基于數字孿生技術的小型自動化生產線機電一體化概念設計與控制仿真
2024-07-01 04:42:49馬桂潮
機電信息 2024年12期
關鍵詞:機電一體化
摘要:基于數字孿生技術在MCD平臺上完成小型自動化生產線機電一體化概念設計與控制仿真,主要包括:NX MCD機電概念設計任務、TIA博途編程、虛擬平臺與虛擬PLC的虛擬調試。借助NX MCD創建機電一體化模型,打破了現有的機電一體化產品概念設計的模式,促進了機械、電氣、傳感器、執行器以及伺服運動控制等多學科之間的協同融合,對指導企業設計方式的改革、加快企業的研發速度、增強部門之間的協同具有一定的實際意義。
關鍵詞:數字孿生;NX MCD;機電一體化;虛擬仿真
中圖分類號:TP278? ? 文獻標志碼:A? ? 文章編號:1671-0797(2024)12-0052-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.12.014
0? ? 引言
隨著制造業的智能發展,機電產品的復雜化使設計難度和調試難度逐步提高,研發生產周期也越來越長。缺少創新性的難題一直制約著企業的發展,限制了企業在市場上的競爭力。通常情況下,復雜機電產品的建設投資大、周期長、自動化控制邏輯復雜、現場調試的難度與工作量非常大。如果能在投產前期,越早發現問題,整改的成本就會越低,因此有必要在機電設備正式生產、安裝和調試之前,在虛擬環境中進行模擬調試,解決機電產品的結構設計、干涉、PLC邏輯控制等問題。數字孿生技術為解決此類難題提供了方便。
數字孿生是基于工業生產數字化的新概念,是在數字虛體空間中,以數字化方式為物理對象創建虛擬模型,模擬物理空間中實體在現實環境中的行為特征,從而實現“虛—實”之間的精確映射,最終能夠在生產實踐中,從測試、開發、工藝及運行維護等角度,打破現實與虛擬之間的藩籬,實現產品全生命周期內的生產、管理、連接等高度數字化及模塊化的新技術。
1? ? 數字孿生與機電一體化概念設計
構建數字孿生的前提是工程的數字化,Siemens NX MCD,即機電一體化概念設計,打破了平臺之間的界限,改變了傳統的機電一體化產品的設計模式,它提供了多學科、多部門的信息互聯綜合技術,可以被用來模擬機電一體化系統的復雜運動。
