FOCKE-FXS 725封簽折疊導塊改進與應用
2025-02-15 00:00:00朱曉東張應龍
科技創新與應用 2025年4期
關鍵詞:缺陷



摘" 要:該文以封簽缺陷情況為切入點,對FOCKE-FXS 725小包機封簽折疊系統進行深入剖析,分析封簽缺陷原因并改進封簽折疊導塊,實現降低封簽缺陷產品發生的目的。重點研究封簽折疊系統結構和原理,找出原有封簽導塊設計不合理的區域并針對性加以改進調試。該改進封簽折疊導塊的運用改善封簽折疊效果,可以極大地減少封簽缺陷情況的發生,完成提高生產效率、改善產品質量以及降低物耗的目標。
關鍵詞:封簽;缺陷;封簽折疊導塊;改進與運用;封簽折疊系統
中圖分類號:TH17""""" 文獻標志碼:A""""""""" 文章編號:2095-2945(2025)04-0135-04
Abstract: This article takes seal defects as the starting point, conducts an in-depth analysis of the FOCKE-FSX 725 small charter seal folding system, analyze the reasons for seal defects and improve the seal folding guide block, and realizes the reduction of the occurrence of defective products. Purpose. The focus is on the structure and principle of the seal folding system, and the unreasonable areas of the original seal guide block design are identified and targeted to improve and debug. The application of the improved seal folding guide block improves the seal folding effect, can greatly reduce the occurrence of seal defects, and achieves the goals of improving production efficiency, improving product quality, and reducing material consumption.
