PDCA循環在熱沖壓模具調試過程中的應用
2024-10-29 00:00:00段永杰倪楓林
汽車工藝師 2024年10期
摘要:為完成M公司某熱沖壓保險杠模具調試,解決過程中遇到的質量問題,達到交樣條件,采用PDCA循環進行模具調試。在計劃階段,設定調試目標,分析零件尺寸波動原因,制定調試計劃;在實施階段,對分析出來的真因進行優化;在檢查階段,通過做測零件尺寸和四角限位到底情況對優化效果進行檢查;在處置階段,針對Ppk未達到量產標準的問題制定新的應對措施。通過調試,某熱沖壓保險杠尺寸明顯好轉,合格率由65%提升至100%,零件尺寸穩定性提高,解決了其無法小批量交樣問題,同時提高了調試效率,節省了調試成本。驗證了PDCA循環在熱沖壓模具調試過程中的有效性。
關鍵詞:熱沖壓保險杠;PDCA;熱沖壓調試
作為降低車身質量、幫助降低汽車碳排放同時能夠提高車身強度保證乘客安全的有效技術手段,熱沖壓零件在車身上的應用越來越多[1]。熱沖壓通過加熱爐將板料充分加熱至奧氏體化后,快速投入沖壓模具,沖壓的同時通過水道快速冷卻淬火,使之馬氏體化,獲得超高強度的零件。但從模具組裝完成到本地穩定批量生產,有較長時間的調試過程,尤其是當模具回到母線后,需要占用母線產能,如何高效地調試,用較短的時間解決模具、零件、產線匹配等問題,成為熱沖壓廠重點研究的課題之一。
PDCA循環作為解決問題并持續改進的有效工具,應用于熱沖壓模具調試,有較大的研究價值,主要分為四個階段,分別為:計劃階段P(Plan)、執行階段D(Do)、檢查階段C(Check)及處理階段A(Act)。在計劃階段主要有分析現狀、找出原因、分析原因及擬定措施計劃等步驟;在執行階段執行制定的計劃;在檢查階段主要評估效果和找出執行過程中的問題;在處理階段主要制定新的改進措施和目標。
鞠興華、楊曉華等通過兩次PDCA循環改進,將后壓漿綜合優良率由78%提高到100%,滿足站內無砟軌道鋪設對基礎沉降量的要求,減少了返工,提高了經濟效益[2]。
李華橋、吳霄等基于基于PDCA循環法,找出斷路器跳閘主要原因,制定合適方案和計劃,通過驗證證明方案可以提高斷路器系統抗沖擊能力,達成不再跳閘的目標[3]。
通過文獻分析可以發現,PDCA循環在改進工藝、改善產品質量、提高生產效率及優化成本等方面均取得很好效果,得到廣泛應用。本文將應用PDCA循環完成M公司某熱沖壓保險杠模具調試,解決過程中遇到的質量問題,達到量產條件。
項目信息
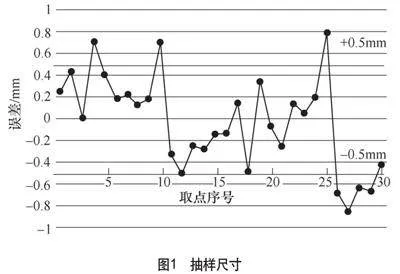
結合某熱沖壓模具經在供應商處進行驗收,零件尺寸合格率95%,研合著色率90%,動靜檢未發現影響尺寸合格率其他問題,驗收合格,模具回廠。2022年9月進行母線首次出件,測得抽樣零件尺寸波動超出公差帶寬度,零件尺寸合格率僅為70%左右,零件無法交樣,更無法達到量產要求,如圖1所示。
為提高調試效率,提高零件合格率,盡快達到量產狀態,應用PDCA循環分階段按步驟進行熱沖壓調試。
PDCA循環計劃階段
計劃階段需要設定調試目標、找出零件尺寸差、波動大的原因,制定解決方案和調試計劃。
1.設定目標
計劃調試的最終目標主要是產品尺寸合格率達到100%,Ppk達到1.67,Cpk達到1.33,成本盡可能低,至少要低于報價目標成本,最終順利量產。根據經驗,母線調試需要較長周期且較多輪數的調試、改模才能達到最終目標,目標分解合理十分重要。
