31CrMoV9鋼調(diào)質(zhì)與氣體氮化工藝研究
2024-01-27 06:50:54胡柯
化工設(shè)計(jì)通訊 2023年12期
胡 柯
(中航力源液壓股份有限公司,貴州 貴陽 550018)
主軸是液壓泵柱塞泵的關(guān)鍵零件之一,對零件表面的接觸疲勞強(qiáng)度和耐磨性能要求較高,對芯部也有較高的強(qiáng)度要求。因?yàn)樵摿慵叽巛^大,需選用淬透性較好的鋼。首先對零件進(jìn)行預(yù)備熱處理,粗加工后再進(jìn)行最終熱處理。預(yù)備熱處理一般采用調(diào)質(zhì),最終熱處理可以采用表面淬火和化學(xué)熱處理等[2]。31CrMoV9鋼是具有良好淬透性的中碳合金鋼,在我國未普遍應(yīng)用。為拓展摩擦副的選材,本次生產(chǎn)選用31CrMoV9材料研制新產(chǎn)品的主軸。在國內(nèi),關(guān)于31CrMoV9可以查閱的資料不多,本工作通過多次試驗(yàn),研究了31CrMoV9鋼的調(diào)質(zhì)和氣體氮化兩部分熱處理工藝特性。
1 31CrMoV9鋼的化學(xué)成分
31CrMoV9 鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)):C 為0.27%~0.34%,Si ≤0.4%,Mn 為0.4%~0.7%,S ≤0.035%,P ≤0.025%,Cr 為2.3%~2.7%,Mo 為0.15%~0.25%,V 為0.1%~0.2%。
2 31CrMoV9鋼的力學(xué)性能
31CrMoV9鋼調(diào)質(zhì)后的力學(xué)性能見表1。
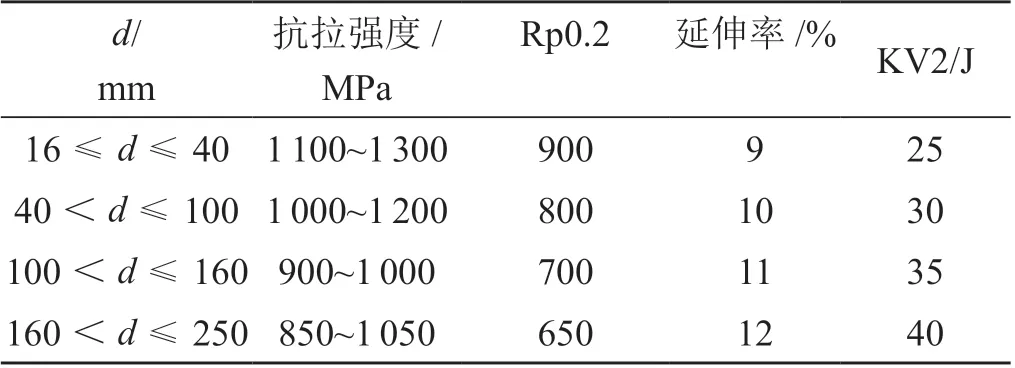
表1 調(diào)質(zhì)后31CrMoV9鋼的力學(xué)性能
3 熱處理工藝試驗(yàn)及試驗(yàn)結(jié)果
3.1 調(diào)質(zhì)工藝試驗(yàn)