Keywords: Seal; defect; Seal folding guide block; Improvement and application; Seal folding system
FOCEK-FXS主要由725、753和779三部分單機組成,輔助裝置有519煙包輸送儲存系統、509煙包并包裝置、796商標儲存器和798中央卷筒存儲拼接裝置。其中,725承擔的主要是小盒的包裝及將合格煙包輸送到下個工序的功能。由于出色的模塊化設計,降低了各個組件的耦合性,為該機型的優化提供了很好的條件。昆明卷煙廠FOCKE-FXS包裝機主要承擔著云煙(軟珍品)的生產任務,其725小包成型機采用的連續高速轉位工作方式在完成軟包煙的折疊成型過程中,經常會出現封簽缺陷的情況,而封簽折疊不到位輕則產生軟包煙封簽歪斜、封簽長短的情況,重則產生封簽粘貼不牢、封簽撕爛煙包破損的質量缺陷。
原有封簽導塊的結構設計不合理,當煙包被干燥鼓推子推入,與位于干燥鼓入口擋塊處的封簽進行折疊時,封簽導塊下緣工作面與煙包上側表面接觸,會使煙包上側表面發生變形,出現如圖1所示的封簽歪斜、長短不一和粘貼不牢的缺陷煙包。同時,封簽折疊不良容易使設備干燥鼓模盒、封簽導塊和輸送通道內積膠積垢,導致軟包煙的外觀成型不符合工藝要求,增加保養和維修設備的時間,直接影響了產品質量和生產效率。為此,對封簽折疊導塊進行研究和改造以減少此類缺陷的產生,并提升設備生產效率。
1" 方案設計
1.1" 封簽折疊原理與改進思路
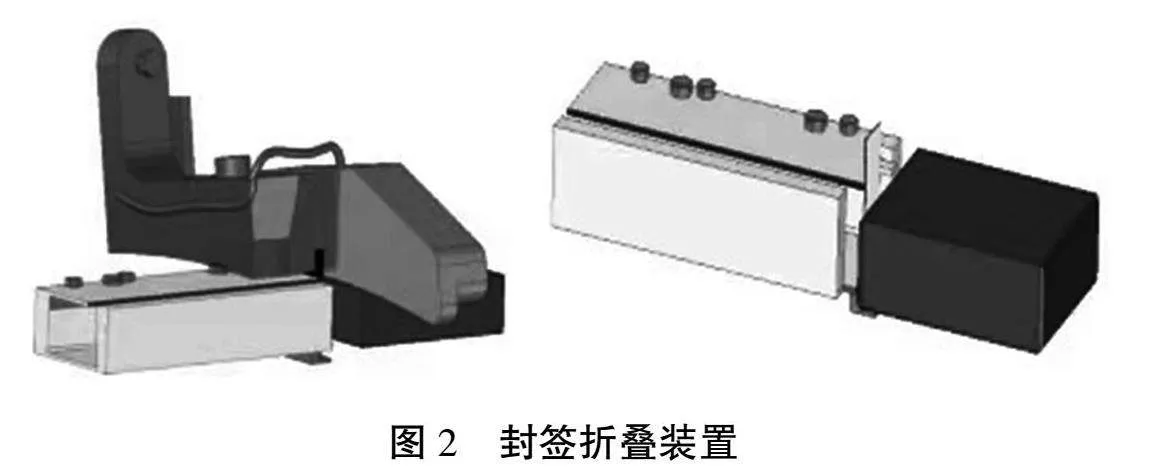
封簽裝置主要由導紙輥、牽引裝置、切刀輥組件、吸風帶、噴膠裝置和輸送壓輥幾部分組成。牽引裝置主要由真空環箱、牽引輥對、料位檢測、接頭檢測、印刷標記檢測和驅動裝置組成;真空環箱用于封簽帶的存儲和緩沖,將封簽牽引至切割裝置。定長切割與傳遞裝置則由驅動裝置、旋轉切刀、固定切刀和吸風帶組成;封簽紙帶在切刀旋轉和吸風帶向下吸送的作用下,切割成定長的單張封簽,并輸送至包裝位置;吸風帶在輸送過程中上膠裝置對封簽上膠,上膠裝置噴膠頭有2個,同時噴出2行膠點,在檢測到單張封簽到達位置時完成上膠。帶有膠點的單張封簽到達導軌定位點,通過負壓吸風板吸住,同時被干燥模盒入口處的上下2個凸起的擋塊穩住,隨模盒一起逆時針轉動。在到達干燥管入口時,隨著煙包被推板推入,封簽也被折疊,如圖2所示。
