2100 MPa級高強(qiáng)度懸架彈簧鋼的質(zhì)量要點(diǎn)
2024-04-14 03:22:50孫逢源李晨瀟張劍鋒
工業(yè)加熱 2024年3期
孫逢源,李晨瀟,張劍鋒,白 云
(江陰興澄特種鋼鐵有限公司,江蘇 無錫 214429)
汽車工業(yè)是彈簧鋼的最大用戶,而我國有全球最大的汽車市場,2021年全年累計(jì)汽車銷量2 627.5萬輛,其中新能源汽車銷量352.1萬輛,同比增長1.6倍。截至2022年11月,新能源汽車市場占有率已達(dá)25%。隨著國家節(jié)能減排、“碳達(dá)峰、碳中和”目標(biāo)的提出,傳統(tǒng)燃油車的輕量化是大勢所趨,而新能源汽車必將迎來進(jìn)一步的蓬勃發(fā)展。
懸掛系統(tǒng)是影響整車質(zhì)量和汽車行駛平穩(wěn)性的關(guān)鍵系統(tǒng)之一,彈簧是汽車懸掛系統(tǒng)的重要組成部分。在汽車行駛過程中,懸架彈簧進(jìn)行高頻往復(fù)壓縮運(yùn)動,起減震和緩沖作用。乘用車對懸架彈簧性能要求高,需要達(dá)到減小噪音、提高舒適度和平穩(wěn)性等要求。近年來,隨著汽車輕量化、電動化、高性能化發(fā)展,汽車工業(yè)對懸架彈簧鋼的強(qiáng)度、懸架彈簧的設(shè)計(jì)應(yīng)力提出了越來越高的要求[1]。
目前汽車彈簧鋼主要有Si-Mn系、Cr-Mn系、Cr-V系和Si-Cr系,其中Si-Cr系列彈簧鋼以其優(yōu)異的抗回火穩(wěn)定性和高松弛抗力被大量應(yīng)用于汽車懸架彈簧[2]。國內(nèi)外主流車企采用最多的鋼種是55SiCr(同SAE9254、54SiCr6),其熱處理鋼絲強(qiáng)度可達(dá)2 000 MPa。目前除了少數(shù)合資品牌車企仍采用進(jìn)口材料以外,該鋼種已基本實(shí)現(xiàn)國產(chǎn)化,但更高強(qiáng)度水平的懸架簧用鋼在國內(nèi)尚屬空白。
為了適應(yīng)新能源汽車大載重底盤系統(tǒng)和燃油車輕量化發(fā)展的要求,開發(fā)出了2 100 MPa級高強(qiáng)度懸架彈簧用盤條。
1 工藝流程簡述
興澄的高強(qiáng)度懸架彈簧鋼生產(chǎn)工藝:100 t KR鐵水預(yù)處理-100 t BOF煉鋼-100 t LF精煉-390 mm×510 mm大方坯連鑄-開坯-中間坯加熱-Φ(12~18) mm盤條軋制。
2 化學(xué)成分設(shè)計(jì)
為了滿足高強(qiáng)度、高彈性極限又要保證良好的塑性和抗彈減性的要求,以55SiCr的成分為基礎(chǔ),適當(dāng)提高碳含量,以提高鋼絲強(qiáng)度和抗彈減性。添加強(qiáng)碳化物形成元素釩,使其與碳元素形成穩(wěn)定、彌散析出的碳化釩,可起到提高強(qiáng)度、細(xì)化晶粒的作用,同時(shí)對鋼絲的抗回火軟化性能和抗缺口敏感性有益。興澄XC-THS高強(qiáng)鋼化學(xué)成分如表1所示。
彈簧鋼高強(qiáng)度化導(dǎo)致鋼材對氫脆的敏感性提高,因此,相比55SiCr,高強(qiáng)鋼盤條的氫含量需加嚴(yán)控制,要求鋼中氫含量在1×10-6以下。
3 高強(qiáng)鋼關(guān)鍵質(zhì)量要點(diǎn)研究和控制
3.1 非金屬夾雜物
彈簧在工作過程中承受復(fù)雜的交變應(yīng)力,夾雜物對高強(qiáng)度彈簧鋼的斷裂韌性和疲勞性能影響很大[3]。據(jù)研究表明,特別是在高壓應(yīng)力條件下工作的彈簧,其疲勞極限與硬度不再是線性關(guān)系,當(dāng)材料硬度>400 HV時(shí),夾雜物將成為疲勞裂紋源并引發(fā)疲勞裂紋的擴(kuò)展,使材料的疲勞極限下降,最終導(dǎo)致彈簧斷裂失效。而本文的XC-THS高強(qiáng)度彈簧鋼硬度在625 HV以上,因此,夾雜物將在很大程度上決定成品高應(yīng)力彈簧的疲勞強(qiáng)度,高強(qiáng)度彈簧鋼XC-THS的夾雜物要求需更加嚴(yán)格。根據(jù)微孔形核理論,大尺寸、不變形的夾雜物在鋼中作為第二相質(zhì)點(diǎn),會導(dǎo)致鋼材塑性變形時(shí)空洞的形成和生長不均勻(如圖1所示)[4],成為拉伸和疲勞測試時(shí)的斷裂源,嚴(yán)重影響鋼絲塑性指標(biāo)和彈簧的疲勞壽命。圖2為無面縮的拉伸斷口,斷裂源為夾雜物。圖3為彈簧早期失效案例,疲勞源同樣也是夾雜物。

