車門及其附件系統工藝開發研究
2024-07-03 15:42:45黃秦瑜李君
汽車與駕駛維修(維修版) 2024年6期
關鍵詞:設備
黃秦瑜 李君

關鍵詞:車門;附件;工藝開發;裝配;定位;人機;設備
中圖分類號: U466 文獻標識碼:A
0 引言
車門工藝開發是一項復雜而精細的工程,它涉及到材料選擇、結構設計、制造工藝和質量控制等多個方面。在這個過程中,數據的運用發揮著至關重要的作用。從初期的市場調研和需求分析,到詳細的設計計算和仿真模擬,再到后期的試驗驗證和持續改進,數據始終是指導我們前行的明燈。數據不僅為車門工藝開發提供了科學依據,更是推動產品質量提升、確保行車安全和優化用戶體驗的關鍵力量。通過精準的數據分析,我們能夠深入理解車門的性能需求,優化制造工藝,確保車門在滿足強度、耐用性和美觀性的同時,還能為用戶提供更為舒適和安全的乘車體驗。因此,數據的階段性應用是汽車車門工藝開發中不可或缺的一環,它引領著車門制造技術的進步與發展。
本文主要通過在數據階段對某車型車門工藝涉及的車門系統零件及其附件的裝配前提條件、零件裝配拆卸流程及順序、零件裝配定位設定、零件裝配空間校核、零件裝配防錯防呆分析、裝配所用工位器具建議、裝配時間效率分析、裝配人機工程校核以及標準件和扭矩定義等方面著手,對車門及其附件系統所有相關零件的工藝合理性進行深入理解和挖掘,總結出車門工藝開發思路和需要考慮的方方面面。
該研究針對車門系統工藝開發,首先要對車門及其附件的功能和裝配要求進行分析,明確了裝配工藝的設計目標和裝配順序及基本流程。其次,根據設計目標和需求,制定出車門及其附件的裝配工藝流程,包括工藝規劃、工裝設計、生產線布局和質量控制等方面。最后,通過實際項目的應用,同時結合現有工裝設備以及人機工程、人力資源和效率需求等,充分驗證各個裝配工藝流程的可行性和有效性。
1 車門及其附件工藝開發重要性
車門附件裝配工藝開發的重要性,主要體現在以下幾個方面。
(1)提升產品質量:合理的裝配工藝能夠確保車門附件各部件之間的配合精度和穩定性,提高產品的整體質量[1]。
(2)提高生產效率:優化裝配工藝可以減少裝配過程中的錯誤和返工,縮短生產周期,提高生產效率。
(3)降低生產成本:通過工藝優化和標準化,可以降低裝配過程中的物料消耗和人工成本,從而降低生產成本。
車門附件裝配工藝開發,是提升汽車性能和質量的關鍵環節。通過深入研究車門附件的結構、功能和使用要求,設計合理的裝配工藝方案,并引入創新點進行優化改進,可以提高車門附件的裝配精度和效率,降低生產成本,提升產品的市場競爭力。
2 車門及其附件裝配工藝基本流程
車門及其附件工藝開發的過程,是一個系統性的工程,涉及多個環節和細致的操作。通過實際操作和經驗積累,現已總結出相關基本工藝流程,具體如下。
