厚板焊接殘余應力的試驗研究
2009-04-12 08:00:06劉宇光
中國艦船研究 2009年5期
關鍵詞:焊接工藝
黃 晶 劉宇光 張 濤 謝 凡
1華中科技大學 船舶與海洋工程學院,湖北 武漢430074 2天津市濱海市政建設發展有限公司,天津300050
厚板焊接殘余應力的試驗研究
黃 晶1劉宇光2張 濤1謝 凡1
1華中科技大學 船舶與海洋工程學院,湖北 武漢430074 2天津市濱海市政建設發展有限公司,天津300050
通過盲孔法,測定了不同焊接接頭、不同板厚、不同焊接工藝下厚板的焊接殘余應力,在考慮了塑性影響的基礎上,得到了厚板焊接殘余應力的分布規律。分析討論了焊接接頭、板厚、焊接工藝以及焊接坡口大小對焊接殘余應力分布的影響及原因。結果表明,采用自由焊工藝,可以減小焊接殘余應力。而調整焊接順序,則可以改變焊接殘余應力的峰值位置。合理設計承載面的坡口大小,可以有效降低焊接殘余應力對結構強度的影響。關鍵詞:厚板;焊接工藝;結構強度;殘余應力;盲孔法
1 引言
為了確保焊接結構的安全,掌握焊接殘余應力的測試方法,弄清焊接殘余應力的分布規律,研究減小殘余應力的方法具有十分重要的意義。目前,工程界和學術界已有很多專著和論文介紹了這方面的研究[1-3]。測定殘余應力的方法大致可以分為兩類:機械法和物理法。機械法包括切槽應力釋放法、套孔應力釋放法、逐層應力釋放法、盲孔應力釋放法等,它們都是通過機械的方法將應力釋放出來供測量。物理法包括超聲波測定方法、X射線測定法、電磁測定法、硬度法、開裂法、光測法、中子衍射法等。對測試方法如何評用,大致可按下列要求作為衡量:(1)對測試對象有無破壞;(2)是否便于現場測試和快速測試;(3)是測表面內還是表面外的殘余應力;(4)測試精度。