圖1 空洞聚集的過程
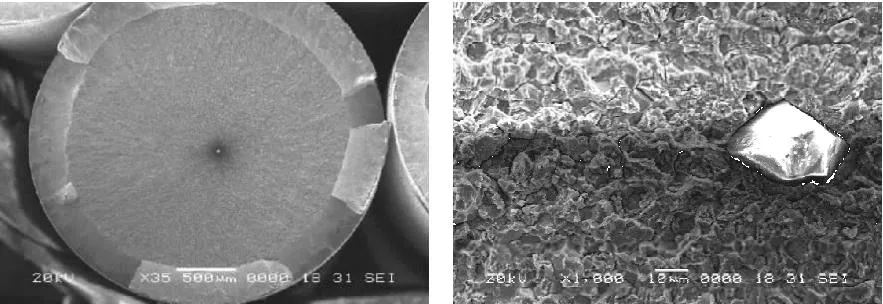
圖2 夾雜物所致面縮不合格斷口

圖3 夾雜物所致早期疲勞失效斷口
鋼中夾雜物的變形指數(shù)ν表示夾雜物在熱軋過程中的變形能力,即夾雜物的延伸率與鋼材延伸率之比。若變形指數(shù)ν=0,夾雜物不隨鋼基體變形,夾雜物和基體之間產(chǎn)生滑動,界面結(jié)合力下降,沿金屬變形方向產(chǎn)生裂紋和空洞;若ν=1,變形時(shí)金屬與夾雜物一起形變并保持良好的結(jié)合。有研究指出,變形指數(shù)ν=0.5~1.0時(shí),在鋼與夾雜物的界面上很少產(chǎn)生形變裂紋[5],如圖4所示。

圖4 鋼與夾雜物界面形變裂紋
高強(qiáng)度彈簧鋼XC-THS在冶煉時(shí)需要控制夾雜物成分,以保證夾雜物良好的塑性變形能力。圖5所示為Si-Al-Ca系夾雜物的三元相圖,圖中根據(jù)夾雜物成分的不同標(biāo)識出了夾雜物的軟化溫度梯度,彈簧鋼夾雜物成分控制以軟化溫度1 300 ℃以下為目標(biāo)[6-9]。

