工業(yè)移動機器人在智能制造中的應用
2024-12-29 00:00:00萬雯李健張星星
科技資訊 2024年22期
摘要:航天制造業(yè)作為智能制造業(yè)的領先產(chǎn)業(yè),其移動式銑削機器人作業(yè)精度不高問題已成為阻礙產(chǎn)業(yè)運作效率和質量的重要因素。為幫助移動式銑削機器人提高精準控制技術,基于絕對定位精度的要求,通過D-H模型法完成對機器人模型的構建,結合Siemens840Dsl控制系統(tǒng)對移動銑削機器人的運動學特征進行全面分析,并以關節(jié)轉換為要點,提出了第二測量系統(tǒng)下的關節(jié)轉角誤差補償策略和坐標系關聯(lián)變換方案。結果顯示,實施優(yōu)化補償策略后,銑削機器人末端絕對定位精度、整體運動軌跡精度均實現(xiàn)了明顯提升。
關鍵詞:工業(yè)移動機器人 智能制造 精度控制 運動軌跡
The Application of Industrial Mobile Robots in Intelligent Manufacturing
WAN Wen LI Jian ZHANG Xingxing
Intelligent Manufacturing Department of Shanghai Minhang Polytechnic, Shanghai, 201111 China
Abstract: As a leading industry in the intelligent manufacturing industry, the low accuracy of mobile milling robots in the aerospace manufacturing industry has become an important factor hindering the efficiency and quality of industrial operations. To help improve the accuracy control technology of mobile milling robots, based on the requirement of absolute positioning accuracy, the robot model was constructed using the D-H model method. Combined with the Siemens 840Dsl control system, the kinematic characteristics of the mobile milling robot were comprehensively analyzed, and a joint angle error compensation strategy and coordinate system correlation transformation scheme under the second measurement system were proposed with the key point of joint transformation. The results showed that after implementing the optimized compensation strategy, the absolute positioning accuracy of the end effector and the overall motion trajectory accuracy of the milling robot were significantly improved.
