冷沖模鍍鉻模具嵌入式修復方法
2024-10-29 00:00:00崔巖李鵬宇張洪豐趙振興姚春曉
汽車工藝師 2024年10期

摘要:通過某車型發罩外板拉延模具凸模鍍鉻后,生產過程中落入異物,造成型面受損,利用凸模鑲入嵌體的方法,將鍍鉻后的拉延模具凸模修復過程進行總結,歸納出一套行之有效的修復方案供模具維修行業從業者研究參考。
關鍵字:模具鍍鉻;嵌體;修復
代明材總結了三種模具型面修復方法氧炔焰烤火修復、冷焊機型面補焊修復以及鑄件鑲嵌修復等方法[1]。李葆等人研究了汽車模具鍍鉻前的處理工藝[2],這些研究都是在模具鍍鉻前的修復。寇兆陽等人總結了汽車覆蓋件大型拉延模上應用鑲塊鍍鉻技術以解決零件拉毛、開裂等生產問題的實例及用法[3],但沒有能夠指導模具凸模鍍鉻后如何修復受損凸模的案例。
拉延模具鍍鉻方法
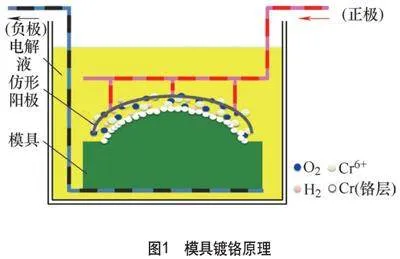
目前國內大多數拉延模具凸模材質為GGG70L(德國牌號),GGG70L 球墨鑄鐵具有良好的力學性能、表面淬火性能及焊接性能,所以目前較多應用于汽車覆蓋件拉深模的凹模、凸模、壓邊圈等。目前,為了提高模具的光潔度及耐磨性能,大部分規劃產量在5萬輛以上的模具會選擇表面鍍鉻處理。模具鍍鉻就是利用電解原理在模具表面生成一層金屬鉻的電化學反應過程,如圖1所示。鍍鉻過程中模具接電源負極,按照模具表面形狀加工制做的仿形陽極接電源正極,模具和仿形陽極之間保持一定的距離,并全部浸入到電解液中。接通電源后,模具和仿形陽極之間發生一系列復雜的電化學反應,電解液中的六價鉻離子在模具表面被還原成金屬鉻,形成鍍鉻層,同時釋放出氫氣H2和氧氣O2。模具鍍鉻后鍍鉻層硬度為55~62HRC,鍍鉻層厚度為平面5~15μm、R角20~35μm,模具R角的鍍鉻層厚度大約是平面鍍鉻層厚度的2~3倍,R越小厚度會越厚。模具鍍鉻層拋光后的表面粗糙度為平面Ra2~3μm, R角Ra0.5~1μm,鉻鍍層的摩擦系數很低,特別是干摩擦系數在所有金屬中是最低的,因此,鉻鍍層具有很好的耐磨性,模具鍍鉻的次數一般沒有限制,如果鍍鉻層發生磨損, 需要將原有鍍層退除后,重新鍍鉻。
拉延凸模受損后燒焊修復方法
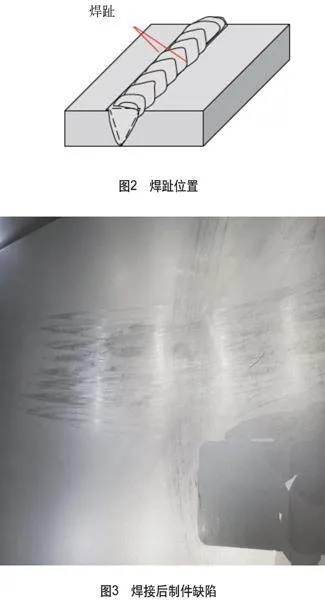
模具如受損嚴重,修復方法一般為燒焊后研修,而鍍鉻后的模具如果進行燒焊修復,會出現燒焊區域邊緣塌陷,產生修復不良的缺陷。原因為燒焊過程中熔滴溫度達到2300℃,而鉻的熔點為1907℃ ,焊接過程中溫度升高到鉻的熔點后,鉻在燒焊熔池邊緣的焊趾區域熔化,并且產生焊趾塌陷(見圖2),維修過程中,塌陷區域會始終低于未燒焊區域,焊接之后產生缺陷(見圖3)。
嵌入式修復方法