圖5 Si-Al-Ca系夾雜物三元相圖
高強(qiáng)度彈簧鋼盤條XC-THS的夾雜物檢驗(yàn)參照GB/T 10561—2005 A法,其合格級別和實(shí)際檢驗(yàn)結(jié)果如表2所示。

表2 夾雜物合格級別和實(shí)際檢驗(yàn)結(jié)果
3.2 表面脫碳行為研究
硅能增加鋼中碳的擴(kuò)散系數(shù),高硅含量的彈簧鋼極易發(fā)生氧化脫碳,嚴(yán)重?fù)p害彈簧的疲勞性能,特別是表面出現(xiàn)鐵素體的全脫碳時(shí),彈簧的疲勞極限可能降低50%[10]。圖6為脫碳所致疲勞失效案例。

圖6 脫碳所致疲勞失效案例
3.2.1 脫碳組織的熱處理變化研究
使用熱模擬試驗(yàn)機(jī),將4支55SiCr樣品奧氏體化并保溫,再以4種冷卻速度控制組織轉(zhuǎn)變,制備具有不同的脫碳層深度的樣品,再將樣品重新奧氏體化并淬火,分析對比熱處理后總脫碳和全脫碳深度的變化,如圖7所示,原始全脫碳層深度和淬火后全脫碳層深度相差不大,而總脫碳層深度在熱處理后顯著減小。

圖7 淬火前后總脫碳和全脫碳深度變化
結(jié)合實(shí)際鋼絲生產(chǎn)工藝,彈簧鋼經(jīng)過快速感應(yīng)加熱淬火,熱軋盤條的原始部分脫碳可以在一定程度上減輕,而全脫碳則無法消除。
綜上所述,彈簧鋼脫碳控制的主要矛盾為全脫碳的控制,尤其對于高強(qiáng)度懸架彈簧鋼XC-THS,盤條表面不允許出現(xiàn)較深的連續(xù)全脫碳。
3.2.2 彈簧鋼脫碳傾向試驗(yàn)研究
采用箱式電阻爐對彈簧鋼55SiCr進(jìn)行高溫試驗(yàn),確定其脫碳及氧化規(guī)律、敏感溫度、高溫下氧化與脫碳特征等,對高強(qiáng)度彈簧鋼XC-THS熱加工工藝的制定具有重要的指導(dǎo)意義。
通過連續(xù)加熱,固定升溫速率6~7 ℃/min與保溫時(shí)間30 min,從500 ℃開始到1 300 ℃,每間隔100 ℃試驗(yàn)1支樣品,到保溫時(shí)間后樣品出爐,檢測各溫度點(diǎn)脫碳與氧化特征。在100倍金相顯微鏡下觀察測量,并記錄數(shù)據(jù)進(jìn)行統(tǒng)計(jì)。
從金相圖片來看(見圖8),該鋼種在600 ℃以下沒有脫碳產(chǎn)生。700 ℃時(shí),晶界開始變模糊,同時(shí)由于700 ℃開始,滲碳體開始溶入鐵素體,向奧氏體轉(zhuǎn)變,又由于Si逐漸溶入鐵素體、奧氏體,使碳的化學(xué)位提高,從而增加了脫碳的傾向[11],而Si、C不均勻溶入和C的下坡擴(kuò)散機(jī)理,引發(fā)了局部的不均勻脫碳,是形成點(diǎn)狀全脫碳的主要原因。相變時(shí)脫碳速度顯著加快,800 ℃出現(xiàn)較重的全脫碳層,隨著溫度升高伴隨有晶粒開始長大,沿晶界生長,全脫碳層沒有明顯生長,900 ℃時(shí)晶粒生長的速度,大于全脫碳生長的速度[12]。1 000 ℃時(shí)晶粒與晶界繼續(xù)長大,全脫碳增長緩慢,全脫碳層厚度主要源于晶粒長大,脫碳的晶粒與晶界繼續(xù)長大,同時(shí)部分全脫碳層出現(xiàn)減小。1 100 ℃時(shí)試樣表面出現(xiàn)氧化,表面變粗糙,同時(shí)全脫碳晶粒減薄。1 200 ℃晶粒變得更加粗大,全脫碳層厚度繼續(xù)減小,表面氧化的速度大于晶粒脫碳的速度,全脫碳層消除,達(dá)到1 300 ℃時(shí),出現(xiàn)過燒特征。溫度和脫碳層深度見表3。