Key Words: Industrial mobile robot; Intelligent manufacturing; Accuracy control; Trajectory
面對全新的工業(yè)革命進程,世界各個國家都紛紛參與其中,先后提出了“工業(yè)4.0戰(zhàn)略計劃”“工業(yè)2050”等戰(zhàn)略[1-2]。為了全面帶動制造業(yè)發(fā)展,我國也隨之提出了“中國制造2025”和“智能制造”等計劃,將全新的信息技術手段與制造產(chǎn)業(yè)各個環(huán)節(jié)相互融合,帶動智能制造得以快速發(fā)展,對工業(yè)基礎能力進行深度強化,推動產(chǎn)業(yè)實現(xiàn)高質量轉型,最終助力中國制造業(yè)能夠實現(xiàn)歷史性跨越[3]。本文結合大型艙體加工期間移動式銑削機器人的作業(yè)精準度要求,基于Siemens840Dsl控制系統(tǒng)下構建起全新的精度控制策略,期望能夠最大程度上減小關節(jié)的轉角誤差,促使銑削機器人的軌跡精度提升。
1工業(yè)移動機器人精準控制技術
1.1機器人D-H模型建立
D-H模型是由Denavit與Hartenberg共同提出的一種全新的機器人建模手段,其能夠將機器人的各個部位以抽象的方式得以串聯(lián),并基于幾何關系下控制各連桿坐標系,達到坐姿關系的調控[4]。
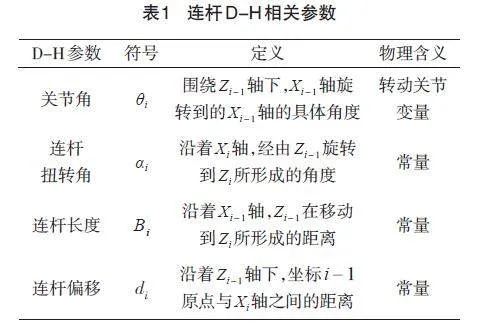
基于D-H模型,以關節(jié)i為中心來完成對連桿之間的相互關聯(lián),從而達到二者的相互協(xié)作,具體包括連桿i與連桿i-1。連桿之間又能夠在其所能夠活動的空間范圍內,基于關節(jié)軸線形成對應的空間關系,此時主要采用連桿長度和扭轉角來呈現(xiàn),參數(shù)分別為、。一個關節(jié)通常是基于所連接桿的偏移和關節(jié)之間的角度來表示,其中連桿偏移di可以經(jīng)由關節(jié)i軸,從坐標系到坐標系之間間隔的距離,最終形成轉動角度。固定連接之后,為了保障后續(xù)建模統(tǒng)一性,需要確保z軸與x軸能夠始終處于垂直狀態(tài)。連桿D-H相關參數(shù)情況如表1所示。
因上述變換過程主要基于自身坐標系來實現(xiàn)旋轉和平移活動,所獲得坐標系與相對坐標系的姿勢轉換齊次矩陣:
上述公式展開表述:
因連桿長度、偏移等參數(shù)在完成機器人制造后就不會出現(xiàn)變化,故關節(jié)角成為控制機器人運作精度的關鍵。為此,本次設計基于關節(jié)角作為矩陣函數(shù)變量,只有確定每個關節(jié)的運動轉角,才能夠確保末端位姿。
1.2機器人運動學分析
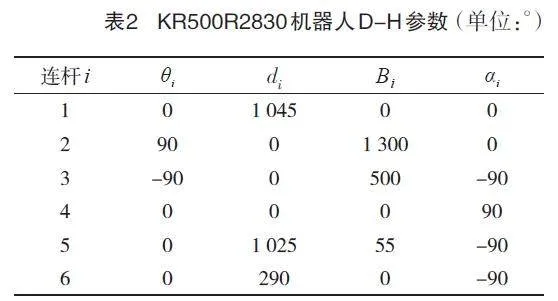
本研究基于Siemens840Dsl控制系統(tǒng)來進行移動銑削機器人的驅動,為了保證機器人本體KR500R2830能夠實現(xiàn)六軸聯(lián)動插補運動,必須基于數(shù)控系統(tǒng)要求來實現(xiàn)對相關數(shù)據(jù)的寫入和變量操作。基于D-H法對已知D-H參數(shù)輸入即可獲得相應運動學分析結果。KR500R2830機器人D-H參數(shù),見表2。
1.3關節(jié)轉角誤差補償