設(shè)計(jì)要求主軸的中心硬度為(28~35)HRC,試驗(yàn)時(shí),試驗(yàn)件的中心硬度要求也為(28~35)HRC。
31CrMoV9鋼的含碳量在0.27%~0.34%,屬亞共析鋼,其AC1點(diǎn)為780℃,AC3點(diǎn)為820℃。一般情況,亞共析鋼的淬火溫度選取按AC3+(30~50)℃的規(guī)定,淬火溫度可在850~870℃。但由于試件尺寸較大,且根據(jù)英國標(biāo)準(zhǔn)EN 10085—2001《氮化鋼技術(shù)條件》中推薦的31CrMoV9淬火溫度為870~930℃。因31CrMoV9材料在英國使用成熟,采用了EN 10085-2001標(biāo)準(zhǔn)中推薦的淬火溫度,選擇910℃進(jìn)行淬火,回火溫度分別采用620℃、625℃、630℃、635℃、640℃[1]。使用箱式電阻爐進(jìn)行淬火回火試驗(yàn),調(diào)質(zhì)參數(shù)方案見表2。
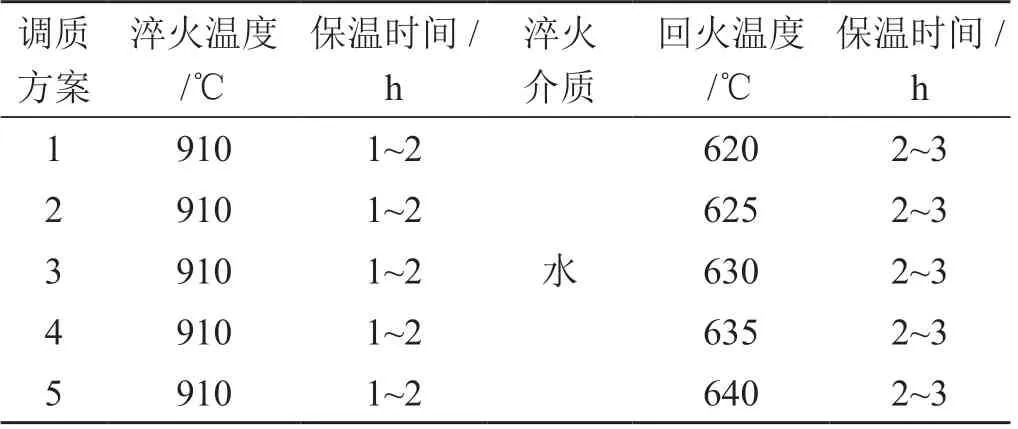
表2 調(diào)質(zhì)工藝參數(shù)
3.2 試驗(yàn)結(jié)果
調(diào)質(zhì)后加工試樣檢查其抗拉強(qiáng)度、延伸率、斷面收縮率和硬度,試驗(yàn)結(jié)果見表3。
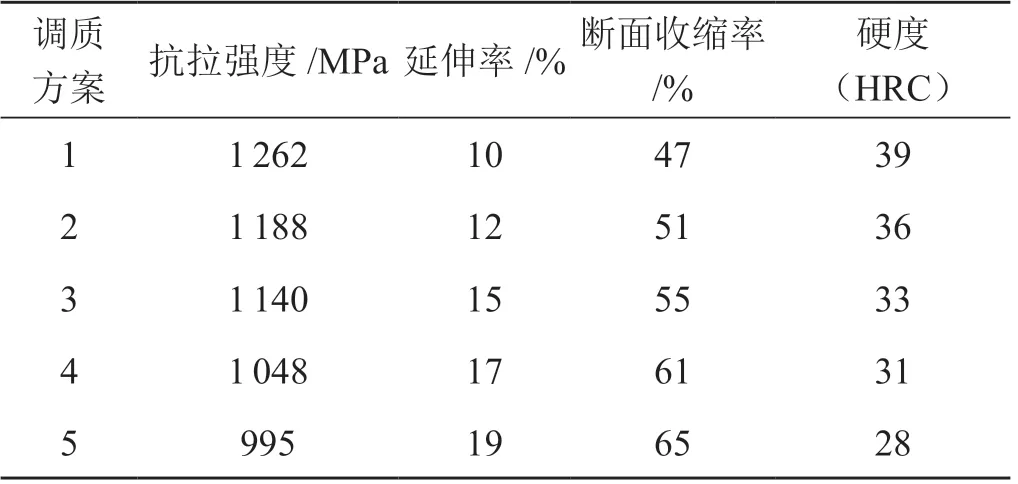
表3 調(diào)質(zhì)試驗(yàn)結(jié)果
通過對表3與表4的對照可以看出,隨著回火溫度的升高,31CrMoV9鋼調(diào)質(zhì)后的硬度與抗拉強(qiáng)度均呈現(xiàn)出明顯的線性下降趨勢,而延伸率與斷面收縮率均呈現(xiàn)出明顯的線性上升趨勢,并且相鄰調(diào)質(zhì)方案中回火溫度的跨度僅為5℃,綜上可以確定31CrMoV9的熱敏性較高,并且31CrMoV9鋼在不同回火溫度下的金相組織均為細(xì)小索氏體,并且分布均勻,可以確定回火溫度對31CrMoV9鋼的金相組織無較大影響
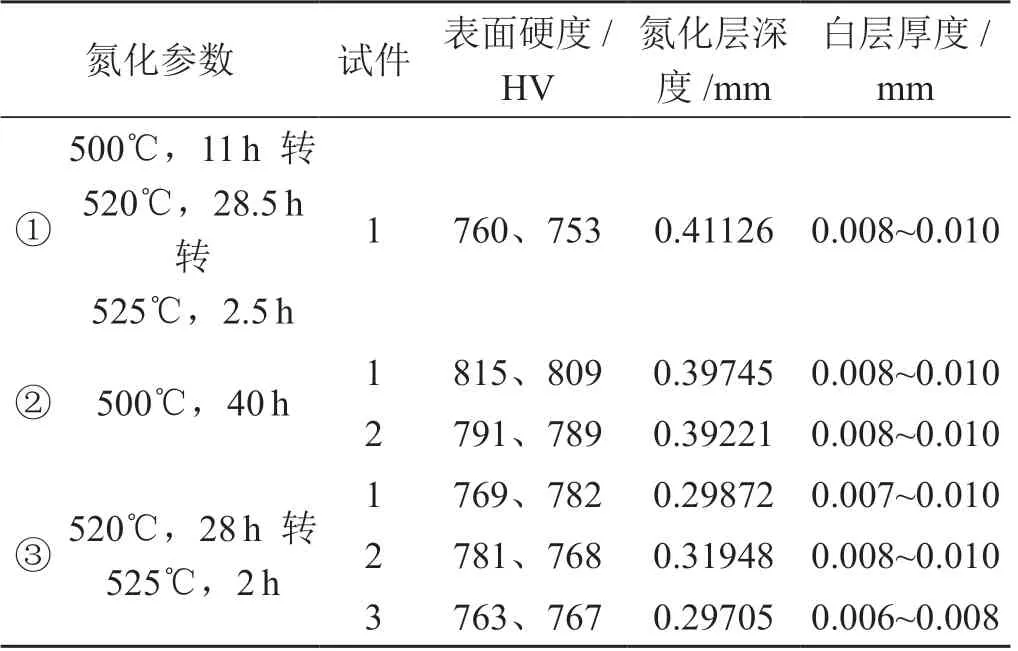