1.1? ? 機電一體化的傳統設計
以機電設備研發流程為例,傳統調試過程經歷了概念設計、機械設計、液壓/電氣設計和軟件設計等,最后才能進行設備調試。該過程涉及三維機械模型設計、電液氣驅動設計、執行器與傳感器選擇、電氣輸入/輸出(I/O)資源配置以及PLC編程等。可以看出,該研發流程屬于串行流程,這不僅消耗了大量的時間,也抬高了研發成本。并且,在實物調試階段,如果出現變更,則會消耗更多的研發時間和費用。這會使整個產品設計具有成本高、周期長的缺點,且不能與詳細設計并行工作,也不能及時修改概念設計的意圖。
1.2? ? 基于NX MCD的機電一體化概念設計邏輯
從功能出發進行研發設計的理念:在需求階段,建立需求模型;在概念設計階段,建立機電一體化的功能模型;在詳細設計階段,根據功能模型最終形成產品的裝盤、軟件和布局模型。其最顯著的特征是能夠并行展開工程實施進程,大大地節省了時間、材料和管理上的消耗。
1.3? ? 數字孿生與機電一體化概念設計
依托TC平臺和CAD產品工程解決方案,任何機械三維模型的裝配、建模、研發、數據整理、集成等功能均得到了有力保障。在此基礎上,借助于NX MCD創建機電一體化模型,對包含多體物理場以及通常存在于機電一體化產品中的自動化相關行為概念進行3D建模和仿真,可以實現創新性設計,達成機械、電氣、傳感器、執行器以及伺服運動控制等多學科之間的協同融合[1]。
2? ? 小型自動化生產線應用案例
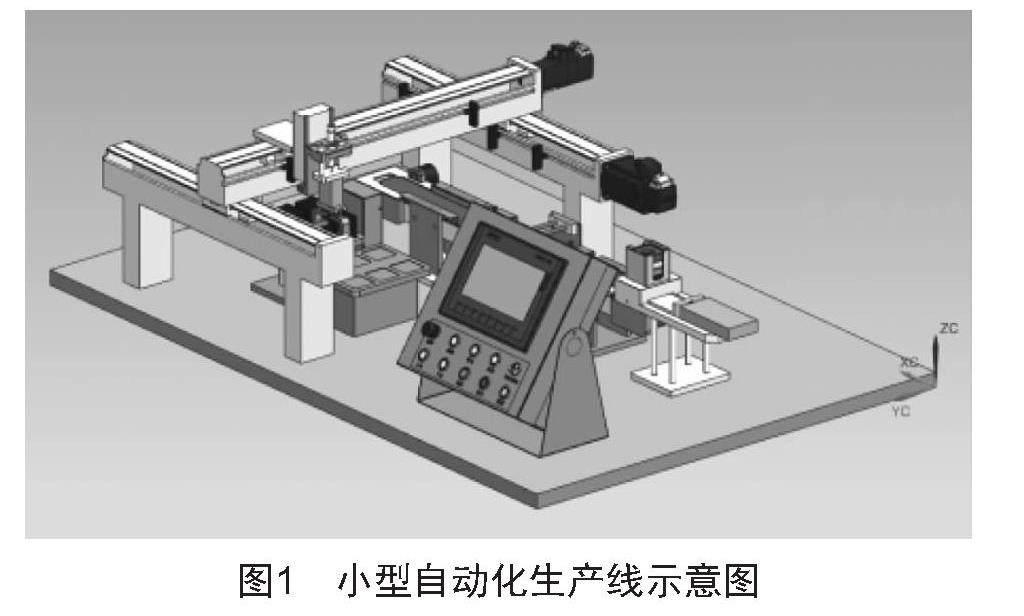
本文以小型自動化生產線為例,詳細說明如何進行NX MCD機電一體化概念設計與TIA博途程序編寫,使其能夠實現生產線的虛擬調試與仿真。該小型自動化生產線由操作控制單元、出料與傳送單元、裝配與倉儲單元組成,各單元分布如圖1所示。
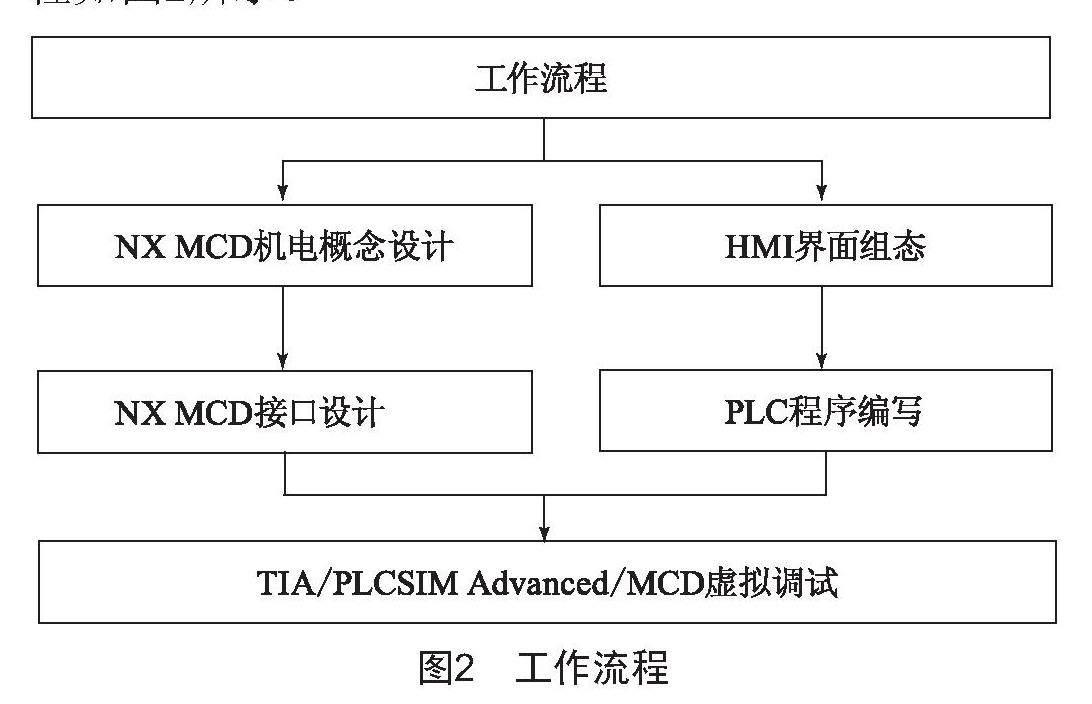
本案例首先為NX MCD的機電概念設計,然后編寫TIA博途控制程序,再進行虛擬設備生產工藝過程仿真與調試,能夠實現所需控制工藝要求。工作流程如圖2所示。
2.1? ? NX MCD機電概念設計任務
