基于有限元分析多件裝夾夾具體結構設計研究
2024-02-21 09:20:42張國政周元枝
西安航空學院學報 2024年1期
張國政,周元枝,柯 偉,王 甫
(1.安徽機電職業技術學院 機械工程學院,安徽 蕪湖 241000;2.蕪湖市球精汽車部件鑄模有限公司 技術部,安徽 蕪湖 241006)
0 引言
汽車零部件生產是當前智能制造生產的主體,面向大規模定制化批量生產模式,諸如汽車制動裝置中各類制動泵體零件的數控加工,采用三軸數控加工中心是主流,其中配套的多件裝夾夾具設計應用成為研究重點,可降低生產成本、提高加工效率。夾具精度影響裝夾工件的加工質量,其中20%至60%的加工誤差是由裝夾造成的[1-5]。工件定位和夾緊是夾具的兩大功能,也是影響裝夾精度的重要因素,研究工件裝夾的定位和夾緊變形都是夾具裝置設計的核心,尤其是高精度薄壁件裝夾變形分析。為解決裝夾變形問題,可建立裝夾數學模型,研究裝夾布局、裝夾順序、裝夾位置和裝夾變形等[2-14]。在工程實踐中,變形問題可用UG或SolidWorks等軟件對結構對象進行建模,借助有限元分析軟件進行分析比較來解決,如ANSYS或ABAQUS有限元軟件等常用軟件[15-16]。張國政等[17]和楊磊等[18]提出了多件裝夾思想,以某軸承套裝夾為例,運用ANSYS有限元軟件分析軸承套的裝夾應力應變,比較得出最小變形裝夾方式,優化了裝夾布局,設計了多件裝夾的數控夾具裝置。多件裝夾可以很好地適應批量生產模式中利用數控加工的工序集中特點,在批量生產模式下,多件裝夾的夾具精度亟待進一步研究。結合某汽車制動泵缸體件多件裝夾設計剛性問題,比較幾種多件裝夾夾具體結構,提出對稱式夾具體結構,為企業實際生產應用提供技術方案。
1 夾具設計
1.1 裝夾工序設計
根據參考文獻[19]的圖論方法進行裝夾工序設計,確定面向三軸數控加工中心所要加工的工序內容。為了利用圖論原理進行裝夾工序設計,首先需要明確零件上加工特征面,然后根據每個特征面精度要求確定加工方法,最后根據工序順序設計原則,利用圖論的DMMT(即“工件-基準-加工-機床”)關系圖規劃裝夾工序。某車用制動泵缸體件主視圖如圖1所示,主視圖上所標注的帶方框字母是每個特征加工面(即含有精度要求的加工特征表面)。

圖1 某車用制動泵缸體件主視圖
根據單位法向矢量判別法[20],零件特征加工面F、G、H、I以及F′、G′、H′、I′的法向矢量的方向是相同的方向,故而,以上八個特征加工面可以在一次裝夾中完成加工,使用機床為中檔三軸加工中心,主要完成工序為銑、鉆和切槽。零件的定位基準分別是端面A、圓柱孔B和B′,采用典型的“一面兩孔”定位方案。圖1中特征加工面J和J′的定位方案,以及特征加工面K、L、M、N的定位方案都可采用端面A、圓柱孔B和B′作為定位基準,但需要在一次裝夾過程中.夾具裝置具備旋轉功能,包括其他特征加工面的定位方案等,這些不是本文討論的內容。結合圖論原理,規劃以上八個特征加工面的定位方案,建立其基準加工特征關系圖,基準加工特征關系圖如圖2所示。

