課程融通下的數控專業課程教學模式的探究
2024-10-08 00:00:00黃雪鋒陳李
廣東教育·職教版 2024年9期

隨著《國家職業教育改革實施方案》的發布,職業教育進入了高速發展期,在新工科的發展中,如何從傳統的職業教育面向現代職業教育,如何構建適合企業的生產全流程的學生的培養模式,是中職專業教育急需解決的問題。
一、數控加工課程的教學現狀
目前中職學校數控加工專業的課程相對單一、各自封閉,不同課程教學間沒有連接與融合,沒有形成貫通系統,只能培養學生的本門課程的專業知識。例如,在數控加工課程中,只能模仿完成課程練習中的案例加工,學習數控加工的操作實踐;在Creo三維設計課程中,也只會完成練習中的建模,缺失了產品建模后續的流程。這種教學模式使學生只能在本門課程專業知識內簡單地進行模仿,學生在學習過程中,存在專業知識的缺乏銜接,無法建立有效的產品生產全流程的思維,影響學生后續專業能力的培養,進而不利于學生解決問題、創新發展等綜合能力的構建。
二、基于融合貫通下國際象棋凹模教學模式的探究
本文基于傳統教學模式的基礎上,進行了相關課程融通改革的探究實踐,將獨立的課程融合貫通,理論與實踐相結合進行相關的教學實踐。將一體化項目課程與多課程知識點融合構建一條完整的產品三維建模、產品開發設計、工藝安排、數控加工等一系列產品開發的全過程教學課程。其中,具體包括實物建模造型、creo凹模設計、工藝分析、加工程序的編寫和數控加工等。讓學生參與產品生產全流程,強化學生的全流程的生產加工思路。項目實施過程中,構建了適合學生的數控專業融通的知識體系,培養學生的全流程的思維和自主學習能力。