本研究采用光柵尺來完成測量,并結合測量獲取的誤差情況做出對應的補償處理,盡可能地降低關節(jié)轉角誤差問題[5]。考慮到機器人自身的外形特征,不能夠直接運用光柵尺,故在研發(fā)期間結合數(shù)控系統(tǒng)設計了一個相對應的閉環(huán)反饋機制,確保能夠動態(tài)掌握傳動比值結果,通過控制系統(tǒng)啟動第二測量系統(tǒng),并將光柵尺作為第二測量系統(tǒng)配置到對應驅動閉環(huán)中完成反饋控制。通過方法處理,能夠有效提高機器的運作實時性,避免信號延遲,誤差補償效果不佳的問題。
1.4標系關聯(lián)變換
本研究利用激光跟蹤儀輔助完成工作區(qū)域的建場、定位和加工處理。借助激光跟蹤儀獲得三個鄰近靶點、、,其中主要表示坐標系原點,對坐標系位置進行明確,經(jīng)由指向設定為X方向;基于右手定則,處于Y軸上。若靶向的坐標值處于,此時即可確定坐標系轉換矩陣計算公式為:
(3)
式(3)中:
經(jīng)由激光跟蹤儀完成標定,即可獲得可逆的轉換矩陣,并完成在工具整體坐標系、工件局部坐標系之間的相互轉換,矩陣為,從而達到整體性評價。
2工業(yè)移動機器人在智能制造中的應用
本研究基于Siemens840Dsl控制系統(tǒng)下研發(fā)設計的提升控制精準度的銑削機器人,為了解其實踐運用情況,故通過Siemens840Dsl控制系統(tǒng)搭建起應用場景。
2.1 Siemens840Dsl控制系統(tǒng)介紹
Siemens840Dsl控制系統(tǒng)是西門子公司的高端系統(tǒng),其表現(xiàn)出較高的靈活性、模塊化和開發(fā)性特征,能夠為使用者提供友好的操作編程、可視化界面等相關功能[6]。本次應用場景下,基于840Dsl控制系統(tǒng)下采用SINAMICS S120驅動系統(tǒng),幫助控制系統(tǒng)提升對電機的整體選擇性。系統(tǒng)將外部通信功能與驅動閉環(huán)系統(tǒng)等集成為NCU,增加擴展多軸(>6軸)控制系統(tǒng),并添加多軸插補功能。借助電器控制來幫助機器人降低關節(jié)運作的振幅,同時增強整體收益,優(yōu)化機器人的運作定位精準度。
2.2銑削機器人系統(tǒng)
本次設計的銑削機器人以KR500R2830為本體,其具備了6個旋轉關節(jié),有著6個自由活動角度。KR500R2830機器人的負荷為500 kg,最大作用范圍2 826 mm,精準度為<±0.08 mm。銑削機器人的執(zhí)行末端則主要由Y/Z方向進給電機、末端刀架、高速電主軸3個部分組成。末端執(zhí)行器主要負責進給銑削加工,并基于Y/Z方向來進行精準移動、加工平面定位。
2.3機器人精度評估標準
考慮到機器人自身并未配備二次裝置,故對重復定位精度進行了控制,主要觀察銑削機器人的絕對定位精度。按照標準來看,絕對定位精度主要是指銑削機器人在對刀具末端進行加工期間,其末端實際運作到的位置集群與指令預計位置之間的偏差。具體計算公式為:
式(4)中:xc、yc、zc分別用于對不同空間坐標指令位置進行表示;則分別用于對不同方向上末端運作位置坐標進行表示。
式(5)中:n主要表示相同指令下相同位置重復次數(shù);xj、yj、zj分別用于第j次末端的實際位置坐標值進行表示。
2.4系統(tǒng)中主要坐標系的構建
為確保機器人各個部位能夠實現(xiàn)統(tǒng)一運作,本次場景構建中,基于機器人實際情況,構建起世界坐標系、末端刀具坐標系與工件局部坐標系,具體情況如下。
2.4.1世界坐標系
因世界坐標系需要至少4個采樣點,故本次場景搭建,將靶標球依次放入到相應靶標座位上,以激光跟蹤儀對靶標球空間位置進行如實記錄,配合自帶軟件完成擬合;將上述設計的測定點投影到世界坐標平面;借助“三點法”完成世界坐標系搭設。
2.4.2末端刀具坐標系與工件局部坐標系