在小型自動化生產線初始平臺上按照給定的平面布局圖樣,調用資源中的各個部件文件,完成模型裝配。
完成NX MCD裝配后,根據工作流程和相關參數,針對設備進行物理特性設置;根據相關電氣接線原理設置信號接口,與PLC的I/O形成數據變量交互,實現與PLC通信以及行為控制。
傳送帶和氣缸行程參數如下:
1)傳送帶。傳送帶實際線速度的算法:傳送帶變頻器輸出頻率乘以電動機轉速再除以50 Hz得到當前電動機轉速;當前電動機轉速除以減速器比是減速器輸出轉速,也就是帶輪轉速;乘以帶輪直徑(滾筒直徑+傳送帶厚度×2)乘以圓周率(π)就是每分鐘傳送帶的速度;再除以60等于傳送帶的每秒線速度。公式如下:
NX MCD中傳送帶速度=×
×
其中,電動機轉速1 500 r/min;滾筒直徑30 mm;傳送帶厚度2 mm;速比10[2]。
2)氣缸行程。Z軸氣缸行程:50 mm;Z軸緩沖器行程:10 mm;夾具雙邊行程:12 mm;出料氣缸行程:50 mm;退料氣缸行程:60 mm;裝配臺氣缸行程:10 mm。
2.2? ? TIA博途編程
2.2.1? ? HMI界面組態
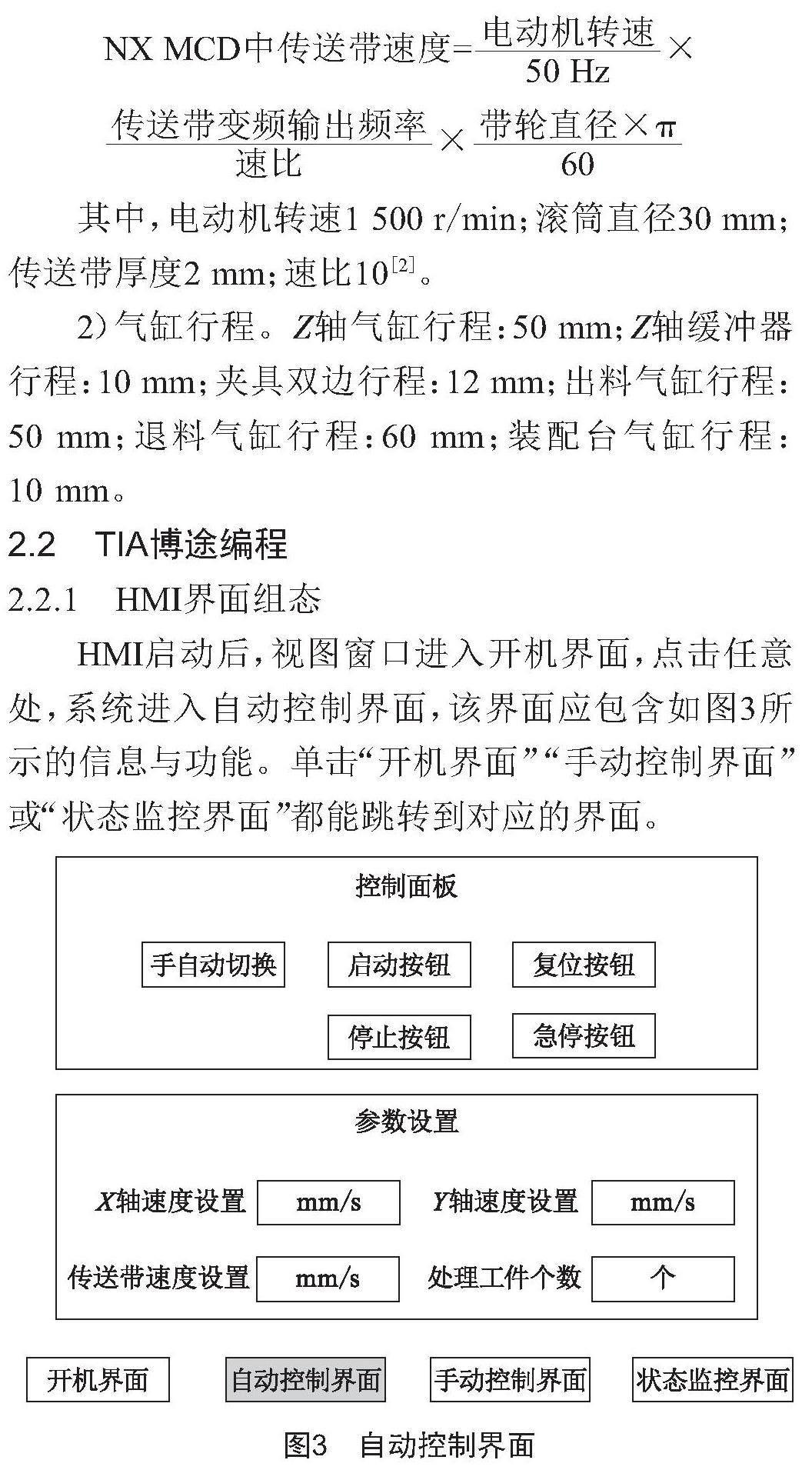
HMI啟動后,視圖窗口進入開機界面,點擊任意處,系統進入自動控制界面,該界面應包含如圖3所示的信息與功能。單擊“開機界面” “手動控制界面”或“狀態監控界面”都能跳轉到對應的界面。
手動控制界面應包含如圖4所示的信息與功能,單擊“開機界面” “自動控制界面”或“狀態監控界面”都能跳轉到對應的界面。
狀態監控界面應包含如圖5所示的信息與功能,單擊“開機界面” “自動控制界面”或“手動控制界面”都能跳轉到對應的界面。
2.2.2? ? 控制工藝要求
1)手動功能:將自動/手動開關打在手動檔位,手動功能生效,手動控制界面的按鈕生效,按下對應的操作按鈕,做出相應的動作。
2)自動功能:將自動/手動開關打在自動檔位,自動功能生效,此時手動功能失效。
(1)原點檢測。上電后,系統首先檢查各工作站是否處于初始狀態。初始狀態是指:傳送帶兩端傳感器無工件,出料氣缸處于后限位,退料氣缸處于前限位,X軸與Y軸處于原點,Z軸氣缸處于上限位,裝配臺氣缸處于上限位,夾具處于夾緊狀態。
若上述任意條件不滿足,系統均不能啟動。
