shù)學(xué)院,山西長(zhǎng)治 046011;2.中北大學(xué)機(jī)械工程學(xué)院,山西太原 030051)
0 前言
復(fù)合化、多功能數(shù)控機(jī)床的相關(guān)技術(shù)在不斷更新,目前,這種機(jī)床的市場(chǎng)份額一直在增加,種類(lèi)也一直在變化,在未來(lái),這種機(jī)床占據(jù)的市場(chǎng)份額可能達(dá)到2/3。制造行業(yè)的發(fā)展方向細(xì)分化使該行業(yè)的個(gè)性化需求增多,因此,能夠個(gè)性化、小批量生產(chǎn)的機(jī)床具備十足的發(fā)展?jié)摿1]。如何適應(yīng)現(xiàn)代市場(chǎng)對(duì)個(gè)性化、多品種、低成本、小批量零件高效生產(chǎn)的需求是這種中小型機(jī)床目前必須要解決的問(wèn)題,其關(guān)鍵就在于對(duì)自身性能的高要求、嚴(yán)標(biāo)準(zhǔn)[2]。機(jī)床自身的部件與結(jié)構(gòu)對(duì)其加工性能的好壞有著直接的影響,確保其空間誤差較低是保障零件加工效率與加工質(zhì)量的前提。然而目前中小車(chē)銑復(fù)合數(shù)控機(jī)床的部件質(zhì)量參差不齊,尤其是主軸部件,在性能與結(jié)構(gòu)上都存在一定問(wèn)題,因此機(jī)床普遍存在一定的空間誤差,對(duì)其進(jìn)行建模與補(bǔ)償是解決該問(wèn)題最簡(jiǎn)單的方法,因此對(duì)該問(wèn)題進(jìn)行研究。
對(duì)于數(shù)控機(jī)床來(lái)說(shuō),空間誤差的建模與補(bǔ)償問(wèn)題一直是一個(gè)研究熱點(diǎn),很多學(xué)者都進(jìn)行過(guò)該問(wèn)題的研究。其中文獻(xiàn)[3]提出一種基于靈敏度分析的建模與補(bǔ)償技術(shù),主要是通過(guò)切比雪夫多項(xiàng)式與關(guān)鍵誤差元素的測(cè)量數(shù)據(jù)實(shí)現(xiàn)空間誤差補(bǔ)償模型的構(gòu)建,并開(kāi)發(fā)實(shí)時(shí)誤差補(bǔ)償系統(tǒng)。文獻(xiàn)[4]提出一種精密臥式加工中心的誤差建模、測(cè)量與補(bǔ)償方法,主要是根據(jù)三維誤差建模結(jié)果進(jìn)行測(cè)量與補(bǔ)償,提高了機(jī)床的空間定位精度。由于上述方法在車(chē)銑復(fù)合數(shù)控機(jī)床的應(yīng)用中存在定位精度提升效果不好的問(wèn)題,對(duì)此,設(shè)計(jì)一種車(chē)銑復(fù)合數(shù)控機(jī)床空間誤差建模和補(bǔ)償方法。