表4 31CrMoV9井式氮化爐氮化試驗(yàn)記錄
3.3 氣體氮化工藝試驗(yàn)及結(jié)果
3.3.1 井式爐氮化爐氣體氮化工藝試驗(yàn)
本次試驗(yàn)采用了一段式和多段式的氣體氮化工藝。共試驗(yàn)了六組氣體氮化參數(shù),氮化試件經(jīng)過“910℃×2 h+635℃×3 h”調(diào)質(zhì)處理。井式爐氮化爐氣體氮化工藝試驗(yàn)結(jié)果見表4。
由表4可以看出,31CrMoV9鋼通過井式氮化爐氮化后,氮化層深度與氮化時(shí)間有明顯聯(lián)系,氮化時(shí)間越長氮化層深度越深,并且時(shí)間與深度的關(guān)系近似于1 h 對應(yīng)深度0.01 mm,表面硬度則與氮化溫度有明顯聯(lián)系,氮化溫度越高則表面硬度越低,但白層厚度并未因溫度與時(shí)間的改變產(chǎn)生較為明顯的變化,3組測試中白層厚度均穩(wěn)定保持在0.006~0.0010 mm,白層未出現(xiàn)過厚情況,對零件的后續(xù)加工不會(huì)產(chǎn)生較大影響。同時(shí)31CrMoV9鋼經(jīng)井式氮化爐氮化后,其氮化層組織也較為穩(wěn)定,均呈網(wǎng)狀,分布較為均勻。因此參數(shù)①更適宜加工表面硬度要求較低但氮化深度要求較高的零件,參數(shù)②則適宜表面硬度及氮化層深度要求均較高的零件,參數(shù)③因加工時(shí)間較短,在能滿足表面硬度與氮化層深度要求的前提下采用參數(shù)③可提升效率,降低生產(chǎn)成本。
3.3.2 CRV(N)-514-E真空氮化爐氮化工藝試驗(yàn)及結(jié)果
采用多段式的氮化工藝,對31CrMoV9鋼的鍛件試樣和普通鋼元試樣進(jìn)行了氮化處理。氮化試件經(jīng)過“910℃×2 h+635℃×3 h”調(diào)質(zhì)處理。本輪共進(jìn)行了三次試驗(yàn),氮化參數(shù)及氮化結(jié)果見表5。
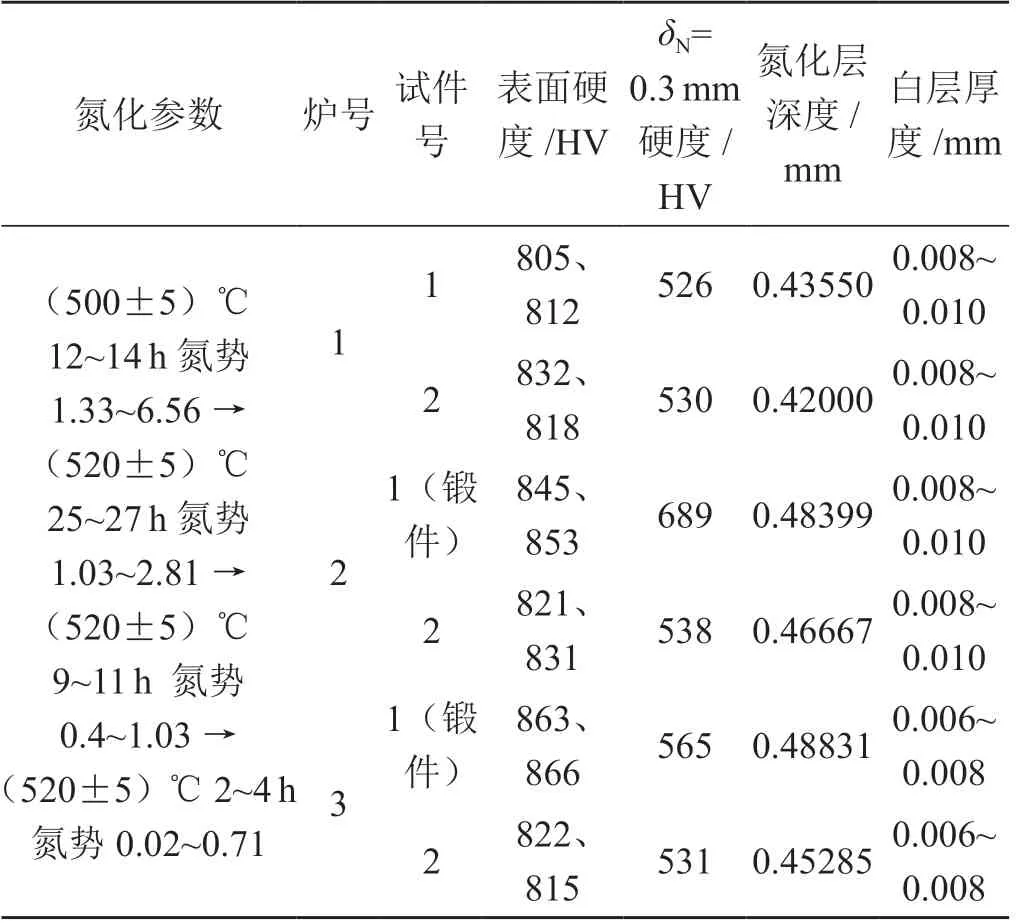
