鋁合金氣缸體表面氣泡修復技術研究
2024-10-29 00:00:00劉春柏宋春來戴俊良周麗宮楊今劉雷
汽車工藝師 2024年10期

摘要:總結了低壓鑄造鋁合金缸體缺陷產生的原因分析及解決措施,介紹了摩擦焊技術對鋁合金缸體氣孔修復的原理及試驗過程,通過試驗可有效修復缸體表面氣泡缺陷,從而提高產品的合格率,減少廢品損失。
關鍵詞:鋁合金缸體;摩擦焊;表面氣泡;修復
發動機是汽車的動力裝置,主要由缸體和缸蓋兩大部分組成并通過螺栓相互連接起來的,是汽車最核心的部分。低壓鑄造技術因其工藝出品率高,充型平穩,自動化程度高,在壓力作用下充型凝固的鑄件組織致密,被廣泛應用于鋁合金缸體鑄件的生產中。但缸體生產過程中不可避免會產生縮孔、縮松、氣孔等缺陷,導致鑄件成品率及性能降低,因此缸體的缺陷修復對實際工程有重要意義。本文主要對缸體表面氣孔缺陷修復進行試驗研究。
鋁合金缸體缺陷產生的原因分析
低壓鑄造工藝的金屬液體的充型速度能夠進行快速且方便的調節, 其鑄件的質量更為優良,并且其不單單可以采用砂芯, 還能夠適用于更加繁復的結構, 其還可以通過更低的壓力來進行鑄造[1,2]。在鋁合金缸體鑄造生產過程中,由于受到砂型質量、澆注溫度、金屬液質量、鑄件結構、澆冒口位置與大小及鑄造工藝方案等因素的影響,會使鑄件產生各種類型的缺陷,如縮孔、縮松、冷隔及氣孔等[3,4]。
1)因無機砂芯受潮發氣未排出型腔導致的氣孔,可以通過降低砂芯濕度和設置排氣塞來控制。
2)對貼近鑄件表面的縮松、縮孔類缺陷,可以通過減小保溫涂料的厚度,加強冷卻或降低模具局部加熱溫度的方式加快熱節處的凝固,從而減小缺陷。
3)鑄件內腔的縮孔、縮松缺陷可通過提高冒口芯的溫度,增加補縮效率消除。
4)澆口附近的縮孔、縮松,需要減少因敞開模具時間過長導致澆口降溫,同時加強澆口、升液管和升液盆的清理,以免澆口過早凝固或者被氧化物堵塞。
5)鑄件內部遠離澆口和冒口的縮松,可利用加工量的調整,拓寬補縮通道,加強對孤立液相區的補縮。
6)因升液管產生裂紋,使壓縮空氣侵入鋁液導致的氣孔,應減少升液管的振動,避免驟冷驟熱,并加強現場檢查和對升液盆口的清理。
氣泡缺陷的解決方案
生產出來的鑄件中不可避免地會出現一些不良品,其中一些不良品缺陷可以通過適當的方法得到補救。高性能、高功率內腔復雜V形發動機缸體的開發制造,氣泡缺陷問題成為不可忽視的技術性難題,將直接影響鋁合金缸體的成品率和性能。
以往的修復方法是將缺陷部位熱熔,再將鋁焊絲熱熔后填入缺陷部位,為達到焊接目的在缸體缺陷部位熱熔時,焊接區域熱影響區面積大、溫度高,會改變缸體的原有性能,需要進行二次熱處理來提升缸體本體性能,增加工序,修復成本較高。
氣泡修復實驗
對于氣孔缺陷的修復,本試驗利用摩擦焊接技術對鋁合金缸體表面氣泡缺陷進行補償修復,從而達到提高鋁合金缸體產品質量、降低產品復雜程度以及降低制造成本的目的。
