平臺化后大梁共用模具研究
2024-05-13 09:21:02韓海博劉娟娟伍世濤何厚峰上汽通用五菱汽車股份有限公司
鍛造與沖壓 2024年8期
文/韓海博,劉娟娟,伍世濤,何厚峰·上汽通用五菱汽車股份有限公司
本文通過研究平臺化某CAR 車型和SUV 車型后大梁產(chǎn)品結(jié)構(gòu),通過分析兩種車型后大梁CAE成形性與回彈狀態(tài),結(jié)合現(xiàn)場實(shí)際驗(yàn)證結(jié)果,研究了沖壓工藝路線、回彈補(bǔ)償策略、模具共用情況,找到了一個實(shí)現(xiàn)共模的方法。結(jié)果表明:平臺化后大梁可以實(shí)現(xiàn)共用模具,不僅降低了模具開發(fā)成本及零件生產(chǎn)成本,還提高了生產(chǎn)效率,為平臺化共用模具開發(fā)提供了參考。
近年汽車市場已進(jìn)入白熱化競爭時(shí)代,汽車制造成本也逐年增高,平臺化零件生產(chǎn)與零件模具共用成為了縮短新車型研發(fā)周期、控制整車開發(fā)成本和高質(zhì)量交付產(chǎn)品的重要手段。而大梁作為汽車整體框架中重要的支撐零部件,是整車開發(fā)成本與周期中十分關(guān)鍵的一環(huán)。為了更深入降低整車開發(fā)成本,現(xiàn)以平臺化某CAR 車型和SUV 車型后大梁為例,通過分析兩種車型后大梁CAE 成形性與回彈狀態(tài),結(jié)合現(xiàn)場實(shí)際驗(yàn)證結(jié)果,研究了沖壓工藝路線、回彈補(bǔ)償策略、模具共用情況,找到了一個實(shí)現(xiàn)共模的方法。
案例產(chǎn)品介紹
某CAR 車型與SUV 車型為同平臺車型,兩種車型后大梁產(chǎn)品信息見表1。CAR 車型與SUV 車型后大梁材質(zhì)與料厚相同,材質(zhì)為B280VK-FB-D,料厚為1.6mm;CAR 車型后大梁的外形尺寸為1338mm×271mm×171mm,重量為4.46kg,SUV 車型后大梁的外形尺寸為1228mm×271mm×171mm,重量為4.17kg,SUV 車型后大梁外觀尺寸比CAR 車型后大梁外觀尺寸在長度上短110mm,在重量上輕0.29kg,其他外形特征基本一致。