1 空間誤差建模和補(bǔ)償方法設(shè)計(jì)
1.1 幾何誤差辨識(shí)
針對(duì)車(chē)銑復(fù)合數(shù)控機(jī)床的兩個(gè)旋轉(zhuǎn)軸,忽略?xún)奢S位置的無(wú)關(guān)誤差,通過(guò)齊次坐標(biāo)變換理論分別構(gòu)建其幾何誤差辨識(shí)模型,并對(duì)測(cè)試進(jìn)行優(yōu)化,實(shí)現(xiàn)兩軸的幾何誤差辨識(shí)[5]。
用C軸表示旋轉(zhuǎn)軸中的車(chē)削主軸,其誤差辨識(shí)模型的構(gòu)建過(guò)程具體如下:
(1)在測(cè)試前需要對(duì)直線(xiàn)軸誤差進(jìn)行補(bǔ)償,以提升測(cè)試精度;
(2)在工作臺(tái)上夾裝一個(gè)球桿儀,用a表示工作臺(tái)端球,b表示主軸端球;
(3)d表示球a與工作臺(tái)端面之間的Z向高度,f表示其與C軸軸線(xiàn)的實(shí)際距離;
(4)使球桿儀與Z軸軸線(xiàn)平行,啟動(dòng)球桿儀的RTCP功能,并持續(xù)轉(zhuǎn)動(dòng)C軸,對(duì)球桿儀此時(shí)Z向的伸長(zhǎng)量變化進(jìn)行記錄;
(5)以齊次坐標(biāo)變換理論為依據(jù),工件坐標(biāo)系中球a的理想位置ai可以用下式來(lái)表示:
(1)
工件坐標(biāo)系中球a的實(shí)際位置aj可以用下式來(lái)表示:
(2)
啟動(dòng)RTCP功能后,在C軸轉(zhuǎn)動(dòng)時(shí),主軸端球b相對(duì)于C軸的位置幾乎不變,而球a的實(shí)際位置與其理想位置間的差值如下式:
(3)
由于此時(shí)球桿儀與Z軸軸線(xiàn)是平行的,可以認(rèn)為上式中Z軸軸線(xiàn)方向上球a的位置變動(dòng)與球桿儀的伸縮量相等,如果在工件坐標(biāo)系中改變球a的位置:a1(f1,d1)、a2(f2,d2)、a3(f3,d3),并使球桿儀與X、Y、Z軸線(xiàn)分別平行,能夠獲取以下方程組:
(4)

將上式展開(kāi),初步完成C軸誤差辨識(shí)模型的構(gòu)建:
(5)
通過(guò)對(duì)該誤差模型進(jìn)行求解,可以獲得C軸的6項(xiàng)幾何誤差。以方程組解之間的存在性關(guān)系為依據(jù),可知存在唯一解需要滿(mǎn)足未知數(shù)個(gè)數(shù)與矩陣的秩相等的條件,因此可以將構(gòu)建的C軸誤差辨識(shí)模型簡(jiǎn)化,也就是對(duì)測(cè)試進(jìn)行優(yōu)化,直接省略a3(f3,d3)處的X、Y向測(cè)試與a2(f2,d2)處的Y向測(cè)試[9]。優(yōu)化后的C軸誤差測(cè)試流程具體如下:
(1)a1(f1,d1)處的X、Y、Z向測(cè)試;
(2)a2(f2,d2)處的X、Z向測(cè)試;
(3)a3(f3,d3)處的Z向測(cè)試。
通過(guò)以上步驟完成C軸最終誤差辨識(shí)模型的構(gòu)建,實(shí)現(xiàn)C軸的幾何誤差辨識(shí)[10]。
用B軸表示另一個(gè)旋轉(zhuǎn)軸,通過(guò)同樣的方法建模,實(shí)現(xiàn)其幾何誤差辨識(shí),表達(dá)式為
(6)
1.2 空間誤差模型構(gòu)建
在工件坐標(biāo)系下,根據(jù)旋轉(zhuǎn)軸幾何誤差辨識(shí)結(jié)果,采用多體理論構(gòu)建機(jī)床空間誤差模型[11]。
空間誤差模型的構(gòu)建步驟如下:

基于多體系統(tǒng)理論,將機(jī)床各體之間的運(yùn)動(dòng)變化等效轉(zhuǎn)換為相鄰隨動(dòng)坐標(biāo)系之間的運(yùn)動(dòng)變換。在誤差綜合影響下,以P變換至Q的X軸坐標(biāo)系為例,可以將這種運(yùn)動(dòng)變換分解為以下4種形式:
(7)

(8)




(9)
用實(shí)際刀尖點(diǎn)位置減去其理想位置,即可獲取空間誤差模型,具體如下式:
(10)
式(10)中:X、Y、Z表示三軸上的坐標(biāo)值。
就此完成空間誤差模型構(gòu)建。
1.3 補(bǔ)償策略設(shè)計(jì)
基于理想狀態(tài)的逆運(yùn)動(dòng)學(xué)設(shè)計(jì)同步空間誤差補(bǔ)償策略,通過(guò)迭代方式對(duì)各軸補(bǔ)償值進(jìn)行計(jì)算,實(shí)現(xiàn)空間誤差的補(bǔ)償。該策略的具體運(yùn)行流程如下:
(1)啟動(dòng)NC加工程序;
(2)通過(guò)下式表示各軸運(yùn)動(dòng)量,也就是各軸的機(jī)械坐標(biāo):
K=[X′,Y′,Z′,φ,φ]
(11)
式(11)中:X′、Y′、Z′、φ、φ分別表示X軸、Y軸、Z軸、B軸、C軸上的運(yùn)動(dòng)量。
(3)對(duì)各軸運(yùn)動(dòng)量進(jìn)行更新,具體如下式:
K′=K+ΔK
(12)
式(12)中:ΔK表示更新的各軸運(yùn)動(dòng)量;K′表示更新后的各軸運(yùn)動(dòng)量[15]。K′的初始值為K′=K,ΔK=0。
(13)
根據(jù)上式獲取刀具的理想位姿,用(ωi,ξi)來(lái)表示。并根據(jù)存在幾何誤差的正運(yùn)動(dòng)學(xué)式計(jì)算此時(shí)轉(zhuǎn)動(dòng)鏈的變換矩陣,根據(jù)該矩陣獲得刀具的預(yù)測(cè)位姿,用(ωj,ξj)來(lái)表示[17]。
(4)根據(jù)(ωi,ξi)和(ωj,ξj)計(jì)算此時(shí)的殘留空間誤差,當(dāng)殘留的空間誤差比允許公差小,各軸補(bǔ)償值具體如下式:
Kc=K′-K=[ΔX′,ΔY′,ΔZ′,Δφ,Δφ]
(14)
式(14)中:ΔX′、ΔY′、ΔZ′、Δφ、Δφ分別表示X軸、Y軸、Z軸、B軸、C軸上的運(yùn)動(dòng)補(bǔ)償量[18]。
當(dāng)殘留的空間誤差比允許公差大,根據(jù)理想逆運(yùn)動(dòng)學(xué)思想,求取各軸的運(yùn)動(dòng)量,并將其作為各軸的補(bǔ)償值。首先在理想狀態(tài)下機(jī)床的逆運(yùn)動(dòng)學(xué)求解過(guò)程中代入[Δω,Δξ′]所對(duì)應(yīng)的位姿增量,獲取其運(yùn)動(dòng)學(xué)逆解。其中Δω表示理想位姿的偏差;Δξ′表示實(shí)際位姿的偏差的單位向量。獲取的運(yùn)動(dòng)學(xué)逆解為ΔK1=[ΔX′1,ΔY′1,ΔZ′1,Δφ1,Δφ1]。在之前的運(yùn)動(dòng)量上疊加ΔK1,此時(shí)刀具實(shí)際運(yùn)動(dòng)姿態(tài)用P1來(lái)表示,計(jì)算P1處的運(yùn)動(dòng)量。此時(shí)相比理想位置,P1處產(chǎn)生一組新誤差[19]。不斷重復(fù)以上過(guò)程,使刀具逐漸接近理想位姿,并不斷對(duì)該過(guò)程中的運(yùn)動(dòng)量進(jìn)行計(jì)算,疊加所計(jì)算的運(yùn)動(dòng)量,完成各軸運(yùn)動(dòng)量的求取,作為各軸的補(bǔ)償值[20]。