圖2 基準加工特征關系圖
1.2 多件裝夾夾具
多件裝夾夾具設計是現代數控夾具設計應用的主流,以下通過UG NX10.0版本軟件完成設計建模,并將其保存成“*.x_t”或“*.stp”格式,以便導入到ANSYS12.0版本軟件中進行有限元分析。結合以上裝夾工序分析,根據企業實際批量生產需求,可將單個夾具裝置進行陣列,分別設計裝夾5個制動泵缸體件的夾具和裝夾6個制動泵缸體件的夾具。5件裝夾夾具和6件裝夾夾具分別如圖3、圖4所示。5件裝夾夾具和6件裝夾夾具在實際生產中都得到應用,圖3所示的是沒有設計拉桿的多件裝夾夾具,其夾具體結構呈U形;圖4所示是設計兩根拉桿的多件裝夾夾具,其U形夾具體結構兩端設計了兩根拉桿。以下運用有限元分別分析裝夾5件、裝夾6件的夾具體結構的應力和變形,通過比較分析確定其優劣性。
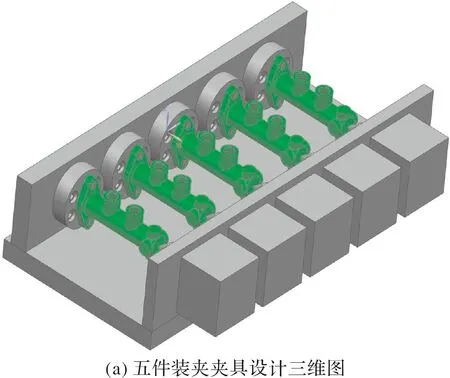
圖3 五件裝夾夾具
2 夾具體結構分析
2.1 多件裝夾夾具體有限元模型
導入以上所建立的三維夾具設計模型到ANSYS12.0版本軟件中,夾具體使用45#鋼,采用液壓或氣動夾緊,每處夾緊力為4.9 kN,5件裝夾夾具加載模型如圖5所示,夾緊處為A、B、C、D、E五處。6件裝夾夾具加載模型如圖6所示,夾緊處為A、B、C、D、E、F六處。以夾具體底面為約束面,以六面體網格進行劃分。

圖5 五件裝夾夾具加載模型
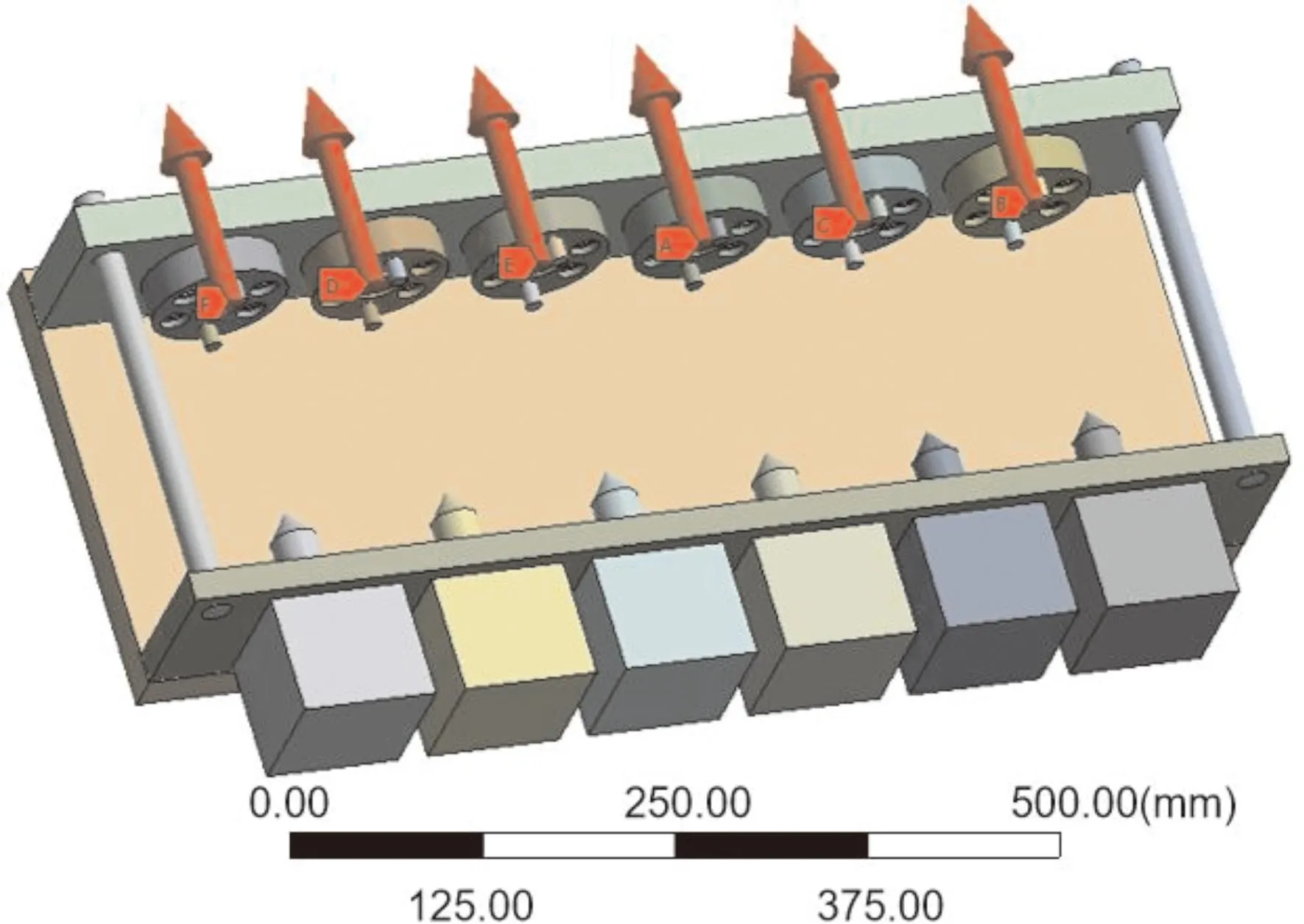
圖6 六件裝夾夾具加載模型
2.2 多件裝夾夾具體有限元分析
在ANSYS12.0軟件中定義夾具體45#材料的參數后,經軟件分析可分別得出以上兩種模型的應力云圖(見圖7和圖8)和變形云圖(見圖9和圖10)。以上兩種夾具是基于企業實際使用情況分析,為了提高對比分析結果的可信度,以同樣的方法對未設置拉桿的6件裝夾夾具體結構進行分析,見圖11和圖12所示。