表1 產(chǎn)品信息表
產(chǎn)品工藝規(guī)劃及分析
工藝路線與參數(shù)規(guī)劃
通過對某CAR 車型與SUV 車型后大梁產(chǎn)品數(shù)據(jù)的分析,除長度上有所差異,其他外形特征基本一致,因此兩種車型后大梁工藝方案也可一致。工藝路線可分為七個工序,具體工藝路線規(guī)劃如圖1 所示,OP10 工序?yàn)槔樱琌P20 工序?yàn)榍羞?沖孔,OP30 工序?yàn)榉?整形,OP40 工序?yàn)閭?cè)整形,OP50工序?yàn)榍羞?側(cè)切邊+沖孔+側(cè)沖孔,OP60 工序?yàn)樾捱厸_孔,OP70 為側(cè)修邊切邊。其中CAR 車型大梁為OP10 到OP50,SUV 車型在CAR 車型基礎(chǔ)上增加OP60,OP70。
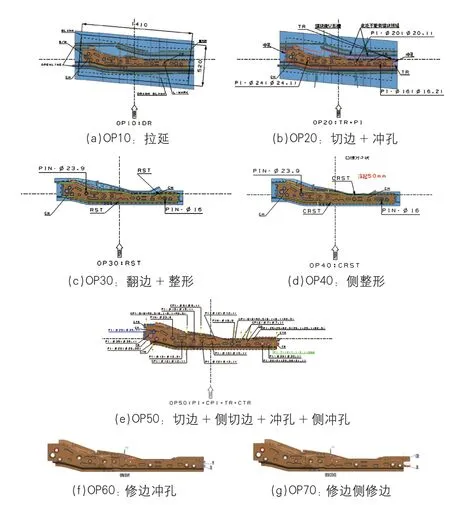
圖1 后大梁工藝路線規(guī)劃
某CAR 車型與SUV 車型后大梁工藝參數(shù)規(guī)劃見表2,OP10 工序壓力機(jī)的壓力為800t,氣墊壓力為160t,OP20 工序壓力機(jī)的壓力為200t,OP30 與OP40工序壓力機(jī)的壓力都為400t,OP50工序壓力機(jī)的壓力為300t,CAR 車型后大梁的板料尺寸為1410mm×520mm,SUV 車型后大梁的板料尺寸為1300mm×520mm,其在長度X 方向上比CAR 車型后大梁的板料尺寸短110mm,寬度Y 方向上尺寸大小一致。
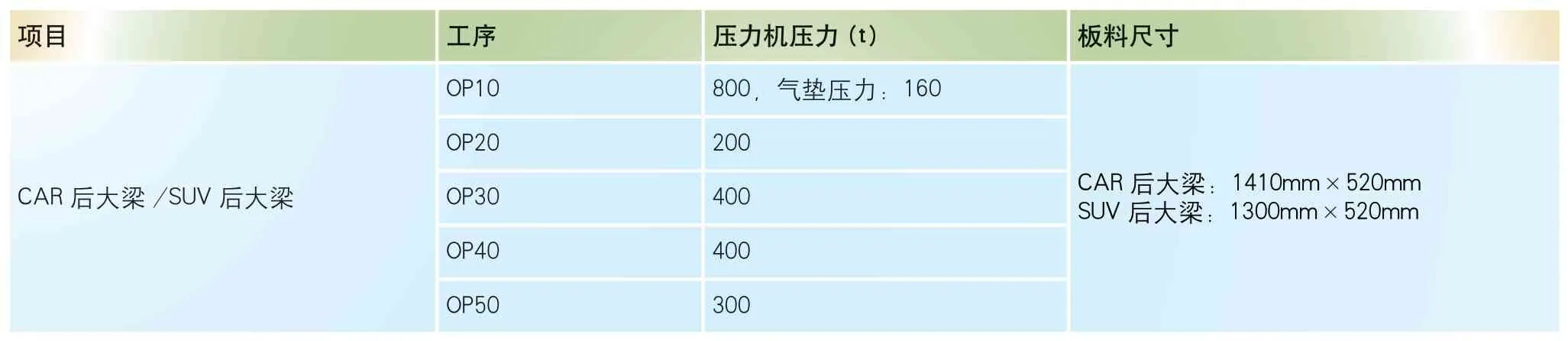
表2 工藝參數(shù)規(guī)劃表
成形性分析
零件CAE 分析結(jié)果的好壞是判斷其成形性能優(yōu)劣的一個十分重要的依據(jù)。利用AutoForm 軟件對某CAR 車型與SUV 車型后大梁進(jìn)行CAE 成形性分析,結(jié)果如圖2(a)、(b)所示,該工藝方案成形性良好,無開裂和明顯起皺風(fēng)險(xiǎn)。由于兩種車型大梁小端長短差異,初始分析時(shí)SUV 后大梁側(cè)壁起反弧更加嚴(yán)重,為了解決此問題,特采用圖2(c)的方案,工藝補(bǔ)充增加反檻,消除反弧風(fēng)險(xiǎn)。

圖2 成形性分析結(jié)果圖
回彈狀態(tài)分析
由以往項(xiàng)目經(jīng)驗(yàn)可知目前回彈缺陷是影響大梁成形質(zhì)量與尺寸精度的主要原因,當(dāng)回彈數(shù)據(jù)超過設(shè)計(jì)所允許的公差值,會對車架總成的焊接工序與裝配工序產(chǎn)生影響。后大梁在成形過程中,板料變形可分為三個過程階段:彈性變形階段、彈塑性彎曲階段、立體純塑性彎曲階段,其中彈塑性彎曲是產(chǎn)生回彈缺陷的內(nèi)在原因。
⑴自由狀態(tài)回彈分析結(jié)果。利用AutoForm 軟件對某CAR 車型與SUV 車型后大梁進(jìn)行自由回彈分析,結(jié)果如圖3、圖4 所示,CAR 車型與SUV 車型后大梁在OP10 工序顯示為小端扭曲,頂面凹陷1.3mm,OP20 工序小端扭曲,側(cè)壁、法蘭回彈1.5mm,OP30工序小端扭曲,側(cè)壁、法蘭回彈2.1mm,OP40 工序側(cè)壁、法蘭回彈2.4mm,OP50 工序側(cè)壁、法蘭回彈3.2mm,全工序自由回彈數(shù)值均超出標(biāo)準(zhǔn)±0.5mm的公差范圍。