當零件尺寸波動大、合格率較低時,優先要解決的是尺寸波動大,才能進行下一步改模,進而提高零件合格率。即將零件尺寸波動縮小至公差帶的2/3。
2.分析原因
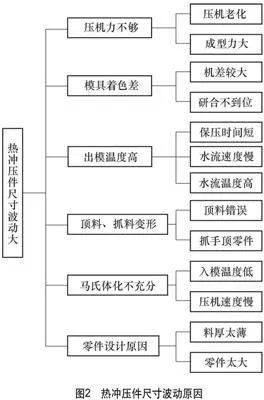
根據經驗并查閱文件,同時組織名義小組討論,總結出熱沖壓尺寸波動的主要原因如圖2所示。
通過調查、實驗分析、測試等手段對圖2中6個原因逐一分析,分析結果如下:
1) 通過確認壓機確有老化現象,額定800t壓力只能用到780t左右。同時,通過CAE分析得出所需成型力為750t,按照以往經驗,需乘以1.2倍系數,約為900t,才是實際所需成型力。此因可能為尺寸波動重要原因。
2) 沖壓模具研合率是模具制造過程中重要質量指標[4]。雖然模具回廠前已確認研合到位,著色較好,但受機差影響,母線著色差是大概率事件,需要確認母線著色并重新研合。根據以往經驗模具母線著色差,可能是尺寸波動的主要原因。
3) 出模溫度高會導致零件空冷時不受模具約束,變形不穩定。一般要求出模溫度低于200℃[5],但對于尺寸易波動零件,需要降低出模溫度,以減少空冷變形。經查零件出模溫度檢測儀記錄,本項目零件出模溫度約為60℃,排除出模溫度高的原因。
4) 由于本模具無下壓料板,且已確認零件拔模角>15°,不會卡在凸模上和頂料插片上,頂料無變形。取零件的抓手夾緊后未對零件施加扭轉力,本原因可以直接排除。
5) 熱沖壓零件成型時溫度越高,所需的成型力就越小,冷卻速度達到條件后鐵素體轉化成馬氏體就越充分,冷卻保壓后的零件越穩定[6]。成型時溫度高需要兩個條件,入模溫度高和沖壓速度快。經查入模溫度記錄儀,本項目入模溫度大于830℃,入模溫度原因排除。查壓機參數,發現到底前50mm壓機下壓速度為50mm/s,速度較慢,為較可疑原因之一。
6) 本零件厚度2.3mm,零件長度小于1m,為不易變形零件,排除零件設計原因。
綜上,是否存在機差、壓機力是否夠用、模具著色率及壓機速度可能是本次零件尺寸波動的重要原因,也是將要進行調試的重點。
3.形成計劃
提高調試效率、減少調試次數,還需要對分析出的原因進行確認,防止出現未經確認就制定措施,做無用功,確認為真因后執行對應措施。
針對重點考慮的三個原因,與計劃工程師、生產工程師共同制定調試計劃驗證,計劃如下:
1) 使用一模四腔中的兩腔壓零件,對比四角鉛絲,檢查模具到底位置,確認壓力是否夠用,并壓三套零件,確認尺寸是否變好,需求時間為2h。
2) 加快壓機速度,對比四角鉛絲,檢查模具到底位置,確認壓力是否夠用,并壓三套零件,確認尺寸是否變好,需求時間為1h。
3) 使用研磨件壓合,確認模具著色率,如著色率小于80%,則重新研合。同時,壓四角鉛絲,與驗收時在模具廠壓的鉛絲對比,如鉛絲數值差0.3mm以上,則說明存在明顯機差,也需要重新研合。需求時間為確認機差2h,重新研合16h。
所需求的物料、人力資源也需體現在計劃中,并發送至各職能部門主管提前協調。
PDCA循環實施階段
根據制定的計劃分三步進行調試。
1.確認壓機力是否夠用
首先,不調整壓機速度的情況下,使用一模四腔壓3套零件①~③,在模具四角到底限位1mm槽內在壓鉛絲,測出A/B/C/D四角鉛絲厚度分別為1.53mm、1.65mm、1.82mm和1.96mm,距離到底至少還有0.5mm。
其次,不調整壓機速度的情況下,使用一模兩腔壓零件3套④~⑥,在模具四角到底限位1mm槽內在壓鉛絲,測出A/B/C/D四角鉛絲厚度分別為1.05mm、1.14mm、1.34mm和1.48mm,已經到底。