圖7 五件裝夾(無拉桿)夾具體應力云圖
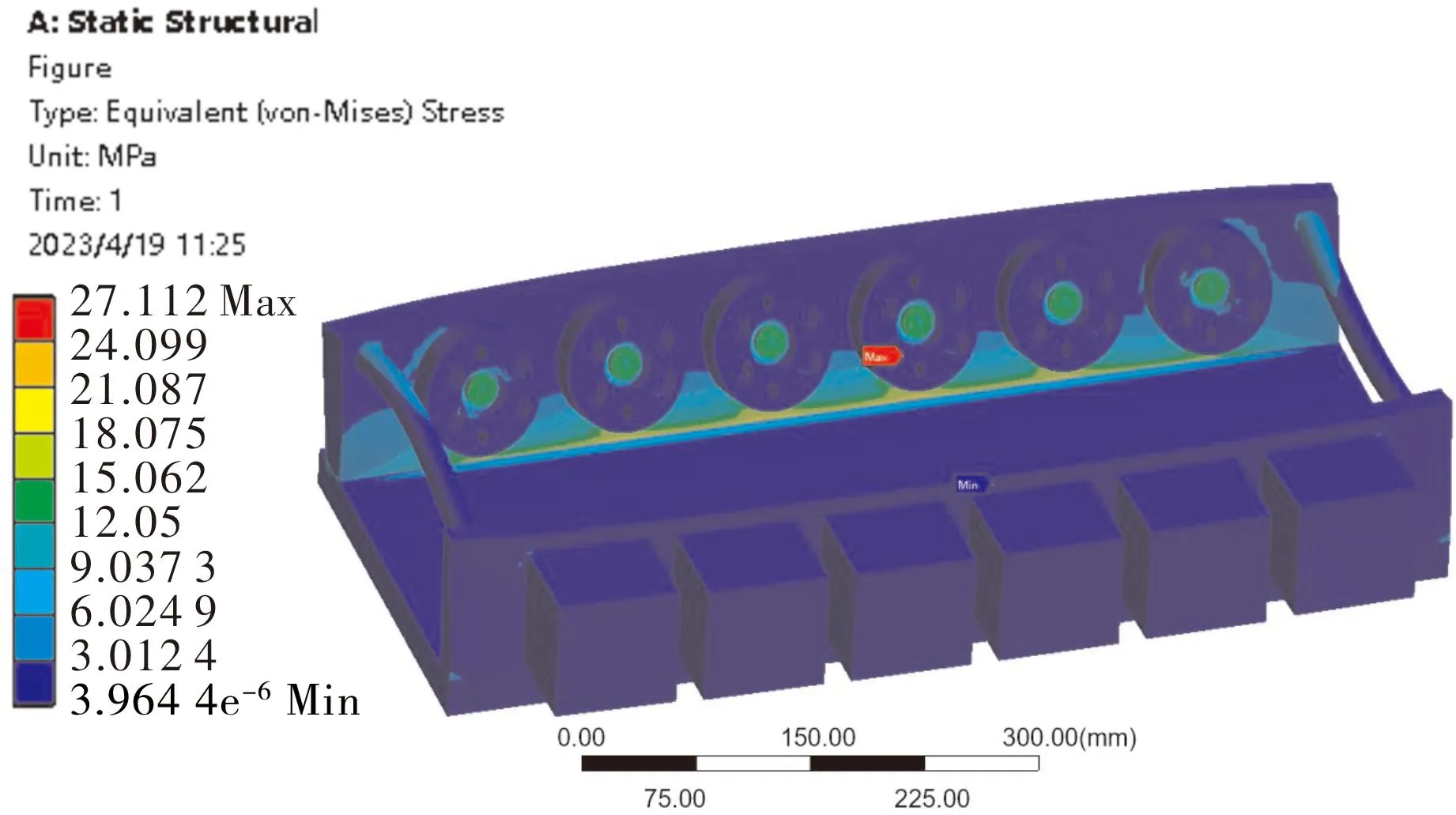
圖8 六件裝夾(有拉桿)夾具體應力云圖

圖9 五件裝夾(無拉桿)夾具體變形云圖

圖10 六件裝夾(有拉桿)夾具體變形云圖

圖11 六件裝夾(無拉桿)夾具體應力云圖

圖12 六件裝夾(無拉桿)夾具體變形云圖
圖7所示的5件裝夾夾具體的最大應力為21.705 MPa,最大應力點在夾具體豎直板和底面板連接的中間部位;圖8所示的6件裝夾(有拉桿)夾具體的最大應力為27.112 MPa;圖11分析所示的6件裝夾(無拉桿)夾具體最大應力為27.733 MPa,兩者最大應力位置與圖7相同,應力最大值6件裝夾(無拉桿)最大、6件裝夾(有拉桿)次之、5件裝夾(無拉桿)最小,主要原因是5件裝夾增至6件裝夾后,夾具體多增加了4.9 kN而導致的最大應力增加,且6件裝夾設置拉桿比未設置拉桿應力略有減小。由此可見,6件裝夾夾具體設置的兩根拉桿對夾具體的應力減小效果不明顯。
圖9所示的5件裝夾夾具體的最大變形量為0.020 092 mm,最大變形位置在夾具體豎直板中間部位;圖10所示的6件裝夾(有拉桿)夾具體的最大變形量為0.018 205 mm,最大變形位置也在夾具體豎直板中間部位;圖12所示的6件裝夾(無拉桿)夾具體的最大變形量為0.018 439 mm。由此可見,在增加了一個裝夾零件后,設置兩根拉桿的夾具體結構,雖然最大應力沒有減小,但其變形量變小,說明設置拉桿(其作用類似于鑄造的加強肋板)可降低夾具體變形,拉桿式夾具體結構剛度好。
2.3 對稱式夾具體結構設計