2 實(shí)驗(yàn)測(cè)試
2.1 機(jī)床參數(shù)
為證明設(shè)計(jì)的車(chē)銑復(fù)合數(shù)控機(jī)床空間誤差建模和補(bǔ)償方法的有效性,以一臺(tái)車(chē)銑復(fù)合數(shù)控機(jī)床為研究對(duì)象,對(duì)該機(jī)床實(shí)施空間誤差建模和補(bǔ)償。實(shí)驗(yàn)機(jī)床各軸的行程與定位精度如表1所示。
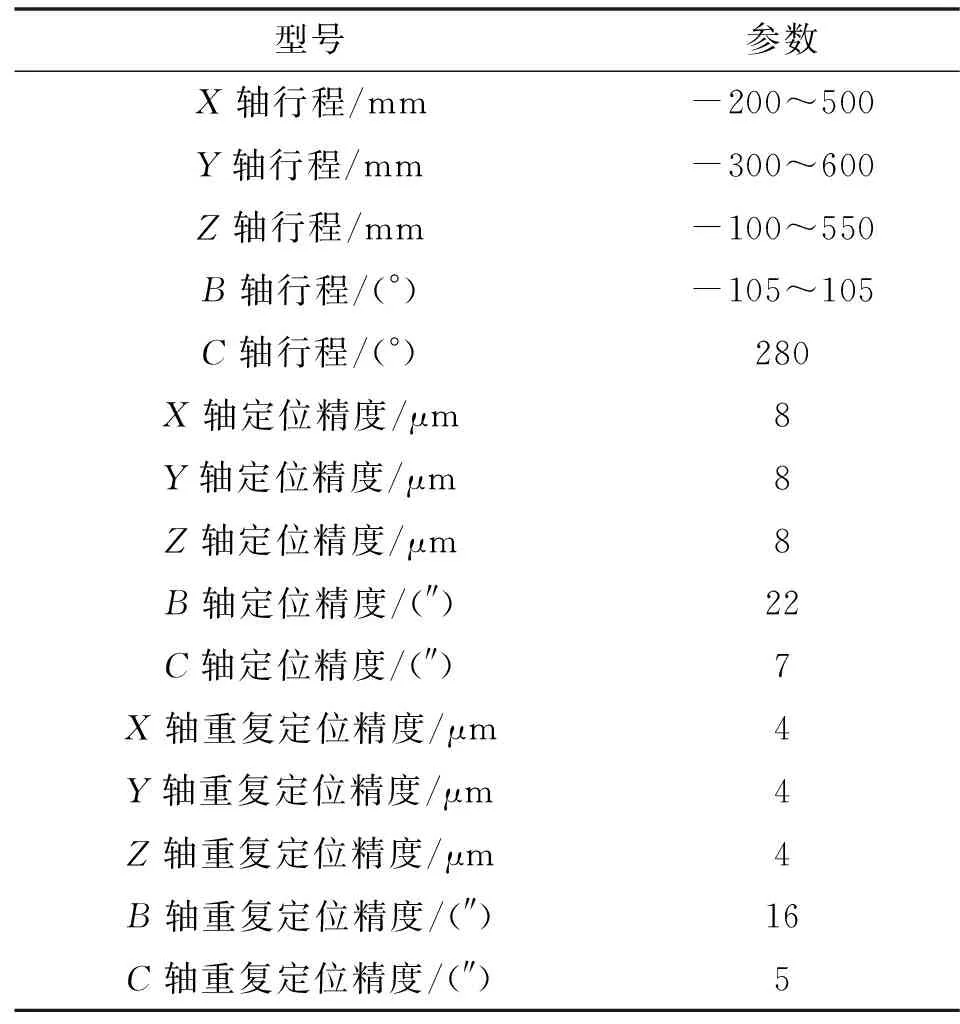
表1 實(shí)驗(yàn)機(jī)床具體參數(shù)Tab.1 Specific parameters of the experimental machine tool
2.2 實(shí)驗(yàn)準(zhǔn)備
實(shí)驗(yàn)中的坐標(biāo)系設(shè)置情況如表2所示。
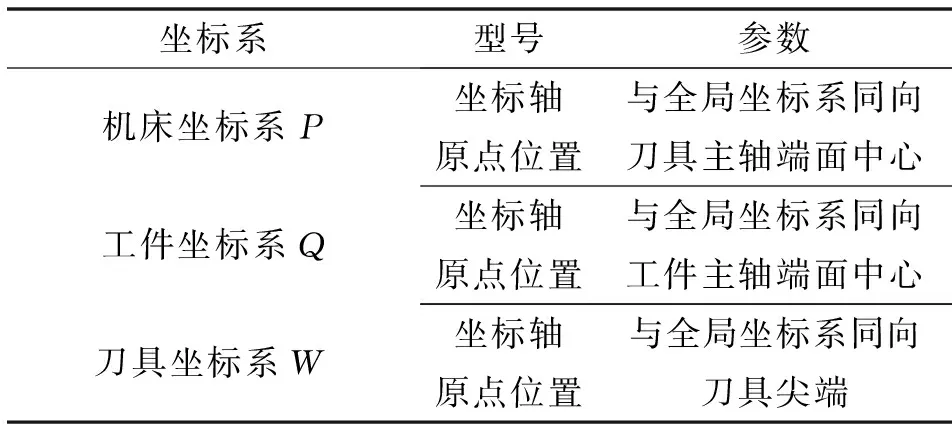
表2 坐標(biāo)系具體參數(shù)Tab.2 Specific parameters of coordinate system
2.3 實(shí)驗(yàn)方法設(shè)計(jì)
實(shí)施旋轉(zhuǎn)軸的幾何誤差辨識(shí)。在辨識(shí)前首先對(duì)直線(xiàn)軸誤差進(jìn)行補(bǔ)償,補(bǔ)償方式為校正機(jī)床機(jī)械零點(diǎn)。具體校正步驟如下:
(1)通過(guò)壓表法尋找Z軸軸線(xiàn)與B軸軸線(xiàn)平行時(shí)的角度,將其設(shè)置為-90°;
(2)尋找檢棒平行于Y軸、X軸的4個(gè)高點(diǎn);
(3)調(diào)整Y軸、X軸的坐標(biāo),使C軸與檢棒同心;
(4)將Y軸、X軸此時(shí)的機(jī)械坐標(biāo)置零;
(5)使B軸返回0°,將刀儀與工件主軸端面靠近,考慮檢棒半徑與對(duì)刀儀距離,將機(jī)械坐標(biāo)零點(diǎn)直接設(shè)置在工件主軸端面與刀具主軸軸線(xiàn)對(duì)齊的位置。