在煙包被推板推入,與封簽完成匯合折疊的過程中,封簽導塊啟到了按壓煙包上表面,保證煙包上表面較為平整的作用。而煙包被推入干燥鼓模盒,煙包的一側離開了原有封簽導塊時,封簽導塊下緣工作面與煙包上側表面接觸,導塊對煙包有向后的阻力,容易導致煙包上側左邊凸起而發生變形,讓封簽粘貼歪斜,導致封簽粘貼不牢,如圖3所示。
原有封簽折疊導塊結構不合理處在于2點:①封簽導塊在煙包推入干燥鼓時,下緣工作面與煙包上側表面接觸,導塊對煙包的一部分上表面有向后的阻力,容易導致煙包上側左邊凸起而發生變形。②封簽導塊與煙包上表面接觸的輪廓面積不足,未完全起到按壓煙包上表面,使其較為平整地被推入干燥鼓的作用。因此,改進思路為改進封簽導塊結構設計,減少其產生阻力的機械結構,同時增加靠近煙包頂端的輪廓面。
1.2" 材料選擇和結構設計
1.2.1" 材料選擇
封簽折疊導塊的材料需要具備一定程度的耐磨性、耐熱性、絕緣性和硬度,在塑膠、尼龍和膠木材料選擇中選取綜合因素較好的膠木作為導塊材料,見表1。
1.2.2" 結構設計
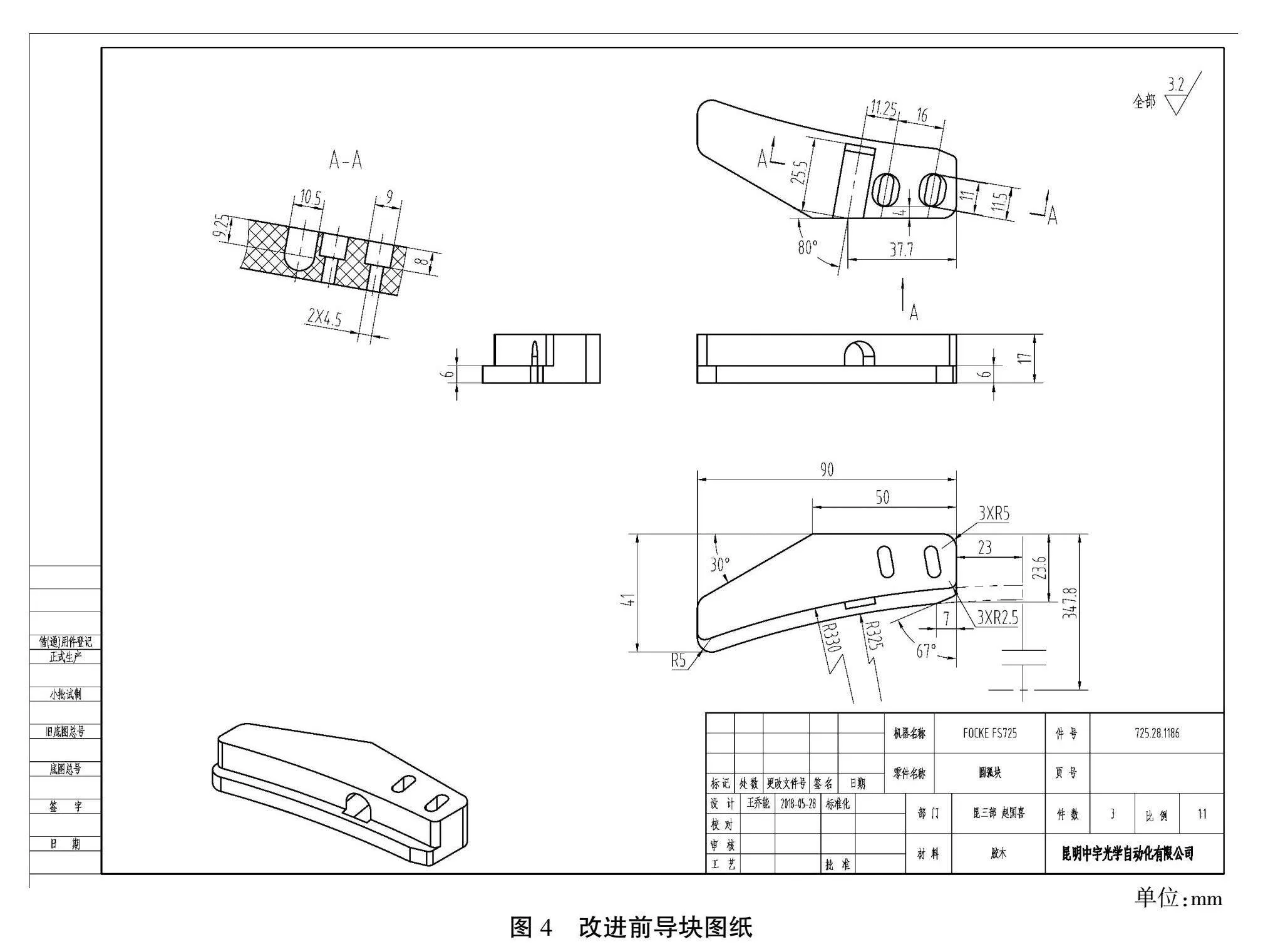
參考改進前的封簽導塊圖紙,根據封簽開始折疊的位置,確定削除的封簽導塊部分和增加的工作面的尺寸大小。改進前封簽導塊的圖紙,如圖4所示。
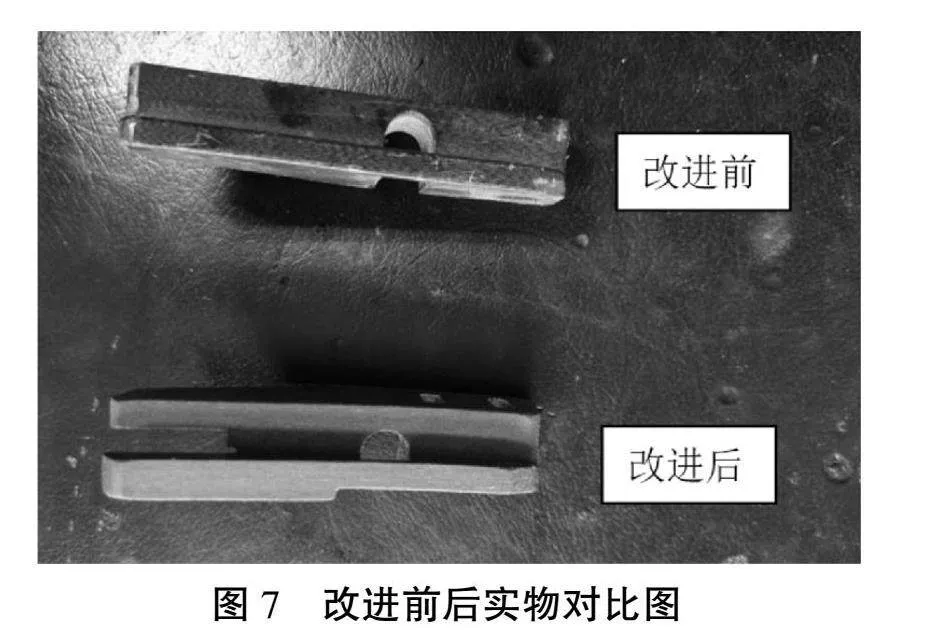
將封簽導塊左端頭中心部分削除長20 mm,寬2 mm,高1 mm的長方體,并在左端頭增加長45 mm,寬3 mm,高1 mm的橢圓體并保持原有弧度,改進后的圖紙如圖5所示,改進后的三維立體圖如圖6所示,改進前后實物對比如圖7所示。
1.2.3nbsp; 安裝調整
改進后的封簽折疊導塊仍由2顆M3螺栓固定在支架上。將改進后的封簽折疊導塊安裝完成后,盤車觀察煙包上側表面情況,調整導塊高度使運行過程中煙包表面平整。封簽折疊導塊安裝如圖8所示。
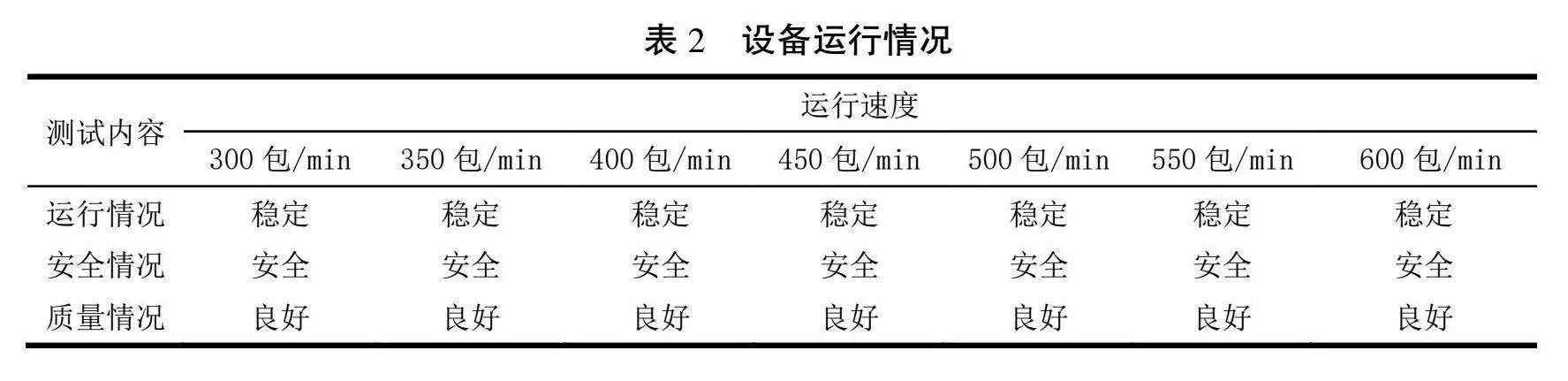
安裝完成后,點動運行設備,觀察煙包封簽折疊情況,確認封簽折疊良好后設備開始在不同速度下運行調試。在300~600包/min的生產速度下運行設備,見表2,檢查設備運行情況、安全情況和質量情況,調試后發現設備運行安全穩定且良好,煙包封簽缺陷情況得以大幅度解決。
2" 應用效果