1.嵌入式修復實例
為了避免鍍鉻模具的焊接,將模具凸模受損部位使用嵌入式的方法修復,具體修復實例如下:某車型發動機罩外板由于生產過程落入異物,沖壓過程中異物將凸模壓傷(見圖4),凸模型面受損嚴重產生深坑,生產出的制件已經無法滿足質量要求。經過測量,測得坑深1.2mm,直徑大約17.5mm的不規則圓形缺陷。
由于凸凹模已經鍍鉻,所以采用嵌入式修復方法修復,在凸模上加工一個直徑大于17.5mm的孔,選擇加工直徑22mm、深度為24mm的圓柱形盲孔,同時選用相同材質GGG70L材質加工一個圓柱。將圓柱放入液氮中制冷,液氮溫度為-196℃,可計算出制冷后圓柱的直徑方向縮小至22mm,從液氮中拿出圓柱棒壓入凸模上的圓柱形圓孔,圓孔壁清理干凈無雜質,涂抹薄薄一層液體防松膠,當圓柱棒溫度與室溫相同后,圓柱棒直徑擴大0.05mm,此時圓柱棒與圓柱孔為過盈配合,屬于不可拆卸的固定連接。按照此凸模的數模,對凸模嵌入的鑄鐵棒表面進行加工,留1mm左右余量,手工修復。
手工修復需要利用紅丹粉、直柄砂輪機、研板油石等工具,研板上刷上適量的紅丹粉,在嵌入的鑄鐵棒上部往復研磨。鑄鐵棒上沾有紅丹粉的區域為高點區域,使用砂輪機反復打磨高點區域,直至凸模與鑄鐵棒全部均勻粘有紅丹粉為止,使用600#細油石推光,恢復原模具的表面光潔度,這時凸模型面方才恢復平順,模具型面完全得到恢復,再次上線生產驗證零件表面質量,經過質保部門檢測,質量狀態與型面受損前無明顯變化,符合公司沖壓件表面質量標準。
2.嵌入式實例方法的優點和使用范圍
此方法主要用于型面受損深度大,受損面積大的缺陷,如模具沒有鍍鉻,無需再次修復,可直接進行鍍鉻處理。也適用于鍍鉻后拉延凸凹模受損的維修,維修后只破壞受損部位的鍍鉻層,與燒焊修復相比減少了模具凸模型面燒焊過程中的熱變形影響,較少燒焊修復時對鍍鉻層的破壞,降低了鍍鉻層與燒焊部位修復后光順不好產生的接不順現象。
目前公司鍍鉻后的拉延模具型面受損均采用此種方案修復,一般修復周期為1~2天,修復效果好,風險小,適用于大批量生產的沖壓模具修復。本方案不是唯一解決鍍鉻后凸模損壞的方案,還需繼續探究更多種解決方案供模具從業者探討和使用。
參考文獻:
[1] 代明材.汽車覆蓋件拉延模型面修復方法[J].鍛造與沖壓,2021(22):64-66.
[2] 李葆,徐卉,楊逢春,等.汽車模具鍍鉻表面處理前的工藝技術[J].模具技術,2017(1):61-63.
[3] 寇兆陽,萬紅武,張文波,等.大型拉延模應用鑲塊鍍鉻技術[J].汽車工藝與材料,2022(3):28-31.
[4] 邊超,王延慧,王磊,等.沖壓模具表面電鍍鉻工藝研究及其應用[J].中國設備工程,2019(16):165-167.