隨著近代工業的發展,大厚度鋼結構在冶金、橋梁、船舶、壓力容器等行業中的應用日益廣泛。在船舶行業中,各種大型船舶的甲板鋼材均為厚板,大型軍艦的甲板厚度一般在50 mm以上。人們對薄板中焊接殘余應力的研究較多,但對大厚度結構中不同焊接接頭的殘余應力的分布規律及影響因素的研究并不多。由于厚度越大,鋼板在焊接時受到的約束就越多,故大厚度鋼板中的焊接殘余應力通常很大。大厚度結構承受的載荷較大,焊接質量對結構強度的影響較大,所以焊接殘余應力研究對提高結構疲勞強度和降低結構應力腐蝕意義重大。本文利用盲孔法,對板厚為40 mm、50 mm、60 mm、80 mm和100 mm的鋼板不同的焊接接頭形式的殘余應力分布進行了測量,并分析了影響焊接殘余應力分布的因素。
2 試驗原理
盲孔法測試殘余應力是一種半無損的測量方法,它是通過在試件表面鉆一定深度的孔,測定鉆孔后的釋放應力來計算鉆孔前的殘余應力。設測點的應力狀態如圖1所示。
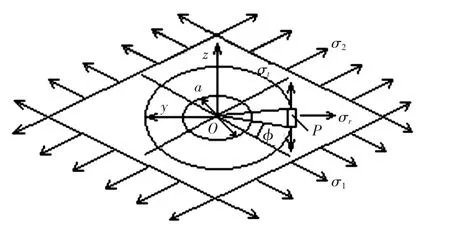
圖1 測點的應力狀態
測點鉆孔前和鉆孔后的應力關系可用下式表示。
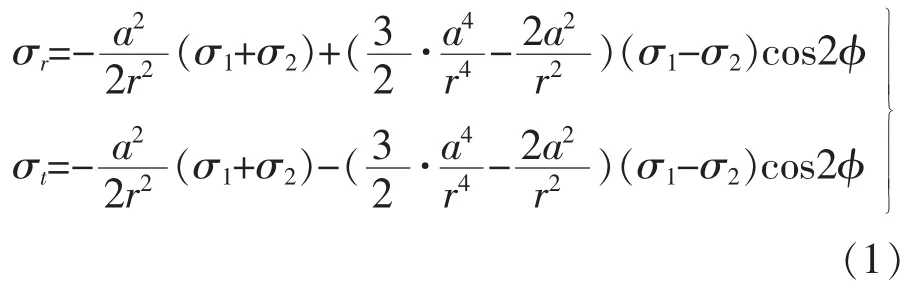
式中,σ1和σ2表示鉆孔前測點的主應力;σr和σt表示鉆孔后測點的釋放的徑向應力和切向應力;a為鉆孔直徑;r為應變片至測點中心的距離。由應力應變關系,并考慮應變片的長度后,可得
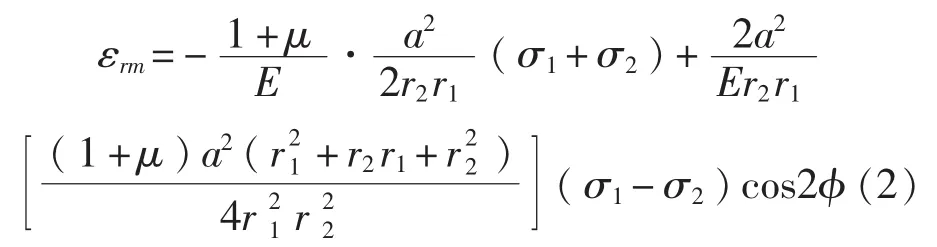
式中,r1、r2為應變片前后兩端到測點中心的距離;a為鉆孔直徑。
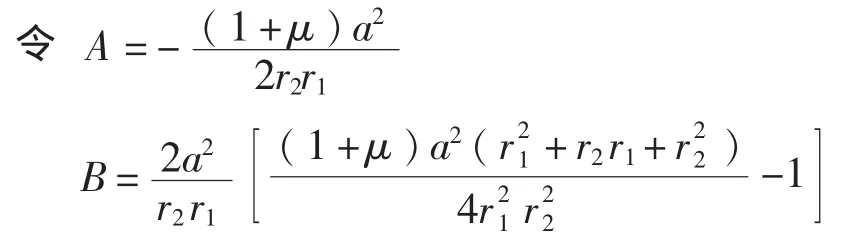