(一)產品三維建模設計開發環節
本文選用生活中常見的國際象棋作為設計對象,在三維建模過程可采取測量和圖紙相結合的方式。國際象棋的棋子結構分別是兵、馬、車、象、后和王六種結構造型,其中馬的結構自由曲面較多,通過3D-Max畫出整體的形狀,再通過格式轉換后用creo軟件修改,其他的五個象棋形狀簡單,根據實物用游標卡尺測量,結合圖紙用creo軟件直接建模。
(二)模具開發設計環節
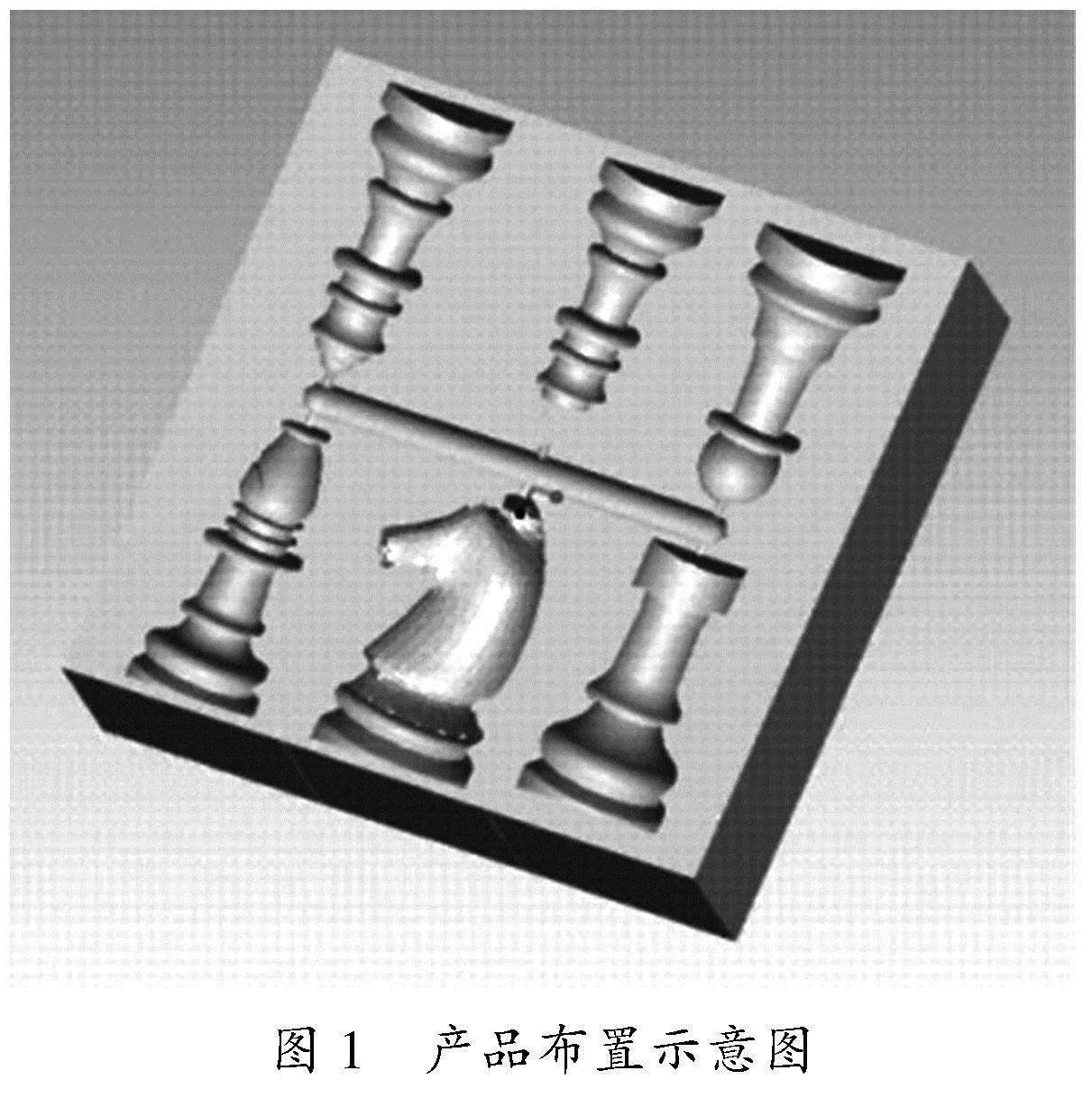
這部分內容要求學生具備模具課程中凹模設計知識,在設計中要綜合考慮毛坯尺寸,合理安排六子型腔的排放,便于后續的注塑和節約材料,本次六子造型型腔安排為兵與車相對齊,馬與王相對齊,象與后相對齊,具體排放如圖1所示。
1.馬造型的分模設計
馬的造型結構是由很多曲面組成的,跟其他五子一起分模容易出現問題,造成分型面不連接或存在間隙不易開模等問題,從而增加了分模的難度。由此,可以采用組件分模法來保證馬結構造型的型腔分模的正確性。
2.其余五子的分模設計
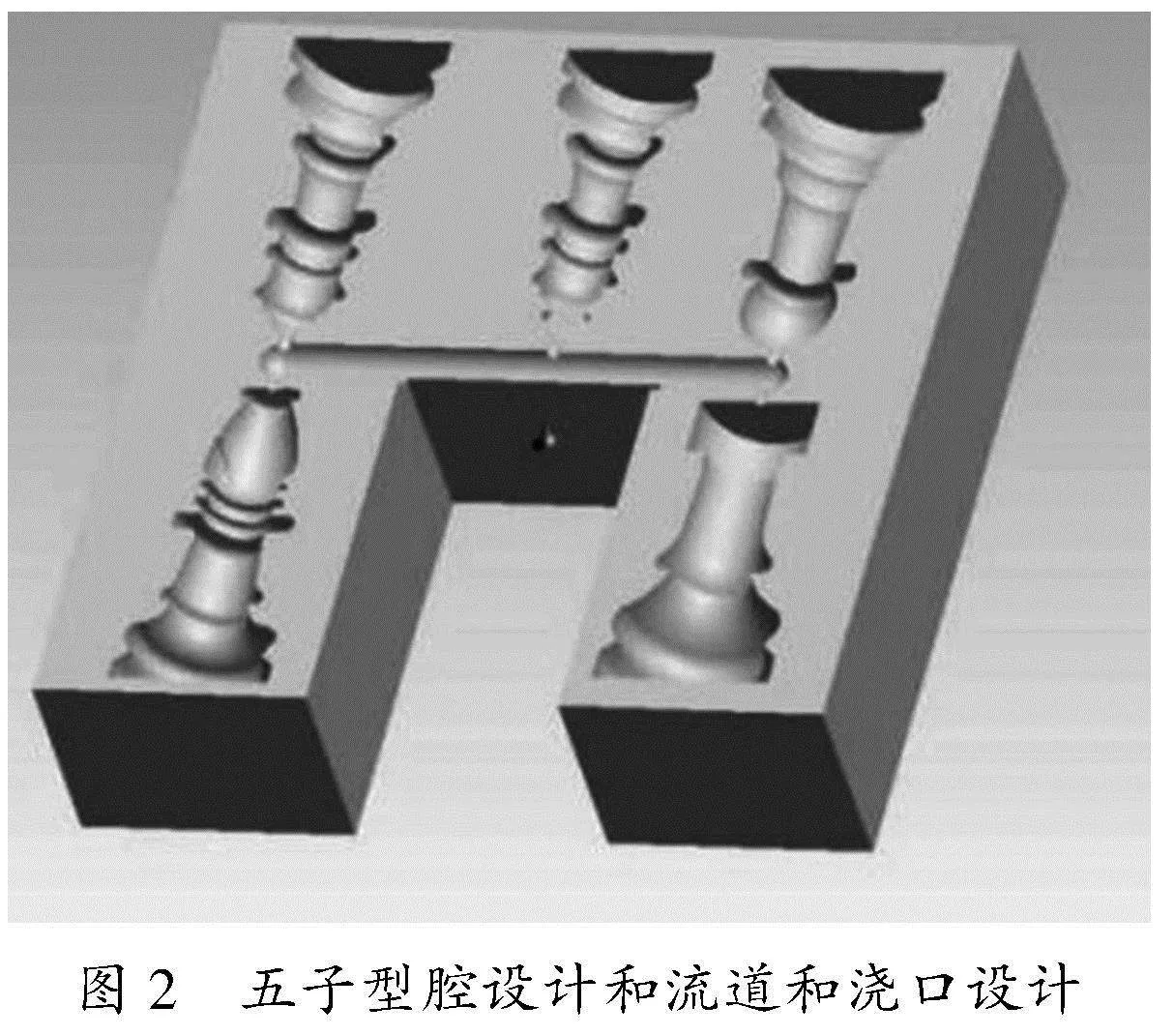
根據設計意圖,五子模型都是簡單回轉體實體,分型面的設計也相對容易實現,在模具中間直接設計分型面,就可以完成出模設計。同時,在凹模中間位置設計流道和澆口。具體設計如圖2所示。
(三)型腔的加工工藝分析
1.型腔結構分析
運用數控銑削加工知識進行分析,國際象棋都是實體模型,一模六腔對整套模具的要求高,上下模都是凹模,型腔大部分都是比較規則的曲面組成,凹下去的地方有高有低,有的地方間隙過小而又深,使得在加工過程中存在刀具半徑或長度不夠的情況,增加了編程加工的難度。