(1)某車型側門工藝流程:裝飾黑膜—門密封條—限位器—車門線束—門鎖拉桿—外開手柄—門鎖扣—玻璃導軌—車門玻璃密封條—升降器總成—車門玻璃—窗臺內外水切—揚聲器和后視鏡—車門防水膜—內開手柄—車門內飾板—對車門進行調整(保證間隙、面差)。
(2)某車型滑移門一般工藝流程:外開手柄/ 門鎖拉桿/ 門鎖扣—車門玻璃導軌—車門玻璃密封條—升降器—車門玻璃—上中下走輪臂及中導軌—掛門—定位器/ 限位器—調整車門和走輪臂—安裝門飾板—安裝內開手柄。
(3)車門拆裝工藝流程:拆左前門—裝儀表板—裝左前門。
3 車門及其附件系統數據階段全流程工藝開發分析
3.1 車門鈑金總成裝配工藝開發
首先確認裝配前提條件,即零件裝配工位和零件裝配順序,然后檢查零件定位方式。鉸鏈的裝配要嚴格按照順序進行,裝門先裝定位孔緊固件,拆門后拆定位孔緊固件。在裝門的過程中,至少要緊固好上下鉸鏈的定位螺栓,才能撤除助力機械。
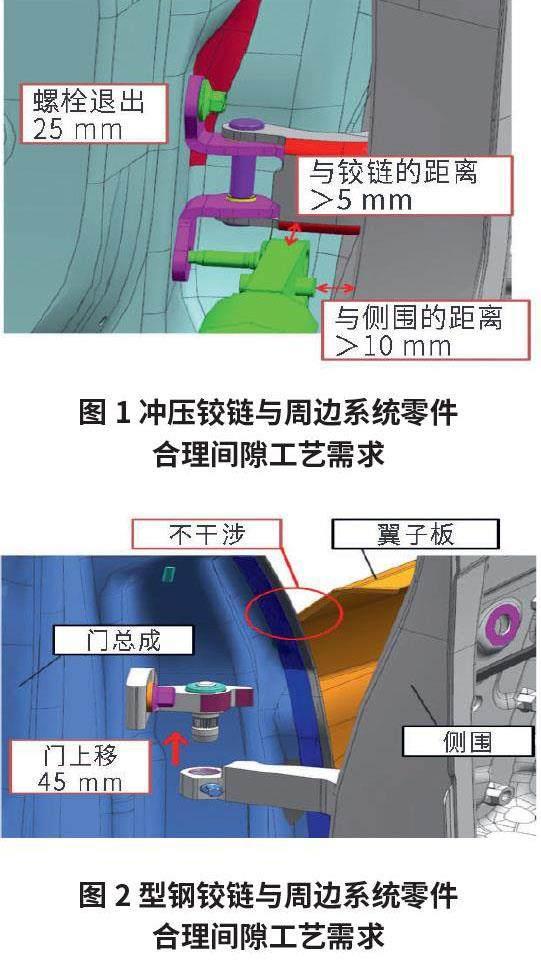
裝配空間檢查:對于沖壓鉸鏈,開門65°,用風動棘輪扳手拆裝鉸鏈螺栓,螺栓退出25.0 mm,工具與周圍鈑金、零件有5.0 ~ 10.0 mm 的安全間隙;側門鈑金運動軌跡與側圍、翼子板有5.0 ~ 10.0 mm 的安全間隙( 圖1)。對于型鋼鉸鏈,開門65°,門被拆裝部分( 包括內飾造型) 上移25.0 mm ;被拆裝部分與周圍零件(翼子板、側圍)有5.0 mm 安全間隙,上移45.0 mm 保證零件不干涉。預緊鎖緊螺釘,電槍與IP、飾板不干涉(圖2)。
工具分析:所有車型的鉸鏈螺栓都必須使用10.0 mm 套筒緊固,且扭矩應該為(25.0±5.0)N·m。沖壓鉸鏈拆裝用風動棘輪扳手,選用10.0 mm 套筒。
人機工程:門鈑金的設計必須滿足機械助力器的要求[2]。門的拆裝助力裝置,承重能力要在200 N 以上。
3.2 車門密封條裝配工藝開發
門密封條裝配到門鈑金使用卡扣,卡扣是隨門密封條而來,密封條定位到門鈑金上時不能使用粘接形式[3]。門密封條周圍需要滿足手勢B 的手部空間。門密封條應該有左右及前后的區別標識(漆點),左邊的卡扣為黃色,右邊為白色。門密封條在裝配到導槽過程中,可以使用肥皂水潤滑輔助。
3.3 車門限位器總成裝配工藝開發
車門限位器總成裝配工位在門分裝線上,裝配工序為:門密封條—門限位器—門線束。應該在限位器的底部明確標示零件號的后4 位,以及標示前后的英文符號“FRT or RR”。限位器的設計應滿足左右限位器是同一個零件,但前后門限位器就需要有差別;對于滑移門的限位器,需要在零件表面標明裝配的方向。門側采用2 顆螺母或螺栓緊固,車身側用1 顆螺栓緊固。