可簡化為:

數據處理時,A、B值可以計算,也可以標定。
若用三向應變花,夾角分別為0°,45°,90°,則可求解得
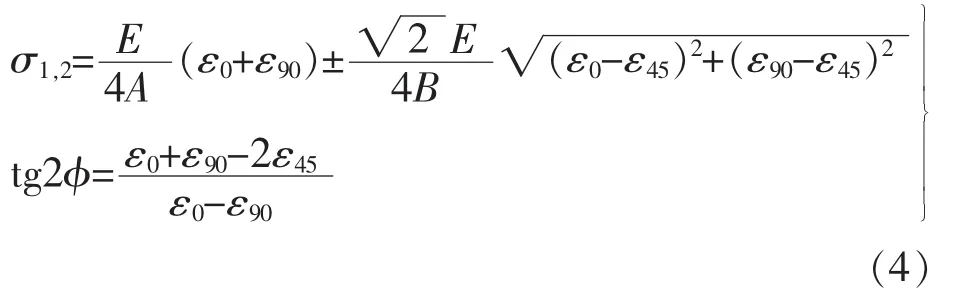
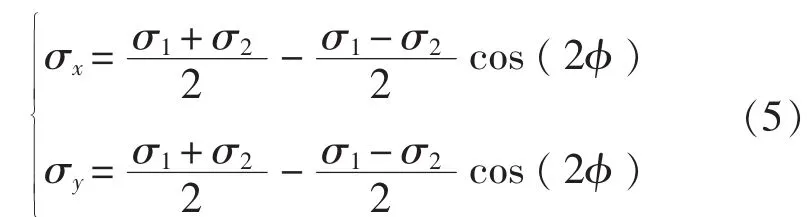
通常,將主應力換成垂直于焊縫方向的應力(橫向應力,用σy表示)和平行于焊縫方向的應力(縱向應力,用σx表示)來進行研究,當應變片0°方向與焊縫垂直時,換算關系式為:
3 試驗方案
3.1 試件和焊接工藝
試驗中,所有的試件均由500 mm×300 mm× H的鋼板焊接而成,H表示板厚,包括40 mm、50 mm、60 mm、80 mm、100 mm 5種。對每種板厚,均包括對接焊、角焊、T型焊3種焊接接頭形式。試件材料為Q370qd,焊接材料為H08Mn2E(φ5.0)+SJ101q采用CO2氣體保護焊進行焊接,電流220~240A,電壓24~26V,焊速240~260 mm/min,對焊材進行烘干處理,焊前使用火焰預熱,預熱溫度130°~140°,焊后進行保溫處理,層間溫度140°~150°,背面用碳弧氣刨清根。焊接時,坡口形式采用雙面開坡口的不對稱X形坡口。試驗設備采用HK-21B型鉆孔裝置、DH-3818靜態應變測試儀和BE120-2CA-K應變花。
3.2 應變花貼片方案
從對薄板的現有研究成果可知,對于平板對接焊,殘余應力在橫向基本上是關于焊縫中心線對稱分布的[4]。在垂直于焊縫方向上,考慮到焊縫附近的殘余應力的梯度變化較大,焊縫附近布片應較密。同時,殘余應力值在焊縫中心線附近值都較大,故縱向沿焊縫布片。綜合以上原因,從減小工作量出發,在焊縫一側貼片,同時只在板寬中心線一側貼片。而對角焊與T型焊,由于焊縫中心不易布片,只在垂直于焊縫方向布片,同時遵循離焊縫近處布片密集的原則。圖2給出了各種焊接接頭的布片示意圖。