對稱受力是對稱式夾具體結構設計的主要思想,由于對稱受力可以相互抵消彎矩,使得夾具體豎直板不會受到彎矩而變形,夾具體結構整體緊湊,剛度好,6件對稱式裝夾夾具三維設計圖如圖11所示。該夾具特點是裝夾的零件對稱分布在夾具體兩側,因此,夾具體受對稱力而產生的變形微小,其裝夾的零件自身變形是影響裝夾變形的最大因素。由于每個零件所受夾緊力相同,為了分析被裝夾零件的變形情況,以其單個零件受力進行有限元分析。
某制動泵缸體件材料為HT190,采用圖13所示的對稱式裝夾后,每個零件受力 4.9 kN,將零件三維設計模型導入到有限元分析軟件進行分析,制動泵缸體件變形云圖如圖14所示,最大變形量為0.012 393 mm,具體分布在圖1所示的K、L、M、N等特征加工面。由此可見,在無拉桿和設置拉桿的夾具體結構中,除了夾具體本身變形以外,還要疊加被裝夾零件的變形,而對稱式夾具體結構設計只需考慮零件變形,可更加有效地控制裝夾變形。

圖13 六件對稱式裝夾夾具三維設計圖

圖14 制動泵缸體件變形云圖
3 結論
面向中小型生產企業數字化轉型改造,傳統夾具設計已不能滿足現代數控加工要求,為了充分發揮三軸數控加工中心效率,采用多件裝夾夾具是主流,為了控制多件裝夾夾具體結構變形,提高夾具的整體剛性,采用有限元方法分析比較無拉桿、有拉桿兩種夾具體結構設計變形情況,并設計一種對稱式夾具體結構,得出以下結論:(1)設置拉桿式的夾具體結構比無拉桿式夾具體結構裝夾受力變形量小,其夾具的整體剛性得到提高;(2)在對稱式夾具體結構設計中,無需考慮夾具體裝夾變形,只需關注被裝夾零件的變形;(3)多件裝夾夾具設計適用于數控加工裝夾需求,應優先采用對稱式夾具體結構設計,其次是拉桿式夾具體結構設計。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18