2.型腔加工工藝分析
加工設備是采用我校數控專業教學使用的立式加工中心。并根據“基準先行”“先粗后精”的方針,制定了生產順序。為了后續準確合模,采用基準重合原則的裝夾方式,避免加工基準誤差。在粗加工時,為提升切削效率,盡量選用大直徑的銑刀,側吃刀量取刀具直徑三分之一到二分之一左右。精銑時切削速度應高一些。
3.加工過程分析
在凹模加工中,會存在刀具進不去而導致無法完成加工的情況,這時必須調整刀具的大小,在比較深且陡峭的區域,如果刀具的刀柄與刀刃的直徑不同有可能會出現撞刀的情況,因為編程時是以刀刃的直徑為參考對象。對于間隙比較小的區域可以圓角過渡來解決,而對較深且陡峭的區域可以選用刀柄的下半段直徑磨小方便通過易撞刀區域。
4.工件參數設置及編程
采用MasterCAM知識對型腔進行編程加工。參照上述的工藝分析,合理安排粗精加工。毛坯經過銑削和去毛刺等工序,最終的尺寸為160×160×40mm。
(1)面銑加工:首先使用Φ30硬質合金平銑刀先銑平面,在加工過程中要注意避開大壓板。
(2)曲面挖槽粗加工:選用圓鼻刀Φ10平刀螺旋下刀,切削參數如表1所示。在深度和吃刀量較大的情況下,需要限制下刀高度來防止跳刀現象。由此,會存在加工不到位的情況,需要進行二次粗加工。
5.半精加工和清角
由于粗加工還留有0.2mm的余量,半精加工留0.1的余量,半精加工還是用曲面等高精加工,有些地方太小,造成余量均勻,如果不清角,可以直接用小刀進行精加工,但容易發生斷刀或拉傷工件。