(2)參數設定。上電后,系統自動對傳送帶的速度、X/Y軸伺服運行的速度進行默認速度設置,默認速度均為50 mm/s,用戶可在自動控制界面進行速度修改。
(3)系統缺料檢測。系統上電后處于停機狀態,按下啟動按鈕,若系統處于初始狀態,且料倉有料,則系統啟動。若料倉中缺料,則系統進入為期10 s的待加料狀態;在10 s內若有工件放入,則系統啟動;若10 s內未放入工件,則系統停機。
(4)出料與傳送。系統啟動后,料倉有料傳感器觸發,等待0.5 s后出料氣缸將電動機蓋送出至傳送帶;電動機蓋送至傳送帶上后,觸發傳送帶右側傳感器,等待0.5 s,傳送帶按設定的參數前行,并途經姿態識別、材質和顏色傳感器識別區域,電動機蓋送至傳送帶末端后,傳送帶停止。
(5)姿態識別。傳送帶運行途中途徑姿態識別傳感器,若是正向電動機蓋則系統繼續運行;若是反向電動機蓋則傳送帶運行至退料氣缸工作區時,傳送帶停止,退料氣缸將反向電動機蓋收入退料槽,等待0.5 s,退料氣缸回到原位,隨后系統返回缺料檢測結果。
(6)顏色與材質識別。傳送帶運行后段經過顏色識別傳感器和材質識別傳感器,若是黑色金屬電動機蓋則裝配至對應黑色和金屬材質的電動機,若是白色金屬電動機蓋則裝配至對應白色和金屬材質的電動機,若是白色塑料電動機蓋則裝配至對應白色和塑料材質的電動機。
(7)裝配。電動機蓋到達傳送帶末端,絲桿模組將電動機蓋搬運至裝配臺上方,Z軸氣缸下降,將電動機蓋裝配在電動機上,夾具松開,完成裝配。
(8)倉儲。裝配完成后,裝配臺氣缸上升,夾具夾緊裝配完成的電動機,Z軸氣缸上升,絲桿模組將裝配完成的電動機搬運至倉儲單元。至此一個周期完成,系統執行下一個周期。
3)停止功能。按下停止按鈕,系統發出停止運行指令,完成當前周期工作后,所有的機構回到初始狀態,系統停機。
4)急停功能。自動運行過程中,按下急停按鈕,系統立刻停機,此時按啟動按鈕,系統無法啟動。
5)復位功能。松開急停按鈕,按下復位按鈕,所有的機械機構回到初始狀態。
6)指示燈功能。當系統不工作時,紅燈常亮;當系統缺料時,黃燈以1 Hz速度閃爍;當系統運行時,綠燈常亮。
2.3? ? 虛擬平臺與虛擬PLC的虛擬調試