對改造后的設備生產運行情況進行了檢查與統計,進行抽樣自檢每10 min自檢一次,每次取一條煙,發現缺陷時停機整頓,并加強自檢。每次按抽取1 000包煙計算,其中自檢一條煙,并做一次記錄,完成封簽缺陷情況的統計,封簽的缺陷情況由原來的1.36%下降到0.4%,統計結果見表3。
改進后的封簽折疊導塊,加寬了靠近煙包頂端的輪廓面并且減少了煙包推入過程中的干涉阻力,使煙包以較為平整的上表面完成與封簽的折疊,從而避免了封簽歪斜或者封簽粘貼不良的情況發生。
3" 結論
本文以云煙(軟珍品)封簽缺陷情況為切入點進行研究,對FOCKE-FXS 725包裝機封簽折疊系統結構和原理進行了深入剖析,分析了缺陷封簽的產生原因和原有封簽折疊導塊設計不合理之處;進而選擇材料繪制圖紙完成了封簽導塊結構改進,實現了增加頂端的輪廓面并且減少了煙包推入過程中的干涉阻力,運行調試結果顯示其很大程度降低了FOCKE-FXS 725小包機封簽歪斜頻次,節省了因為封簽歪斜而引起的設備維修和保養時間,同時還極大地減少了小包煙在通道中堵塞造成的損耗,具有十分廣泛的參考和應用價值,在提高生產效率、改善產品質量以及降低物耗等多個方面取得成效。
參考文獻:
[1] 丁介平,徐峰.超高速煙草包裝機的推煙裝置研究[J].陜西科技大學學報:自然科學版,2008,26(4):78-81.
[2] 田曉鴻,李龍,曹巨江.香煙包裝機推手裝置的運動仿真分析[J].包裝與食品機械,2011,29(4):35-37.
[3] 鄒宜侯.機械制圖(非機械類專業)[M].北京:清華大學出版社,2012(6):8-1.
[4] 郭基鳳,謝宋和.卷煙包裝機PLC控制系統設計[J].自動化與儀器儀表,1998(6):32-34.
猜你喜歡
科學與財富(2016年15期)2016-11-24 15:18:15
科學與財富(2016年15期)2016-11-24 14:00:07
價值工程(2016年30期)2016-11-24 13:29:52
人間(2016年24期)2016-11-23 14:31:23
青年文學家(2016年30期)2016-11-22 18:48:31
農機使用與維修(2016年10期)2016-11-10 09:53:24
文藝生活·下旬刊(2016年10期)2016-11-03 22:04:01
中國市場(2016年36期)2016-10-19 04:28:06
科學與財富(2016年28期)2016-10-14 21:45:00
環球時報(2014-02-17)2014-02-17 23:50:59