構(gòu)建的C軸和B軸幾何誤差辨識(shí)模型如公式(5)和公式(6)所示,接著構(gòu)建其空間誤差模型,并通過(guò)同步空間誤差補(bǔ)償策略進(jìn)行空間誤差補(bǔ)償,根據(jù)補(bǔ)償結(jié)果測(cè)試各軸的定位精度及其重復(fù)定位精度,并對(duì)機(jī)床進(jìn)行圓錐體的誤差補(bǔ)償測(cè)試,對(duì)其測(cè)量結(jié)果進(jìn)行分析,觀察設(shè)計(jì)方法的直觀誤差補(bǔ)償效果。
在測(cè)試中,為形成對(duì)比效果,將基于靈敏度分析的建模與補(bǔ)償技術(shù)與精密臥式加工中心的誤差建模、測(cè)量與補(bǔ)償方法作為對(duì)比方法,共同進(jìn)行實(shí)驗(yàn)。用方法1、方法2表示這兩種方法,使敘述更加簡(jiǎn)潔。
2.4 定位精度測(cè)試
首先測(cè)試3種方法補(bǔ)償后機(jī)床各軸的定位精度,觀測(cè)3種方法各軸的定位精度相較于原本定位精度的變化情況,測(cè)試結(jié)果如圖1所示。
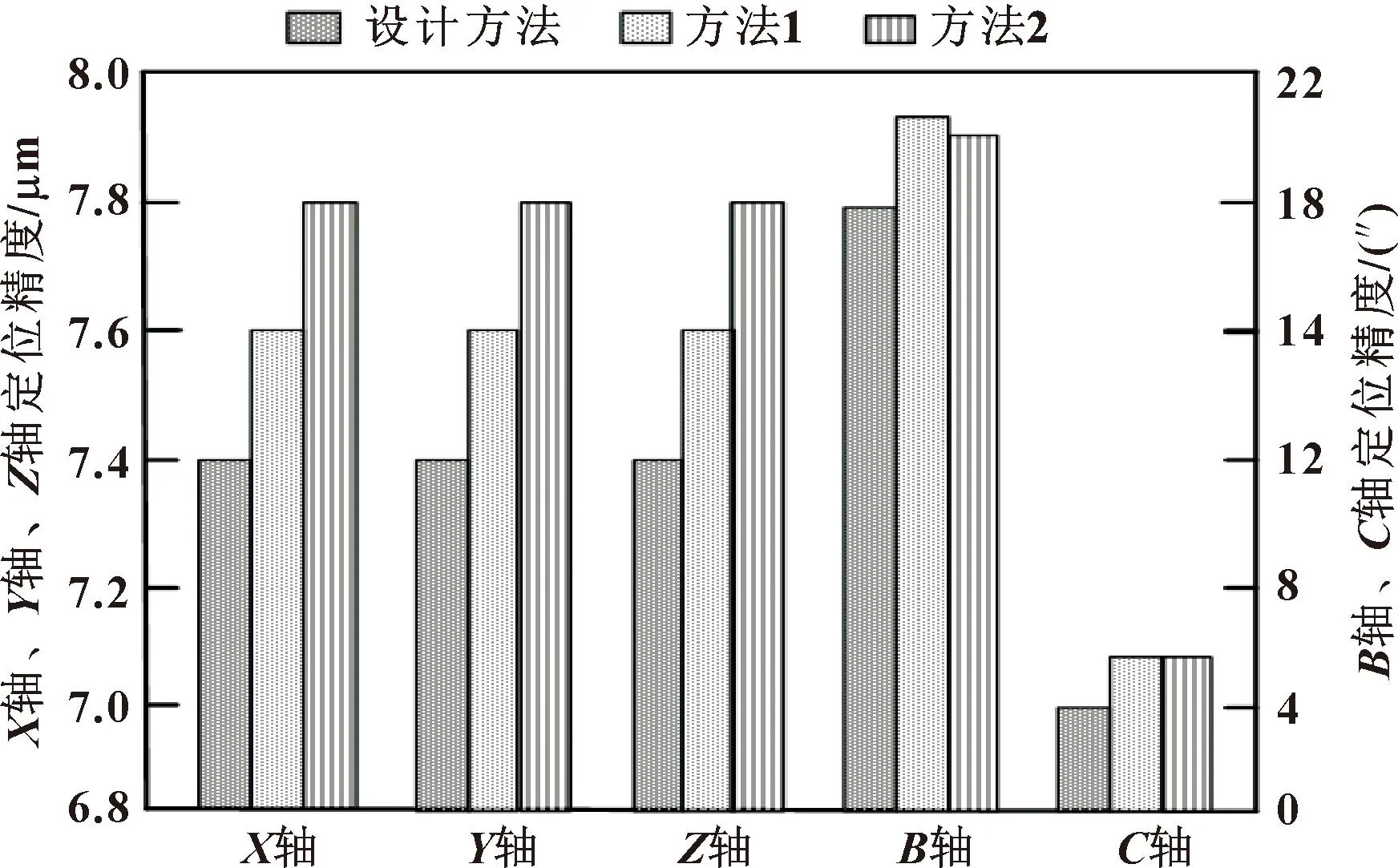
圖1 各軸的定位精度測(cè)試結(jié)果Fig.1 Positioning accuracy test results for each axis
由圖1可以得出:文中方法補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的定位精度相比原本的定位精度提升了0.6 μm,B軸的定位精度提升了4″,C軸的定位精度提升了3″;方法1補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的定位精度相比原本的定位精度提升了0.4 μm,B軸的定位精度提升了1″,C軸的定位精度提升了1″;方法2補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的定位精度相比原本的定位精度提升了0.2 μm,B軸的定位精度提升了2″,C軸的定位精度提升了1″。對(duì)比可知,文中方法能夠?qū)崿F(xiàn)最大程度的定位精度提升。
2.5 重復(fù)定位精度測(cè)試
接著測(cè)試3種方法補(bǔ)償后機(jī)床各軸的重復(fù)定位精度,觀測(cè)3種方法各軸的重復(fù)定位精度相較于原本重復(fù)定位精度的變化情況,測(cè)試結(jié)果如圖2所示。