6.精加工
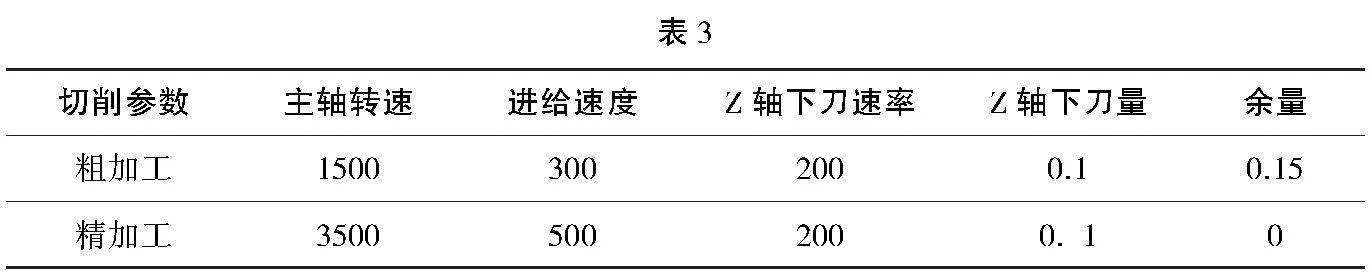
經過前面的半精加工和清角加工,最后一步是精加工。為了提高加工效率,用R2的球刀對整個型腔分兩步進行精加工,曲面等高精加工和曲面平行精加工,切削參數如表2所示。
7.流道和澆口加工
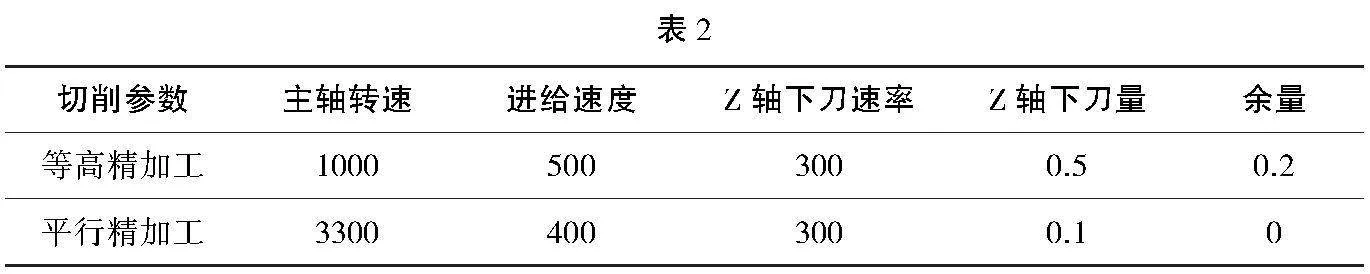
流道是封閉結構,在曲面挖槽粗加工時可以使用在邊界內進刀的方式,其他加工參數的設置都比較簡單。粗加工選擇Φ5的平刀。精加工選擇Φ2的球刀進行。切削參數方面如表3所示。
三、課程融通下教學模式實踐效果
2022年9月在我校進行了相關教學實踐,在高三數控加工2班進行了為期一周的融合貫通案例教學實驗,同時,數控加工1班采用傳統教學法組織教學活動,配置相同的教學環境、任課老師和評價方案,通過兩個班級的實驗結果比較,數控加工2班相關課程的考試成績有了明顯提高,學生對于專業知識接受程度變得更加主動,也提升了學生專業學習的興趣。教師也在新模式下,貫通了專業課程的壁壘,完善教學過程和教學方法,提升了專業教學效果。
四、結束語
國際象棋凹模的設計加工課程的構建不僅彌補了各門專業課程之間的斷裂,更多的是讓學生在課程中提升相關學習能力,學生從被動學習轉為主動學習,構建產品全流程加工思維,這是我校數控專業一體化課程融合貫穿實踐的探究。然而,我校的案例實踐探究模式的構建還在起步階段,從教學案例、課時安排和課堂教學都需要不斷地改進,也期待在實踐中不斷地完善,構建適合中職學生專業發展的專業融合貫通課程。