圖2中所有應變片均采用三向應變花,夾角分別為0°,45°,90°。其中0°應變片與焊縫中心線垂直,90°應變片為沿焊縫中心線。
圖3為應變片按圖2布片方案將應變花粘貼好,24 h后采用盲孔法測試應力,現場準備對試件進行鉆孔。
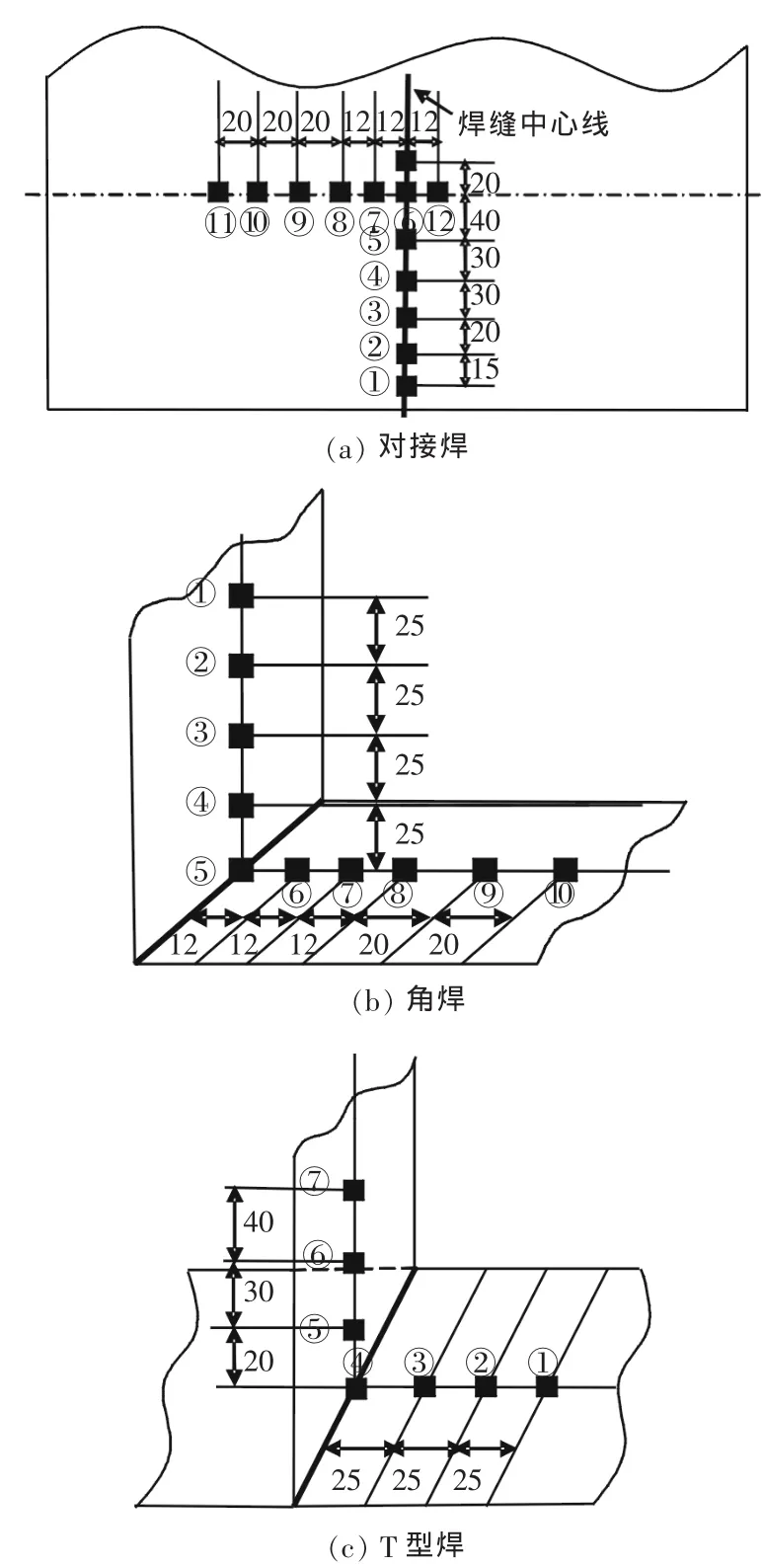
圖2 貼片方案示意圖

圖3 準備鉆孔
4 試驗結果及討論
按照用盲孔法測試殘余應力的步驟進行試驗,將測得的應變結果除去附加應變后按照式(4)和式(5)轉換為所需的應力結果。附加應變的研究在文獻[5]中已有敘述,本次試驗是對試件進行標定得到的。式(4)中的A、B值(A、B稱為應變釋放系數)也是由試驗標定得到。由于鋼板較厚,測得的殘余應力值較大,所以需要考慮孔邊塑性的影響。對孔邊塑性的考慮,文獻[6]~[9]分別從不同方面進行了分析和修正。本文按照文獻[9]的方法,對結果進行了塑性修正,使盲孔法測量高殘余應力的誤差大大減小。同時為了減小鉆孔時由于切削作用而產生的誤差,在鉆孔時采用了逐步擴孔的方法,可使試驗誤差由傳統法的19.4%降到4.41%,大大提高了測試精度。另外,盲孔法只能測量試件表面的殘余應力。對于薄板,可認為殘余應力沿厚度線性分布,但對于厚板,殘余應力沿試件厚度的分布并不均勻。文獻[10]給出了厚板中殘余應力沿厚度的分布規律,并提出了擬合公式。因此,試件表面的殘余應力分布情況可以大致反映整個焊接接頭的殘余應力分布情況。
下面將就影響殘余應力分布的因素進行討論。以下各圖中,橫坐標h表示測點離焊縫中心線的距離,正負是為了區分左側和右側。