基于笛卡爾坐標系,運用固定在末端主軸上方的活動靶標,以所構建的基礎坐標為依據(jù),經(jīng)由機器人的正解取得銑削機器人末端在基礎坐標系下的位姿,并結合右手法完成末端坐標系構建。
3工業(yè)移動機器人應用效果
3.1機器人運動學誤差模型補償策略驗證
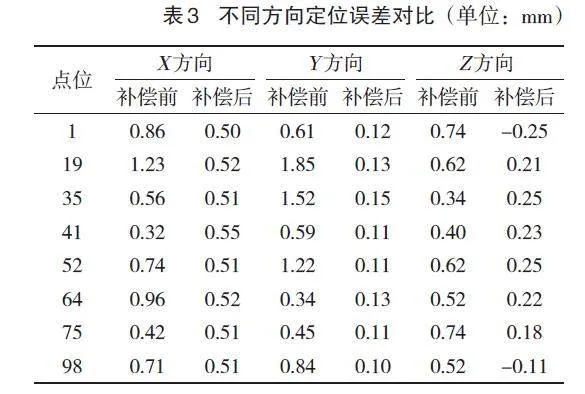
基于數(shù)控程序編寫下對機器人100個點位運動執(zhí)行指令情況進行了解,基于激光跟蹤儀獲取點位坐標,掌握實際位置與理論誤差情況,對比未補償前的誤差情況。本次應用場景中,不同方向定位誤差情況,如表3所示。
根據(jù)表3來看,末端安裝在本次構建的場景中,在未實施誤差補償之前,其在X方向上的最大誤差為0.96 mm,在Y方向上的最大誤差為1.85 mm,在Z方向上的最大誤差為0.74 mm。但在實施優(yōu)化補償策略之后,機器人在X方向的最大誤差為0.55 mm,在Y方向上的最大誤差為0.15 mm,在Z方向上的最大誤差為0.25 mm。不難發(fā)現(xiàn),在實施優(yōu)化補償策略后,銑削機器人末端絕對定位精度有了顯著提升,證實本次所研發(fā)設計的誤差模型補償策略具有較高可操作性和準確性。
3.2軌跡精度測試
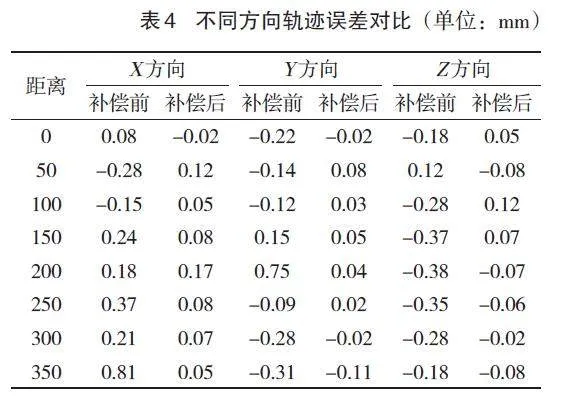
在測試期間,測試軌跡搭設為圓弧形,采用激光跟蹤儀跟隨采樣。操作移動銑削機器人完成直徑為1 000 mm的圓弧運動,完成365個采樣點數(shù)據(jù)采集,每次采樣間隔時間設定為0.2 ms。基于激光跟蹤儀獲取點位坐標,掌握實際位置與理論誤差情況,對比未補償前的誤差情況。本次應用場景中,不同方向定位誤差情況,如表4所示。
根據(jù)對比結果來看,采取補償策略后,銑削機器人整體運動軌跡精度有了明顯提升。
4結論
本研究得出以下幾點結論。
(1)借助于經(jīng)典D-H模型進行移動式銑削機器人運動學模型構建,可快速推導KR500機器人的定位誤差模型,并通過二階反饋測量系統(tǒng)的安裝促使關節(jié)轉角誤差得到控制,保證銑削機器人的絕對定位精準度。
(2)借助激光跟蹤儀Siemens840Dsl控制系統(tǒng)聯(lián)動 SINAMICS S120 驅動系統(tǒng)完成移動式銑削機器人運作測試場景的構建,并基于國家標準明確具體評估標準和測試坐標系,確保測試結果準確有效。
(3)通過采集100個點位運動執(zhí)行指令和365個軌跡采樣點數(shù)據(jù)采集,對比未補償前和補償后機器人的運作誤差情況。表明在實施優(yōu)化補償策略后,銑削機器人末端絕對定位精度、運動軌跡精度有了顯著提升。
參考文獻
[1]李宇飛,田威,李波,等.機器人銑削系統(tǒng)精度控制方法及試驗[J].航空學報,2022,43(5):101-111.
[2]梁志強,石貴紅,杜宇超,等.考慮主軸-刀柄結合面特性的機器人銑削系統(tǒng)刀尖頻響預測研究[J].中國機械工程,2023,34(1):2-9.
[3]石峰,徐雅麗,孫年俊,等.薄壁筒段件機器人銑削系統(tǒng)[J].測控技術,2023,42(11):64-72.
[4]楊繼之,林曉青,樂毅,等.可移動機器人檢測銑削系統(tǒng)建模與仿真研究[J].機械設計與制造,2020(7):170-173.
[5]陸祎慧,程麗娟,方成剛,等.基于被動柔順裝置的改進PID控制方法[J].工業(yè)儀表與自動化裝置,2023(6):114-120.
[6]康瑞浩,胡俊山,田威,等.面向工業(yè)機器人的數(shù)字孿生建模精度補償方法[J].航空制造技術,2023,66(6):50-59.
