一種模具修邊廢料刀結構創新
2024-05-13 09:21:02馮斌崔有山遠洋趙晶石一汽解放汽車有限公司卡車廠
鍛造與沖壓 2024年8期
文/馮斌,崔有山,遠洋,趙晶石·一汽解放汽車有限公司卡車廠
對冷沖壓模具生產過程中解決某商用車外板模具結構限制造成的卡廢料等不良問題進行闡述,完整介紹了一種新結構廢料切斷刀的發明過程,對于解決沖壓生產堵廢料的問題提供了新的解決思路。
隨著汽車行業的快速發展,冷沖壓件的自動化生產水平日益提高,產品設計復雜程度越來越高,生產節拍越來越快。但是,在冷沖壓件的自動化生產過程中,因廢料排出問題引發的生產停工、模具損壞事故的頻繁發生,給企業造成嚴重的經濟損失。解決好此類問題,對于企業充分發揮設備及能源的最大價值,提高勞動生產效率、提高生產安全性、提高產品質量有重要意義。本文通過展示發明一種新修邊廢料刀結構的思路、過程和結果,為解決類似生產問題提供了新方案。
產品及工藝信息描述
某商用車左/右門框,材料為ST16 鋼,料厚為0.9mm,型面公差為±1.0 mm,具體產品造型如圖1 所示。該產品由落料、拉延、修邊、整形、修邊整形、修邊整形等6 個工序完成,如圖2 所示。
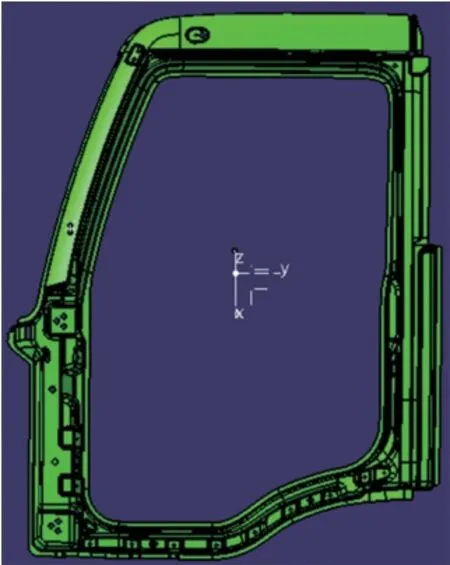
圖1 零件產品圖

圖2 工藝布置圖
問題描述及原因分析
問題描述
在生產過程中,第6 工序一處修邊出現卡廢料問題,如圖3 所示。定期停線清理造成單批次生產停工90 ~120 分鐘,生產停臺占總生產時間的30%以上,嚴重影響生產效率、同時增加人工工作量。

圖3 卡廢料
除了生產停工以外,由于廢料堆積過多,經常滑落到斜楔導向滑板,導致斜楔工作過程中無法按正常軌跡運行,造成模具刃口損壞(圖4)等生產事故,模具維修頻率高。

圖4 刃口崩刃圖
原因分析
為迎合市場需求,車輛大型外表面沖壓件的造型越來越復雜,零件工藝難度及工序也相應提升,而受限于生產條件及成本,需將大量工藝內容壓縮至各工序,造成各工序結構設計復雜程度越來越高。而對于空間需求較高的修邊工序問題顯得尤為突出,該工序工藝內容多,同時為滿足結構強度需求,導致分配給每個廢料滑道的空間都很有限。該問題就出現在一處廢料滑道處,該廢料長度440mm(圖5、圖6),理論上空間是足夠的,但廢料切斷后如果出現振動或者摩擦導致出現位移,則廢料就無法按照原有軌跡落在廢料道中,會出現廢料斜著卡滯在廢料滑道中,生產過程中廢料越堆積越多,造成停臺和模具損壞。

圖5 3D 結構圖
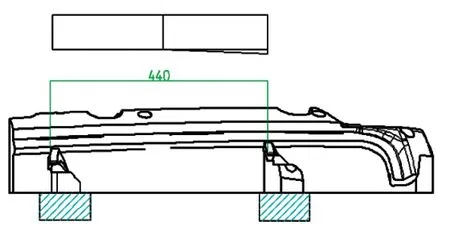
圖6 2D 結構圖

圖7 卡滯位置圖

圖8 堵廢料圖
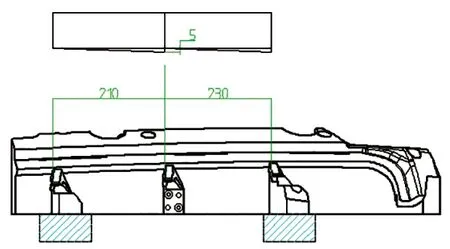
圖9 新廢料刀結構圖
解決方案及效果
解決方案
堵廢料問題是模具生產最常發問題之一,常見的解決方案是通過加工廢料道擴大排料空間,而在本案例中,由于外側為斜楔裝置,需要結構強度較高,不能機加進行挖空處理,傳統解決辦法無法進一步改善空間,于是決定另辟蹊徑,采用設計一種新廢料刀的方式通過增加一把廢料刀,將原有廢料切斷,將廢料尺寸變小,完美避免了模具設計空間不足。
該新型廢料刀的具體結構為:在修邊凸模的側面確定新增切斷刀塊的安裝位置,使原有兩塊廢料刀間距為440mm,新增切斷刀塊后可將原有廢料切斷為210mm+230mm 兩部分,從而保證廢料沿廢料滑道排出模腔。安裝側刀塊后通過手工研磨使其工作面高度與原有廢料刀鑲塊工作面高度保持一致。下一步在修邊凹模刃口鑲塊相應位置加高5mm 使其成為切斷刀凹模鑲塊,并與新增刀塊保持工作間隙為0.05mm。
工作過程
在工作過程中,將側壁新增廢料刀鑲塊,通過安裝螺釘和定位銷釘與模具修邊凸模進行連接。根據模具形狀及產品外形型面調整并確定新增側壁廢料刀塊的工作部分型面及高度。新增側壁廢料刀鑲塊的工作高度要求與模具原有廢料刀鑲塊的工作高度保持一致。在沖裁過程中模具凸模與凹模合模后將廢料剪切與制件分離。新增廢料刀鑲塊與原有廢料刀鑲塊同時與凹模配合將廢料進行切斷。
結束語
在零件沖壓生產的過程中,由于廢料滑道空間有限廢料無法排出模腔而導致堆積,造成的生產安全事故、廢品及不良品和影響生產效率等問題長期困擾著沖壓行業。本文有別于傳統解決方式,通過設計發明一種新結構廢料刀,為行業提供了一種全新的解決問題思路。不過該方法出于受力最優考慮更建議用于側修邊等斜楔沖裁結構。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中國軍轉民(2017年6期)2018-01-31 02:22:28
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44