4.1 不同焊接接頭中殘余應力的分布
不同的焊接接頭,由于受到自身的約束不同,殘余應力的分布會有所不同。圖4給出了40 mm板厚對接焊、角焊、T型焊3種焊接形式沿垂直于焊縫的殘余應力分布。測點全部布在開了坡口的板上,并布在大坡口一側。由圖中可以看出,縱向應力基本上都是拉應力,在焊縫中心線附近有最大值,然后隨離焊縫中心線的距離的增加而衰減至零附近;橫向應力既有拉應力也有壓應力,在焊縫中心附近取得最大值,然后隨離焊縫中心線的距離的增加而衰減,并逐漸變為壓應力。從應力水平上看,縱向應力要大于橫向應力。同時,也可發現,對接焊的殘余應力最小,角焊其次,T型焊最大。這可以從焊接時受到的自身約束來解釋。對接焊時,由于焊接的兩塊鋼板相同,因此,一塊板對另一塊板的約束幾乎可以不考慮。對于角焊,由于兩塊板垂直,因此,會有一塊板產生彎曲變形,相當于加大了對另一塊板的約束。T型焊與角焊類似,但由于底板在立板的兩側而不是一側都要產生彎曲變形,故其自身的約束更大。在焊縫區,殘余應力值較高。這是由于焊材的強度要高于母材,且采用的是多層多道焊,使此區域的材料不斷地加熱、冷卻,產生塑性變形,導致材料強化。對接焊在焊縫區殘余應力值變化相對緩慢,而角焊與T型焊在此區域變化很大。從圖中還可以發現,殘余應力的最大值并不正好在焊縫中心線上。這一方面與試驗中不能準確確定焊縫中心線有關,另一方面,在熔合線處,兩側材料的強度不匹配,使殘余應力值變大。由圖4中角焊的殘余應力的分布還可以發現,殘余應力的最大值在熔合線處。由于焊縫區較小,布片不太方便,且受材料的強度匹配和塑性強化的影響,殘余應力的分布非常復雜,殘余應力值也較大。要完全弄清此區域的殘余應力分布規律,需要做更深入的研究。