圖8 55SiCr不同溫度的脫碳形貌

表3 溫度和脫碳層深度
加熱至高溫區(qū)(1 180~1 250 ℃)可以控制盤條全脫碳在較低的水平。根據(jù)試驗(yàn)測試結(jié)果結(jié)合現(xiàn)場實(shí)際,采用高溫富氧加熱的方式解決了全脫碳問題。高強(qiáng)鋼XC-THS盤條實(shí)際全脫碳層深度為0,部分脫碳層深度為(0.4%~0.5%)D(D為盤條公稱直徑)。
3.3 鋼絲熱處理性能及其強(qiáng)化
懸架彈簧的工業(yè)制造工藝包括冷卷和熱卷兩種。其中冷卷工藝具有更高的生產(chǎn)效率、更高的鋼絲強(qiáng)度,因此國內(nèi)外大多數(shù)彈簧制造企業(yè)更多采用冷卷工藝[13]。其工藝流程包括:冷拉拔-熱處理-卷簧-去應(yīng)力-涂層。
熱處理鋼絲的強(qiáng)度是影響彈簧設(shè)計(jì)應(yīng)力和疲勞強(qiáng)度的最關(guān)鍵指標(biāo),用戶采用冷拉拔強(qiáng)化和熱處理相結(jié)合的工藝生產(chǎn)XC-THS高強(qiáng)度彈簧鋼絲。鋼絲冷拉拔過程中產(chǎn)生大量的位錯(cuò),位錯(cuò)之間相互作用,使位錯(cuò)難于運(yùn)動,達(dá)到強(qiáng)化目的。經(jīng)拉拔后的組織內(nèi)存在的大量位錯(cuò)等晶體缺陷在淬火過程中晶粒形核數(shù)量增多,熱處理后的鋼絲組織均勻細(xì)小,綜合力學(xué)性能得到強(qiáng)化[14]。
常用的熱處理方式包括傳統(tǒng)燃?xì)饧訜釤崽幚砗透袘?yīng)加熱熱處理,相對于燃?xì)鉅t加熱,感應(yīng)加熱升溫速度快,可防止鋼絲奧氏體晶粒長大,鋼絲淬回火組織相對更細(xì),感應(yīng)熱處理鋼絲的面縮指標(biāo)也相對燃?xì)鉅t熱處理鋼絲更高。另外,相對于傳統(tǒng)的油淬火工藝,水淬火工藝可獲得更細(xì)的熱處理組織,在保持鋼絲良好塑性指標(biāo)的同時(shí),可以獲得更高的強(qiáng)度。如圖9所示,隨著淬火速度由T1至T3逐漸加快(T1冷速35 ℃/s,T2冷速40 ℃/s,T3冷速50 ℃/s),鋼絲熱處理組織逐漸細(xì)化。圖10為燃?xì)饧訜岷透袘?yīng)加熱的鋼絲力學(xué)性能差異。目前下游用戶生產(chǎn)XC-THS高強(qiáng)度懸架彈簧鋼絲時(shí)均采用感應(yīng)加熱+水淬火的熱處理方式,成品熱處理鋼絲抗拉強(qiáng)度一般在2 100~2 150 MPa,斷面收縮率在40%以上。