圖3 CAR 車型后大梁自由回彈分析圖

圖4 SUV 車型后大梁自由回彈分析圖
⑵回彈補(bǔ)償策略。在分析解決回彈問題時(shí)快速有效且能降低生產(chǎn)成本的方法是回彈補(bǔ)償,因此要進(jìn)行回彈補(bǔ)償,以保證零件尺寸滿足生產(chǎn)要求。某CAR車型與SUV 車型后大梁不屬于外觀件,而且外觀特征較復(fù)雜,手動回彈補(bǔ)償工作量大,AutoForm 不僅迭代補(bǔ)償效率快,且面連續(xù)性可以滿足分析要求,因此采用AutoForm 進(jìn)行回彈迭代補(bǔ)償。為了實(shí)現(xiàn)兩種車型大梁尺寸精度都達(dá)標(biāo),回彈補(bǔ)償思路分為以下四步:
第一步:將修邊序主型面回彈補(bǔ)償?shù)嚼樱_保修邊后產(chǎn)品主型面放整形序主型面貼合良好,側(cè)壁若有負(fù)回彈,拉延需將側(cè)壁打開角度確保側(cè)壁不干涉;
第二步:在第一步完成的結(jié)果之上繼續(xù)確保整形序回彈后放側(cè)整工序主型面貼合良好,側(cè)壁若有負(fù)回彈,整形序需將側(cè)壁打開角度確保側(cè)壁不干涉;
第三步:在第二步完成的結(jié)果之上將側(cè)整工序的回彈同步補(bǔ)償?shù)嚼蛹罢危繕?biāo)為側(cè)整之后回彈達(dá)到±0.5mm,且各序符型貼合較好。
第四步:確認(rèn)最后一序沖孔之后回彈是否有變化,若有變化在第三步基礎(chǔ)之上繼續(xù)優(yōu)化。
具體回彈補(bǔ)償策略如圖5 所示,每一步迭代次數(shù)控制在三次以內(nèi)為宜,并且需要利用AutoForm 軟件對每一序補(bǔ)償后在下一工序的符型檢查確認(rèn),以保證零件尺寸精度及尺寸穩(wěn)定性滿足質(zhì)量要求。
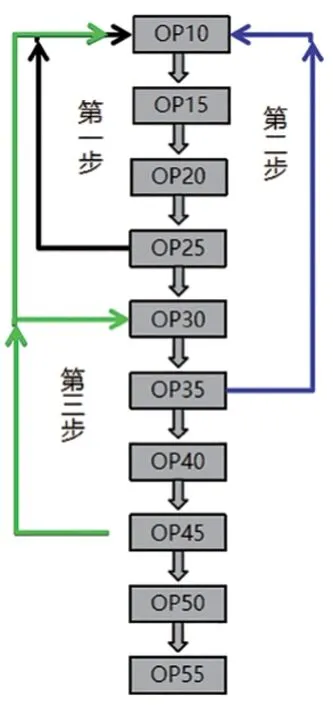
圖5 回彈補(bǔ)償策略
⑶補(bǔ)償后回彈分析結(jié)果.
把按照上述回彈補(bǔ)償方案補(bǔ)償后的某CAR 車型與SUV 車型后大梁數(shù)模重新導(dǎo)入到AutoForm 進(jìn)行分析,結(jié)果如圖6、圖7 所示,CAR 車型與SUV 車型后大梁在OP10工序與OP20 切邊后側(cè)壁及法蘭邊的自由回彈在1.0mm 以上,OP30 整形后側(cè)壁及法蘭邊的自由回彈在1.0mm以內(nèi),OP40 側(cè)整形與OP50 沖孔側(cè)沖孔后側(cè)壁及法蘭邊的自由回彈都控制在0.5mm 以內(nèi),結(jié)果符合標(biāo)準(zhǔn)±0.5mm 的回彈公差范圍。