4.2 大坡口面與小坡口面殘余應力的對比
對于厚板焊接,由于要達到焊透的要求,必須要開雙面坡口。對于X型坡口,通常選用不對稱坡口,即一面為大坡口,一面為小坡口。焊接時,一般先焊大坡口,再焊小坡口。圖5給出的是80 mm自由對接焊的大坡口面和小坡口面沿垂直于焊縫的殘余應力分布。可以很明顯地發現,不論是縱向應力還是橫向應力,相對于小坡口面而言,大坡口面的應力值總是要高,且殘余應力影響范圍要大。大坡口的縱向殘余應力峰值超過了材料的屈服強度,而小坡口的縱向殘余應力峰值在0.8σs左右。殘余應力的影響范圍顯然與坡口大小密切相關。文獻[11]曾論述,在對稱坡口的情況下,先焊面的殘余應力峰值要小于后焊面的殘余應力峰值。但對于非對稱坡口,圖5表明,坡口的大小對殘余應力有很大的影響。由于大坡口面填料多,輸入的熱量大,受影響的范圍也大,冷卻時將會產生更大的收縮,因此導致大坡口面的殘余應力要大于小坡口面。
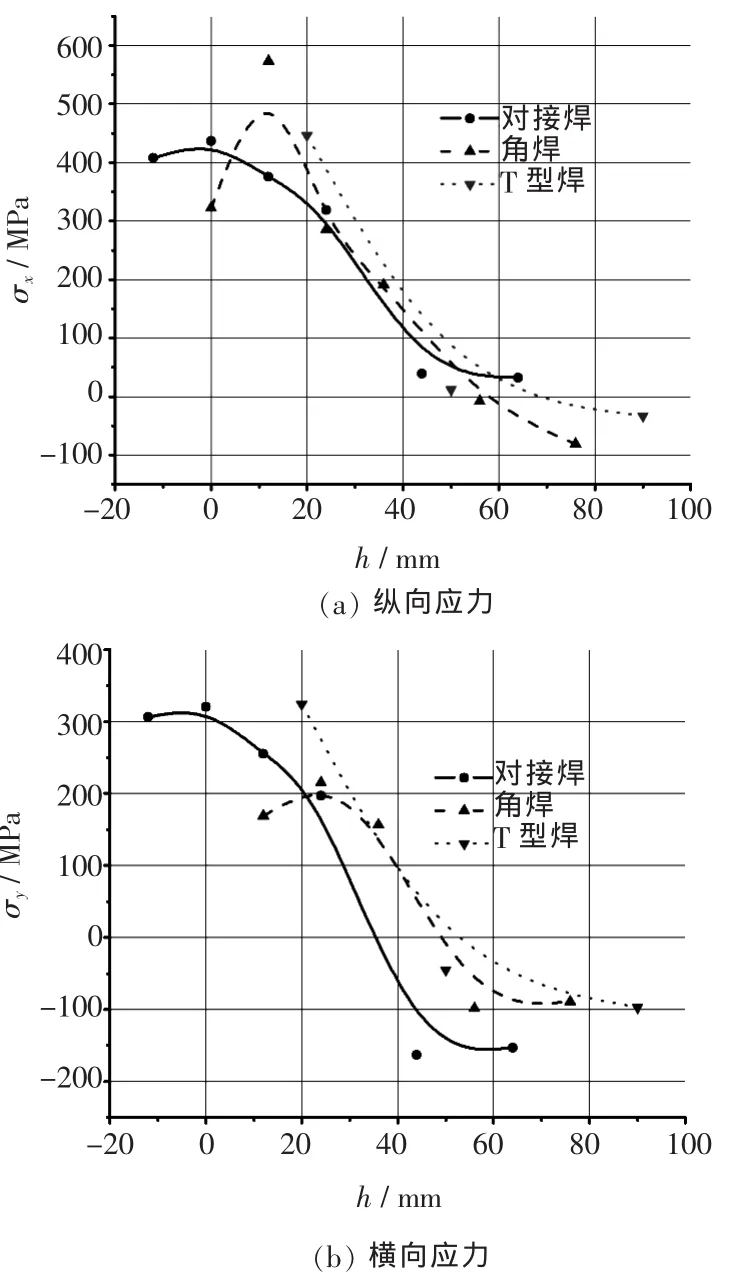
圖4 3種焊接形式沿垂直于焊縫的殘余應力分布
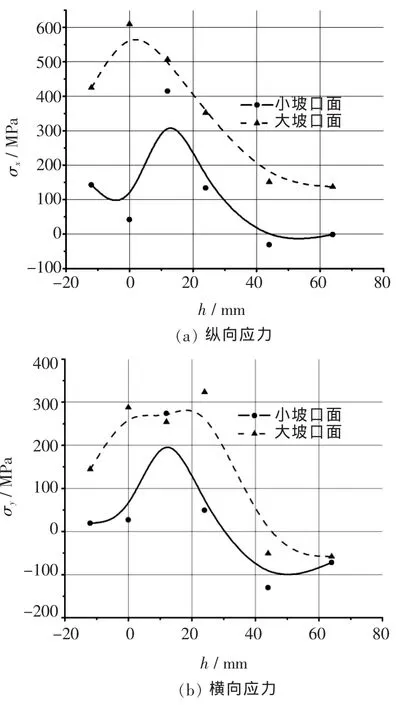
圖5 大坡口面與小坡口面沿垂直于焊縫的殘余應力分布
4.3 自由焊與約束焊殘余應力的對比
焊接時,為了保證兩塊鋼板的相對位置不變,通常在焊前用馬板將兩塊鋼板固定,然后再對鋼板進行焊接。若采用多道多層焊,則一般在焊完第一層后,兩塊鋼板在焊接處已相連,相對位置已經固定。在接下來進行焊接時,有兩種工藝措施:一是拿掉馬板,再焊接,即無約束焊或自由焊;二是保留馬板,繼續焊,即約束焊。一般來說,由于約束焊增加了焊接過程中的約束,雖然使焊接變形有所減小,但會增加焊接殘余應力。