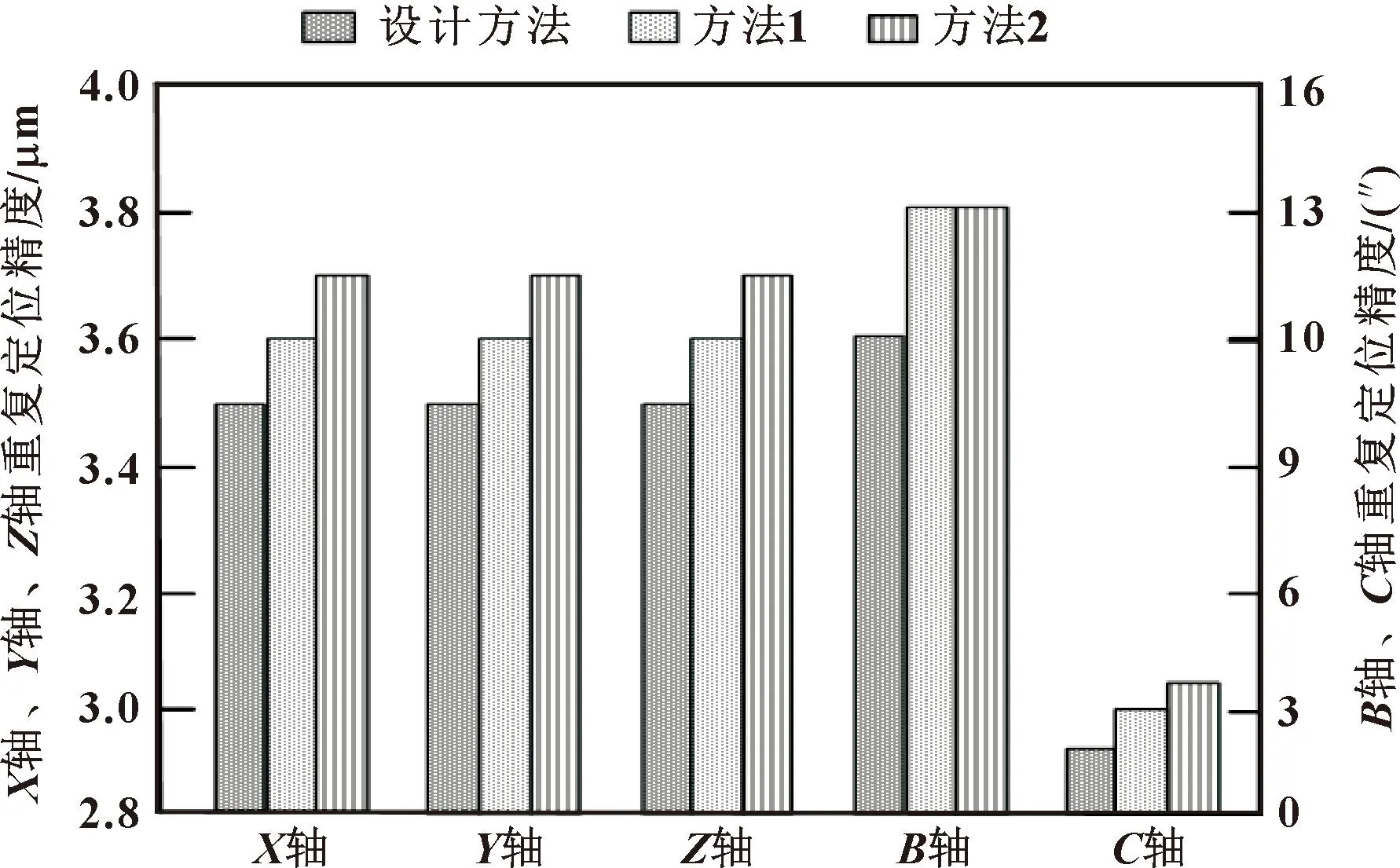
圖2 各軸的重復(fù)定位精度測(cè)試結(jié)果Fig.2 Repetitive positioning accuracy test results for each axis
圖2表明:文中方法補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的重復(fù)定位精度相比原本的重復(fù)定位精度提升了0.5 μm,B軸的重復(fù)定位精度提升了6″,C軸的重復(fù)定位精度提升了3″;方法1補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的重復(fù)定位精度相比原本的重復(fù)定位精度提升了0.4 μm,B軸的重復(fù)定位精度提升了3″,C軸的重復(fù)定位精度提升了1″;方法2補(bǔ)償后,實(shí)驗(yàn)機(jī)床X軸、Y軸、Z軸的重復(fù)定位精度相比原本的重復(fù)定位精度提升了0.3 μm,B軸的重復(fù)定位精度提升了3″,C軸的重復(fù)定位精度提升了1″。經(jīng)過(guò)對(duì)比,設(shè)計(jì)方法能夠最大程度上提升重復(fù)定位的精度。
2.6 圓錐體的誤差補(bǔ)償測(cè)試
對(duì)補(bǔ)償后的實(shí)驗(yàn)機(jī)床進(jìn)行圓錐體的誤差補(bǔ)償測(cè)試,主要是對(duì)正反行程中反行程產(chǎn)生的誤差進(jìn)行測(cè)試,以獲得更加直觀的誤差補(bǔ)償效果。共進(jìn)行3次實(shí)驗(yàn),每次正反行程的半徑不同,分別測(cè)試半徑較大、居中、偏小的圓度情況。
半徑較大時(shí),反行程的實(shí)驗(yàn)圓度如圖3所示。
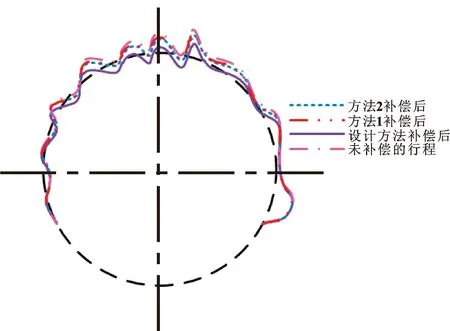
圖3 半徑較大的測(cè)試情況Fig.3 Test cases with larger radii
根據(jù)圖3,半徑較大時(shí),經(jīng)過(guò)方法1、方法2的補(bǔ)償后,反行程的實(shí)驗(yàn)圓度得到了一定降低,而經(jīng)過(guò)設(shè)計(jì)方法的補(bǔ)償后,設(shè)計(jì)方法反行程實(shí)驗(yàn)圓度比方法1、2好,說(shuō)明設(shè)計(jì)方法的誤差補(bǔ)償效果更好。