表5 CRV(N)-514-E真空氮化爐氮化試驗(yàn)記錄
通過表5可以看出,真空氮化爐加工的零件在表面硬度與氮化深度均優(yōu)于井式氮化爐,并且需著重注意,在氮化層δN=0.3 mm 時(shí),經(jīng)真空氮化爐加工的零件其硬度均≥530 HV,說明由δN=0.3 mm 之前的氮化層組織硬度均較高,隨著氮化層深度的增加硬度降低并不明顯。由此可以得出,通過真空氮化爐加工的零件的耐磨性更好。同時(shí),由表5還可以看出,31CrMoV9鍛件與普通31CrMoV9鋼元經(jīng)氮化處理后31CrMoV9鍛件的表面硬度與氮化層深度均優(yōu)于普通31CrMoV9鋼元,同時(shí)兩者白層厚度并無明顯差異,因此若生產(chǎn)表面硬度與氮化層深度要求較高的零件可考慮使用31CrMoV9鍛件進(jìn)行生產(chǎn)。
3.4 氮化層組織
31CrMoV9鋼氮化后,氮化層基本存在網(wǎng)狀氮化物,但分布較為均勻。
4 結(jié)果分析與討論
1)采用910℃,保溫2~3 h,水冷,再使用630~640℃保溫2~3 h,空冷。使用該參數(shù)對31CrMoV9鋼調(diào)質(zhì)處理,可以滿足設(shè)計(jì)圖要求的中心硬度28~35HRC,且金相組織為細(xì)小索氏體,組織分布均勻。
2)31CrMoV9 鋼氣體氮化后,普通鋼元的表面硬度集中在750HV0.2~800HV0.2,鍛件的表面硬度集中在840HV0.2~870HV0.2。與38CrMoAlA 相比,硬度偏低。使用相同的參數(shù)氮化后,38CrMoAl 硬度可達(dá)900HV0.2 左右。但31CrMoV9 氮化后白層均可控制在0.01 mm 以內(nèi),38CrMoAl 的白層深度通常控制在0.025 mm 以內(nèi)為佳[4]。
3)31CrMoV9鋼氮化后表面硬度偏低應(yīng)該與其所含的合金元素有關(guān)。因?yàn)橹刑间撝屑尤胍恍┖辖鹪兀商岣吖ぜ蟮谋砻嬗捕龋煌辖鹪貙Φ捕鹊呢暙I(xiàn)是不同的。合金元素對氮化后提高表面硬度的貢獻(xiàn)從大到小依次為Cr、V、Mo、Mn、Si[3]。