圖9 不同淬火速度的組織對比

圖10 燃?xì)饧訜岷透袘?yīng)加熱鋼絲的面縮差異
3.4 偏析及顯微組織遺傳性對鋼絲的影響
感應(yīng)加熱生產(chǎn)彈簧鋼絲節(jié)奏快,鋼材奧氏體化保溫時(shí)間短,盤條的原始偏析不能通過鋼絲的熱處理減輕,鑄坯的中心偏析、枝晶偏析會最終遺傳至熱處理鋼絲。如3.1所述微孔形核理論,鋼絲不均勻的顯微組織同樣會惡化力學(xué)性能指標(biāo),進(jìn)而影響成品彈簧的疲勞性能[15]。與常規(guī)2 000 MPa級的55SiCr相比,高強(qiáng)度懸架彈簧XC-THS要求的熱處理硬度更高,工作時(shí)承受的應(yīng)力更大,對組織的均勻性要求更高。如圖11所示,熱處理鋼絲在檢驗(yàn)力學(xué)性能時(shí),出現(xiàn)筆尖狀斷口,橫向解剖樣品并金相觀察發(fā)現(xiàn),心部有偏析導(dǎo)致的異常熱處理組織。

圖11 筆尖狀拉伸斷口及金相照片
鑄坯的枝晶偏析同樣會遺傳至熱處理鋼絲和彈簧,影響鋼絲塑性指標(biāo),導(dǎo)致彈簧在受力條件下達(dá)到屈服極限后很快失效。圖12為連鑄坯低倍和局部放大后的枝晶偏析組織。在鋼絲經(jīng)過感應(yīng)淬回火后,枝晶偏析仍能清晰地觀察到,如圖13(a)所示。

圖12 枝晶偏析

圖13 改善前后彈簧熱處理組織枝晶偏析對比
以成品盤條橫截面的中心顯微硬度差(即中心正偏析區(qū)的顯微硬度與負(fù)偏析區(qū)的顯微硬度差值)作為評價(jià)成品彈簧中心偏析質(zhì)量水平的指標(biāo)之一,如圖14所示。
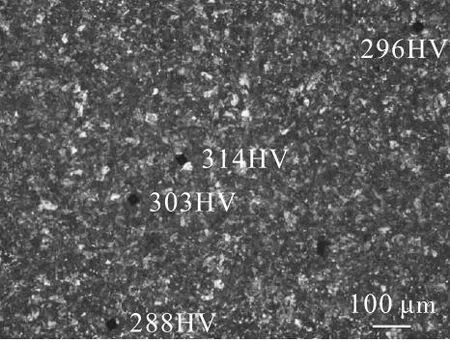
圖14 中心硬度差檢驗(yàn)
通過長期的連鑄工藝試驗(yàn),優(yōu)化工藝參數(shù),高強(qiáng)度彈簧鋼盤條XC-THS的中心硬度差逐步由平均60 HV減 小至平均40 HV,中心偏析質(zhì)量得到良好改善(見圖15)。同時(shí)結(jié)合大壓縮比軋制工藝和高溫均質(zhì)化工藝,良好地解決了盤條的枝晶偏析問題,工藝改善前后熱處理枝晶組織對比如圖13所示。

圖15 盤條中心硬度差變化趨勢
4 結(jié) 論
綜上所述,以創(chuàng)新成分設(shè)計(jì)為基礎(chǔ),以嚴(yán)格的夾雜物、脫碳和組織均勻性控制為保障,成功開發(fā)出高強(qiáng)度懸架彈簧鋼盤條,結(jié)合下游用戶的拉拔、快速熱處理及噴丸強(qiáng)化等工藝,熱處理鋼絲強(qiáng)度達(dá)到2 100~2 150 MPa,斷面收縮率≥40%。目前高強(qiáng)度彈簧鋼XC-THS在合資品牌和自主品牌汽車上均已實(shí)現(xiàn)批量應(yīng)用,以底盤載重大的新能源汽車為主。該品種的成功開發(fā)引領(lǐng)了國內(nèi)外高檔彈簧鋼產(chǎn)品的發(fā)展,為汽車的輕量化和新能源汽車的發(fā)展以及國家“雙碳”目標(biāo)的實(shí)現(xiàn)做出了貢獻(xiàn)。