摩擦焊焊接方法本質上是一種固相焊接,利用本體與填料的高速旋轉摩擦,使結合表面在固相狀態下結合,之后快速停止旋轉,使填料焊接在缸體本體上,優點是焊接溫度低,熱影響區小,不會改變缸體本體性能等優點。
1.修復原理
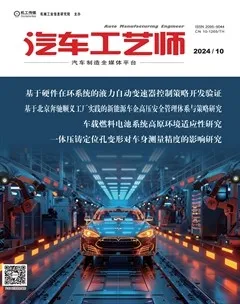
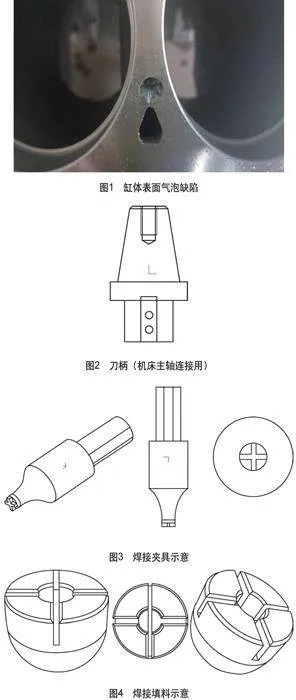
本試驗針對V8鋁合金缸體的表面氣孔采用摩擦焊接技術進行補償修復,缸體表面氣孔缺陷如圖1所示。其原理是提前預制一批不同尺寸的焊料,其尺寸分別為直徑12mm,長度9mm,其中一端形狀為球頭SR6mm、總長度為9mm,另一端加工出寬2mm、深3mm的十字槽,其作用是填補氣泡產生的缺料,通過如圖2所示刀柄的中心安裝孔將焊接夾具(見圖3)安裝在刀柄中,用側面2個M10螺釘緊固,再將刀柄安裝在機床主軸中,焊接時先將待焊工件剛性固定在機床上,機床主軸夾持D12mm的球頭銑刀,將氣泡位置預加工出R6mm的半圓球凹坑,接著將圖4所示焊接填料放入半圓球凹坑中,調整2mm×3mm的十字槽角度與機床焊接夾具的十字凸起部分對正,降低主軸高度使上下十字槽鑲嵌達到傳動旋轉動力目的,之后開動機床主軸,高速旋轉的焊接夾具帶動填料高速旋轉。同時主軸向下施加一定的壓力,使工件與填料產生摩擦,在摩擦熱和塑性變形熱的作用下,焊縫結合面的金屬在旋轉填料的牽引下進行塑性流動,在攪拌夾具施加的壓力共同作用下,摩擦至填料與工件接觸面相互融入對方,成為新的半固相結合面時,此區域即為焊接區域,此時關閉主軸旋轉,當主軸停轉旋轉時向上抬起焊接夾具,達到焊接的目的,表面氣泡修復完成。
2.試驗結果分析
修復后的鋁合金缸體表面情況如圖5所示,其表面氣泡缺陷已不可見,填料與缸體氣孔缺陷處結合良好,缸體合格率提高。
結語
汽車鋁合金缸體可以達到汽車輕量化的目的,常用的鑄造工藝是金屬型鑄造和低壓鑄造,并且鑄件質量要求極高。本試驗通過利用摩擦焊技術對鋁合金缸體表面氣孔缺陷進行修復的相關研究,對于修復后的表面狀況達到指標要求,極大提高了鋁合金缸體的成品率和性能,降低生產成本,可以推動汽車鑄件鑄造工藝的發展。
參考文獻:
[1] 孫洪強.論汽車鋁合金缸體缸蓋鑄造工藝研究現狀[J].時代汽車,2018(6):118-119.
[2] 廖仲杰.汽車發動機鋁合金缸體壓鑄工藝的改進[J].科學技術創新,2019(22):150-151.
[3] 劉吉東,鄒曉華,鄒曉東,等.低壓鑄造鋁合金缸體常見缺陷與應對措施[J].鑄造工程,2022,46(6):6-11.
[4] 劉廣超,王英杰,許世龍.汽車鋁合金缸體缸蓋鑄造工藝研究現狀[J].黑龍江科技信息,2017(3):18.