小型自動化生產線數字孿生將硬件平臺模型化,仿真硬件平臺的電氣信號輸入、輸出,設置模型缸體物理屬性與運動副,使虛擬平臺與真實硬件平臺一樣均有物理屬性。虛擬平臺與虛擬PLC的虛擬調試需要完成以下設置:
1)虛擬調試通信設置。
(1)將PLC下載至PLCSIM Advanced中。
(2)在MCD軟件中將下載至PLCSIM Advanced中的PLC程序變量與MCD參數信號連接映射。
2)虛擬PLC程序進行驗證。
(1)啟動觸摸屏仿真。
(2)啟動MCD仿真。
(3)在虛擬平臺中添加工件物料。
(4)啟動系統運行,驗證PLC程序的可靠性和穩定性。
(5)仿真運行并保存仿真文件。
3? ? 結束語
基于數字孿生技術在MCD平臺上完成小型自動化生產線的機電一體化概念設計,并借用MCD平臺的多系統集成、概念建模及模擬仿真、知識重用等優勢,完全打破了現有的機電一體化產品概念設計的模式,對指導企業設計方式的改革、加快企業的研發速度、增強部門之間的協同具有一定的實際意義。
[參考文獻]
[1] 黃誠,梁偉東.生產線數字化仿真與調試(NX MCD)[M].北京:機械工業出版社,2022.
[2] 孟慶波.生產線數字化設計與仿真(NX MCD)[M].北京:機械工業出版社,2020.
收稿日期:2024-03-04
作者簡介:馬桂潮(1990—),男,廣東汕頭人,講師,研究方向:機電裝備設計與制造、模具設計與制造。
猜你喜歡
商情(2016年43期)2016-12-26 00:00:00
電子技術與軟件工程(2016年20期)2016-12-21 10:33:20
電子技術與軟件工程(2016年19期)2016-12-19 18:20:27
新教育時代·教師版(2016年27期)2016-12-06 17:03:31
新教育時代·教師版(2016年29期)2016-12-05 08:17:01
經濟師(2016年10期)2016-12-03 11:18:31
智富時代(2016年12期)2016-12-01 16:43:06
中國科技縱橫(2016年17期)2016-11-30 22:05:38
職業·中旬(2016年10期)2016-11-28 20:17:37
科學與財富(2016年28期)2016-10-14 20:19:20