3.4 車門鎖芯即中控模塊裝配工藝開發
車門鎖芯裝配工位在門分裝線上,裝配工序為:門線束—門鎖—外開手柄。裝配拉桿卡扣時,操作空間至少滿足一個手指頭的空間(30.0×30.0)mm,參考《手部操作空間標準》中“手勢A”的標準。裝配時采用3 顆螺栓,接前門線束。
3.5 門鎖扣裝配工藝開發
門鎖扣裝配工位在門分裝線上,裝配工序為:鎖芯—外開手柄—門鎖扣。鎖芯裝配在外開上,外開拉桿集成在外開基座上;連接外開拉手和外開基座的緊固件應集成在外開基座上。鎖芯應該設計有一個特征來定位裝配到外開基座上;外開基座上應該有能保持住鎖芯的結構;外開基座上應該能在門外板上自保持,并需要有一個特征來引導外開拉手的裝配。裝配門附件需要將手伸入門內,至少滿足《手部操作空間標準》中“手勢B”的要求(85.0×120.0)mm。外開手柄最多使用2 顆自帶的螺紋緊固件定位到門鈑金上。
3.6 外開手柄裝配工藝開發
外開手柄裝配工位在門分裝線上,裝配工序為:外開手柄—門鎖扣—玻璃導軌。鎖扣墊塊應設計為相通的、可以適用于整車的所有門,鎖扣的裝配應為凈定位裝配,鎖扣墊塊應設計能自定位。裝配鎖扣時,鎖扣墊塊的光滑面(切邊沒有棱角的面)應朝向車身。每個鎖扣用2 顆螺栓緊固。
3.7 玻璃導軌和玻璃導軌密封條裝配工藝開發
玻璃導軌密封條在裝配過程中,不得加熱或使用潤滑劑;玻璃導軌密封條在門板內的部分,不能有包住玻璃導軌的翻邊。門鈑金定位小孔和限位長孔進行定位或玻璃導軌螺桿定位;玻璃的設計,需要滿足裝配玻璃導軌及玻璃密封條之后裝配[4]。
3.8 升降器總成裝配工藝開發
升降器總成裝配工位在在門分裝線上,裝配工序為:玻璃導軌—玻璃導軌密封條—升降器—玻璃。緊固件在10.0 N · m 以下,可使用槍式電動扳手,選用10.0 mm 套筒。一般門內板孔長度大于或等于升降器長度的75%,孔的寬度為170.0 ~ 220.0 mm ;升降器緊固螺栓使用M6 的螺栓,并且要求使用相同的扭矩。升降器應該有區分前后左右件的標識。
3.9 車門玻璃裝配工藝開發
車門玻璃裝配工位在門分裝線上,裝配工序為:升降器—玻璃—內水切—外水切。玻璃的設計要滿足操作工能在門內側裝配。假設玻璃對角線長度為A,側門導軌間距為B,若A/B > 1.05,則裝配困難;若1.05 ≥ A/B ≥ 1.00,裝配情況適中;A/B <1.00,容易裝配。裝配時采用2 顆螺栓緊固。經驗總結出的部分車型玻璃裝配困難程度如表1 所示。
3.10 內外水切裝配工藝開發
外水切的定位如果使用螺栓緊固,需要保證能夠承受定扭電槍至少1.5 N · m 的扭力不滑牙。緊固外水切到門上的定位孔需要滿足以下要求:前門外水切的定位孔在前門靠后的位置,后門外水切在后門靠前的位置。