4)31CrMoV9 鍛件氮化后的表面硬度比普通31CrMoV9 鋼元氮化后的表面硬度稍高,原因可能是鍛件自身的組織相對致密,氮化過程中形成的氮化物也相對致密,故31CrMoV9 鍛件氮化后比普通31CrMoV9鋼元氮化后表面硬度略微提高。
5)31CrMoV9材料對回火溫度具有較高的敏感性。31CrMoV9材料的回火溫度從640℃降低到620℃時(shí),硬度則從28HRC 上升到39HRC,回火溫度降低20℃,硬度上升11HRC;而38CrMoAlA 材料的回火溫度從660℃降低到600℃時(shí),硬度則從29HRC 上升到34HRC,回火溫度降低60℃,硬度上升5HRC[5];25Cr3MoA 材料的回火溫度從640 ℃降低到530 ℃時(shí),硬度則從27HRC 上升到35HRC,回火溫度降低110℃,硬度上升8HRC。
6)31CrMoV9 氣體滲氮速度相對較快,保溫40 h,滲層深度可達(dá)到0.4 mm 左右
5 結(jié)論
1)采用910 ℃,保溫2~3 h,水冷,再使用630~640℃保溫2~3 h,空冷。可以滿足設(shè)計(jì)圖要求的中心硬度28HRC~35HRC。
2)氣體氮化后,普通鋼元的表面硬度集中在750HV0.2~800HV0.2,鍛件的表面硬度集中在840HV0.2~870HV0.2。
3)31CrMoV9 鍛件氮化后的表面硬度比普通31CrMoV9鋼元氮化后的表面硬度稍高。
4)31CrMoV9材料對回火溫度具有較高的敏感性。
5)31CrMoV9 氣體滲氮速度相對較快,氮化保溫40 h,滲層深度可達(dá)到0.4 mm 左右。
6)31CrMoV9 鋼經(jīng)調(diào)質(zhì)與氮化之后,芯部具有較高的強(qiáng)度,同時(shí)該材料也有較高的疲勞強(qiáng)度、耐磨性與淬透性,適宜在大型工件上使用。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