半徑居中時(shí),反行程的實(shí)驗(yàn)圓度如圖4所示。
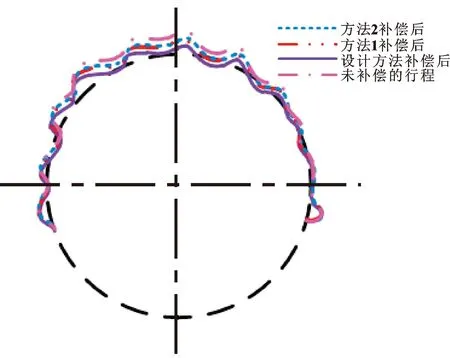
圖4 半徑居中時(shí)的測(cè)試情況Fig.4 Test situation when the radius is centered
圖4表明:半徑居中時(shí),經(jīng)過(guò)方法1、方法2的補(bǔ)償后,反行程的實(shí)驗(yàn)圓度得到了一定降低;而經(jīng)過(guò)設(shè)計(jì)方法的補(bǔ)償后,反行程實(shí)驗(yàn)圓度的降低幅度比方法1、方法2大,同樣能夠證明設(shè)計(jì)方法的誤差補(bǔ)償效果更好。但整體來(lái)看,3種方法的降幅都比半徑較大時(shí)小。
半徑偏小時(shí),反行程的實(shí)驗(yàn)圓度如圖5所示。
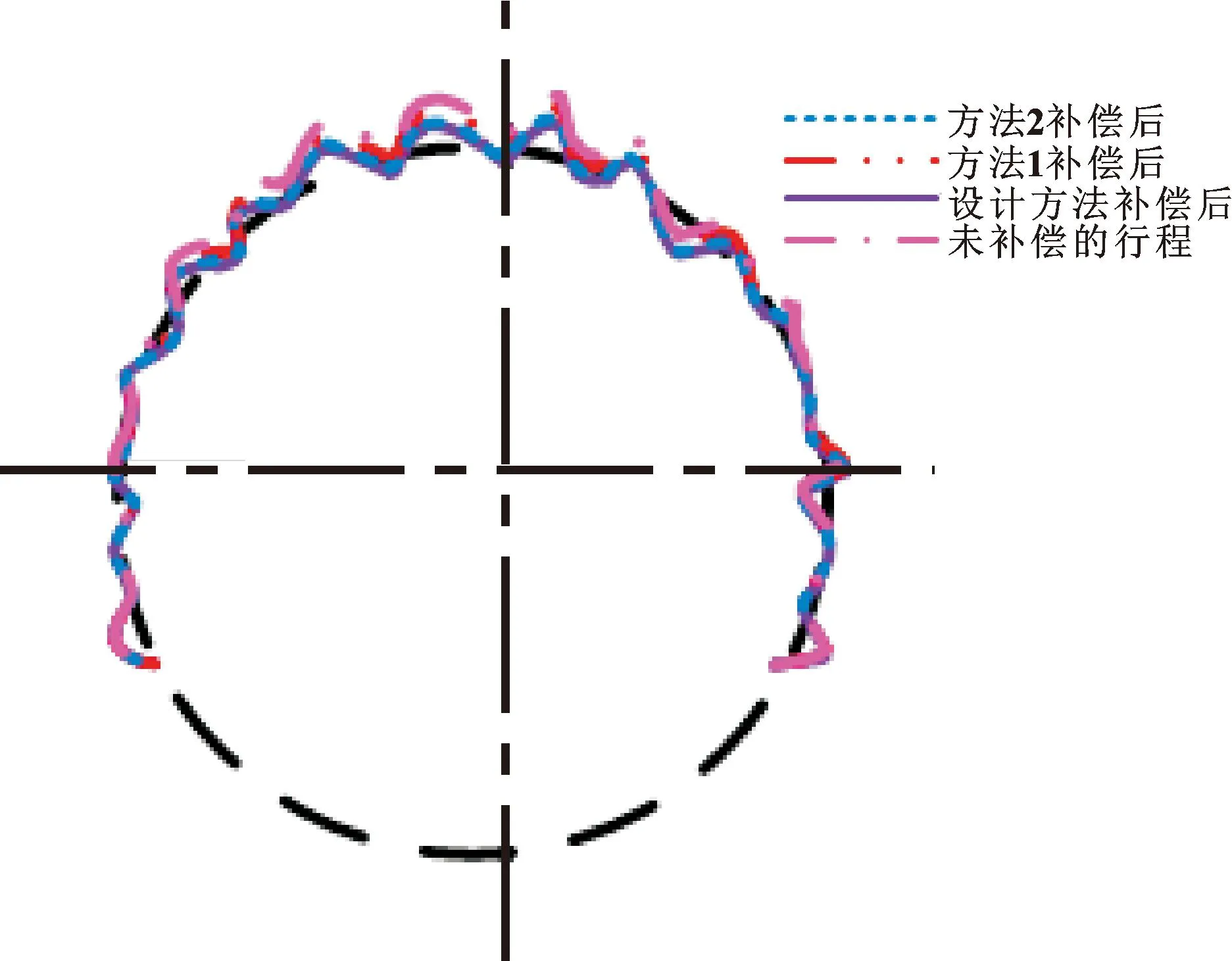
圖5 半徑偏小時(shí)的測(cè)試情況Fig.5 Test situation with small radius deviation
圖5表明:半徑偏小時(shí),同樣是設(shè)計(jì)方法的圓度降幅大于方法1、方法2。但半徑偏小時(shí)3種方法的整體降幅在3種半徑情況中最小,說(shuō)明行程半徑越大,能夠?qū)崿F(xiàn)的誤差補(bǔ)償部分越大,反之,能夠?qū)崿F(xiàn)的誤差補(bǔ)償部分越小。
3 結(jié)束語(yǔ)
針對(duì)車(chē)銑復(fù)合數(shù)控機(jī)床進(jìn)行系統(tǒng)性研究,提出一種空間誤差建模和補(bǔ)償方法,實(shí)現(xiàn)了誤差的離線(xiàn)補(bǔ)償,提升了機(jī)床的柔性加工制造與靈活的誤差補(bǔ)償,解決了目前的方法存在的局限性,對(duì)于中小車(chē)銑復(fù)合數(shù)控機(jī)床的精細(xì)化發(fā)展有意義。
猜你喜歡
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
兒童故事畫(huà)報(bào)(2019年5期)2019-05-26 14:26:14
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56