3.11 外后視鏡裝配工藝開發
外后視鏡的密封襯墊以及連接車身與后視鏡的線束都應該由供應商來部裝。在進廠前, 卡扣必須已經安裝在線束(供應商供應的裝配零件)上。外后視鏡需要有一個定位特征,因此其在設計上就應提供一個特征,能臨時安穩地掛在車身上。后視鏡的安裝應該是在門內板側緊固,且要能夠使用電磁槍。玻璃裝完之后,玻璃上端與門框之間的空間,應能保證外后視鏡及手部的通過性。
3.12 防水膜裝配工藝開發
防水薄膜最上端要求預留定位孔,在鈑金上使用開孔或者凸包進行定位。門線束的卡扣與防水薄膜較近時,可能會導致防水薄膜粘貼不平順、有褶皺,需避免。
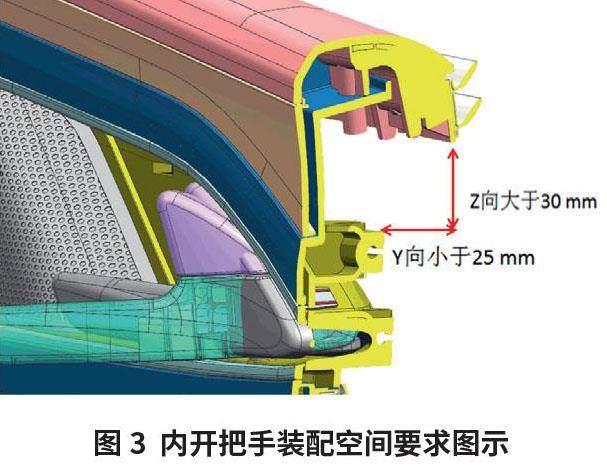
3.13 內開手柄裝配工藝開發
如圖3 所示, 當側門內開手柄集成到封板上時, 連接內開拉索到封板的操作空間要滿足:連接位置到封板邊界(內水切)的Z 向> 30.0 mm,Y 向< 25.0 mm(以滿足可視性要求)。
3.14 車門內飾板裝配工藝開發
門封板裝配接線的手部空間,需要滿足手勢F 的空間要求。至少也要滿足:Z 與X 向需要40.0 mm×80.0 mm 的空間,其中,80.0 mm 為插接器的接插方向。
4 車門裝配工藝開發的創新點
在車門及其附件附件裝配工藝開發中,可以引入模塊化設計:將車門附件設計成模塊化結構,便于快速更換和維修,提高裝配效率和靈活性。同時,采用智能化裝配,引入智能化技術,如機器人、傳感器等,實現自動化或半自動化的裝配過程,提高裝配精度和效率;采用綠色裝配,使用環保材料和綠色裝配技術,降低裝配過程中的能耗和排放,提高產品的環保性能。
另外,在汽車車門工藝開發中,除了要注重技術創新和工藝提升外,更要關注用戶需求和市場變化。通過持續不斷地收集和分析數據,才能夠更好地把握市場動態和用戶需求變化,為車門工藝的開發提供有力的數據支撐。同時,還需要加強與其他領域的合作與交流,以便開發出更加適應現代汽車工業生產需要的車門裝配先進工藝。
5 結束語
車門附件裝配工藝開發是提升汽車性能和質量的關鍵環節。本文通過深入研究車門附件的結構、功能和使用要求,設計合理的裝配工藝方案,并引入創新點進行優化改進,可以提高車門附件的裝配精度和效率,降低生產成本,提升產品的市場競爭力。在未來的發展中,車門附件裝配工藝將繼續面臨新的挑戰和機遇,需要不斷創新和進步以滿足市場需求和技術發展的要求。
作者簡介:
黃秦瑜,本科,工程師,研究方向為汽車總裝裝配工藝。
通信作者:
李君,本科,助理工程師,研究方向為交通運輸工程。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00