圖6 CAR 車型后大梁補(bǔ)償后自由回彈分析圖

圖7 SUV 車型后大梁補(bǔ)償后自由回彈分析圖
現(xiàn)場驗(yàn)證
根據(jù)以上工藝方案與分析結(jié)果,某CAR車型與SUV 車型后大梁現(xiàn)場實(shí)物試制結(jié)果如圖8 與圖9 所示,兩種車型后大梁各工序試制出件狀態(tài)效果良好,通過藍(lán)光掃描檢測,CAR 車型后大梁各工序尺寸比SUV 車型后大梁各工序尺寸在長度X 方向上長110 mm,寬度Y 方向上尺寸大小一致,其結(jié)果與工藝規(guī)劃一致。

圖8 CAR 車型后大梁現(xiàn)場試制實(shí)物圖

圖9 SUV 車型后大梁現(xiàn)場試制實(shí)物圖
某CAR 車型與SUV 車型后大梁試制現(xiàn)場藍(lán)光掃描結(jié)果如圖10 所示,CAR 車型后大梁的尺寸合格率為99%,SUV 車型后大梁的尺寸合格率為97%,與CAE 分析結(jié)果基本一致,高于尺寸合格率為95%標(biāo)準(zhǔn),達(dá)到了生產(chǎn)驗(yàn)收標(biāo)準(zhǔn),表明這兩種車型后大梁可以實(shí)現(xiàn)共用模具。
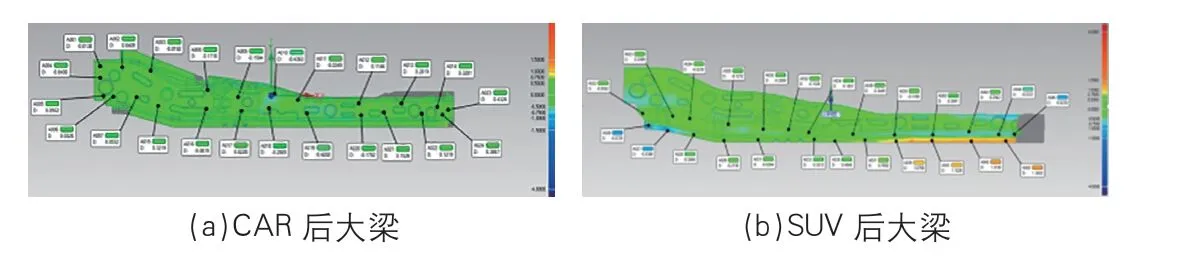
圖10 藍(lán)光掃描結(jié)果圖
實(shí)際收益
經(jīng)過現(xiàn)場試制結(jié)果驗(yàn)證,某CAR 車型與SUV 車型后大梁共用模具方案可行,按照此方案最終收益明細(xì)見表3,在不采用共用模具方案的情況下,CAR 車型與SUV 車型后大梁各需5 套模具,換模所需時(shí)間都為60min,而采用共用模具方案的情況下,SUV 車型后大梁只需要2 套簡易切邊模具,減少開發(fā)3 套成形模具,降低開發(fā)成本,模具換模切換時(shí)間每次減少40min,降低生產(chǎn)成本。CAR 車型與SUV 車型后大梁共用模具方案不僅降低了開發(fā)與生產(chǎn)成本,縮短了生產(chǎn)周期,而且還為類似零件開發(fā)共用模具方案提供了參考。

表3 項(xiàng)目收益明細(xì)表
結(jié)論
根據(jù)工藝分析與現(xiàn)場試制結(jié)果,可得到以下結(jié)論:⑴平臺化某CAR 車型和SUV 車型后大梁在相同工藝路線規(guī)劃和回彈補(bǔ)償策略情況下成形性能與回彈狀態(tài)良好,符合要求。⑵現(xiàn)場試制CAR 車型和SUV車型后大梁尺寸合格率達(dá)到了要求,模具可以共用。⑶SUV 車型后大梁端頭需要局部切邊,分別開發(fā)兩套簡易切邊模進(jìn)行生產(chǎn)切換。⑷平臺化某CAR 車型和SUV 車型后大梁實(shí)現(xiàn)共用模具,可以減少模具開發(fā)成本與零件生產(chǎn)成本。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06