對比可以發現,一模四腔模具明顯壓不到底,壓機力不夠用。
手測做出的6套零件尺寸也可以發現,一模兩腔做出的零件尺寸更好,進一步驗證了壓機力不夠用。
2.確認壓機速度對成型力的影響
調整壓機速度,到底前50mm將速度50mm/s改為450mm/s,使用一模四腔壓零件3套⑦~⑨,在模具四角到底限位1mm槽內在壓鉛絲,測出A/B/C/D四角鉛絲厚度分別為1.03mm、1.06mm、1.05mm和1.05mm,到底情況明顯好轉。
手測做出的零件⑦~⑨尺寸與④~⑥對比,⑦~⑨尺寸更好,驗證了壓機速度越快,所需成型力越小。
3.確認研合率
使用研磨件,進行打合,著色約為70%,著色較差,遠低于驗收時的90%著色率。壓四角鉛絲,與驗收時在模具廠壓的四角鉛絲對比,最大差值有0.5mm。說明存在較大機差,需要進行研合。
研合2個班約16h后,重新打合,著色率提升至約90%。壓四角鉛絲,與驗收時差值已在0.2mm以內。
PDCA循環檢查階段
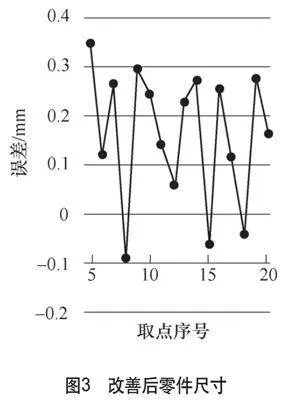
對實施階段的措施進行驗證:使用已經研合至著色率90%的模具,以到底前50mm壓機速度為450mm/s的參數,使用一模兩腔,做件20件,并測尺寸,數值如圖3所示。
其尺寸已100%合格,且波動范圍已明顯小于公差帶寬度。
但計算平均值M= 0.156mm,標準差S= 0.15mm,不考慮中心值偏移,其過初始程能力指數為1.11。
PDCA循環處置階段
將到底前50mm壓機速度450mYjjeBgzI0kCg0g5sCZFF0A==m/s,寫入壓機參數表,固化本次調試成果。
鑒于公尺寸合格率已100%,波動已小于公差帶寬度的2/3,可以進小批量交樣。但其初始過程能力指數還遠小于期望值1.67,需要進一步優化模具穩定性。
具體措施如下:
1)在公差范圍內放模具凸圓角,已減少所需成型力。
2)繼續研合模具至著色率大于等于95%。
3)尺寸穩定性達到以后,針對偏離中心值較大的區域進行改模。
結語
本文在熱沖壓調試過程中,運用PDCA循環分四個階段展開工作,找出影響零件尺寸穩定性的真因,并針對真因進行改善,減少了沖壓過程中所需的成型力,提升模具著色,提高了零件尺寸穩定性,解決了不能交樣問題。較以往提高了調試效率,節省了調試成本。
最后,熱沖壓模具將繼續按照PDCA循環持續優化過程中遇到的所有質量問題,直到達到量產條件,模具進行終驗收。
參考文獻:
[1] 金學軍,龔煜,韓先洪,等.先進熱成形汽車鋼制造與使用的研究現狀與展望[J].金屬學報,2020,56(4):411-428.
[2] 鞠興華,楊曉華,張莎莎.基于PDCA模式的客運專線灌注樁后壓漿質量管理[J].深圳大學學報(理工版),2018, 35(2):139-145.
[3] 李華橋,吳霄,代俊安,等.PDCA循環在提高儀控設備斷路器系統抗沖擊能力中的運用[J].上海交通大學學報,2019,53(S1):61-67.
[4] 楊慶波,王達鵬,于大江,等.汽車沖壓模具快速研合技術探究[J].汽車工藝師,2024(3):12-15.
[5] 史曉辰,周波,孫慧.汽車零部件自動化熱成形生產線關鍵技術設計[J].金屬加工(熱加工),2022(7):6-17.
[6] 劉鵬,茹承曦,尤寶卿,等.22MnB5踏板橫梁零件的熱成形工藝開發[J].鍛造與沖壓,2023(24):38-42.