圖6給出了80 mm板自由焊與約束焊沿垂直于焊縫的殘余應力分布。從應力水平上看,圖6能較好地說明約束焊殘余應力大于自由焊殘余應力。在焊縫區,自由焊的殘余應力衰減很快,進入熱影響區后縱向殘余應力低于150 MPa(約為0.4σs),而約束焊的殘余應力在整個焊縫區都維持在較高的水平,接近材料的屈服強度,進入熱影響區后才開始衰減。同時,無論哪種焊接措施,殘余應力峰值均出現在焊縫熔合線處。圖6(a)中峰值所在處一個在焊縫左側,一個在焊縫右側,說明焊接殘余應力并不是沿焊縫中心線完全對稱,會受到多層多道焊時焊接順序的影響。由于先焊的一道焊會對后焊時產生約束,即后焊時的約束較大。因此,可以估計,焊接殘余應力的峰值將會出現在后焊的焊縫熔合線處。
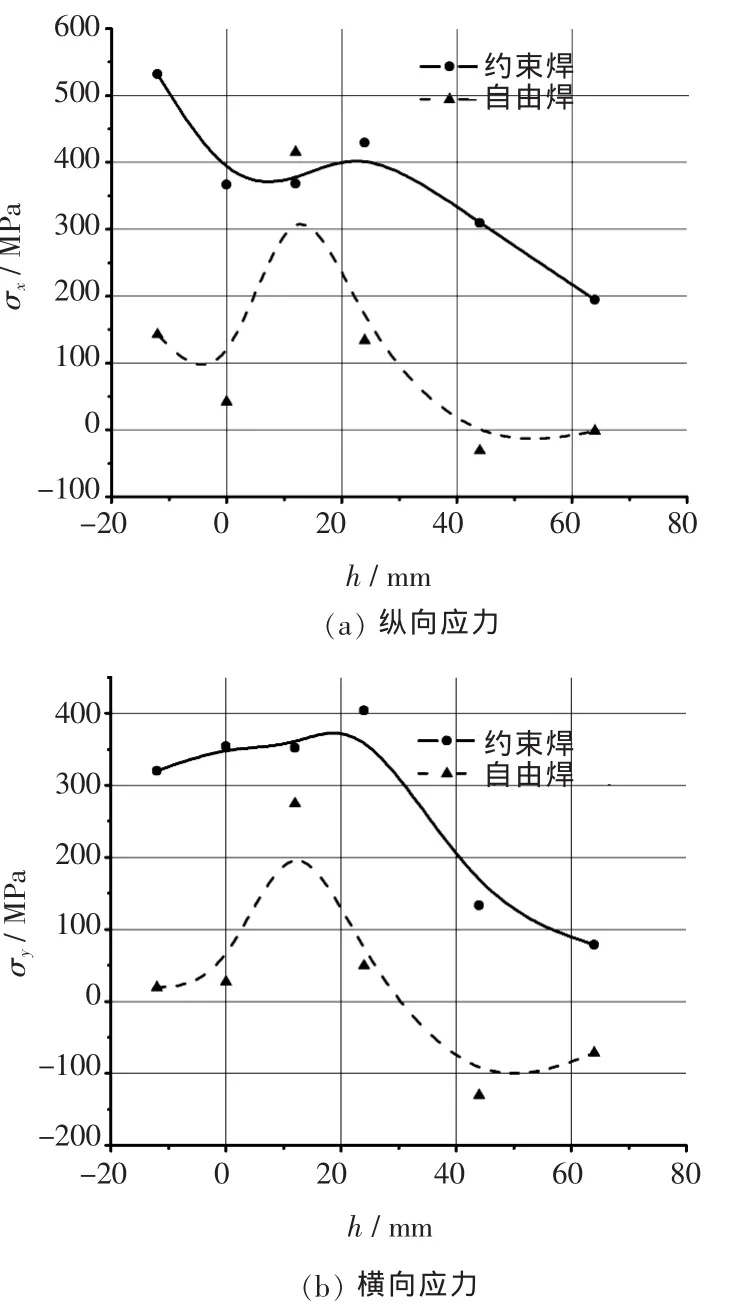
圖6 自由焊與約束焊沿垂直于焊縫的殘余應力分布
4.4 板厚對殘余應力的影響
通常來說,焊接鋼板越厚,焊接時受到的自身約束越多,焊接后的殘余應力值就越大。但近來已有一些研究表明,焊接殘余應力并不是完全隨板厚的增加而增加。文獻[11]作者認為,這是由于厚板采取了預熱措施。事實上,現在對厚板進行焊接時,一般都會采取預熱措施來減小焊接殘余應力。圖7給出的是平板對接自由焊不同板厚沿垂直于焊縫的殘余應力分布。7塊板均采用了相同的工藝措施。整體上看,在板厚為40 mm~60 mm時,殘余應力有隨板厚的增加而增加的趨勢,但80 mm、100 mm板反而較其他板殘余應力小。從圖7中各個板厚的殘余應力的峰值來看,焊縫附近的殘余應力基本上都接近或超過材料的屈服強度。并且,厚板中殘余應力在厚度上的分布并不均勻。所以,如何有效地減小厚板中的焊接殘余應力,值得做進一步的研究。
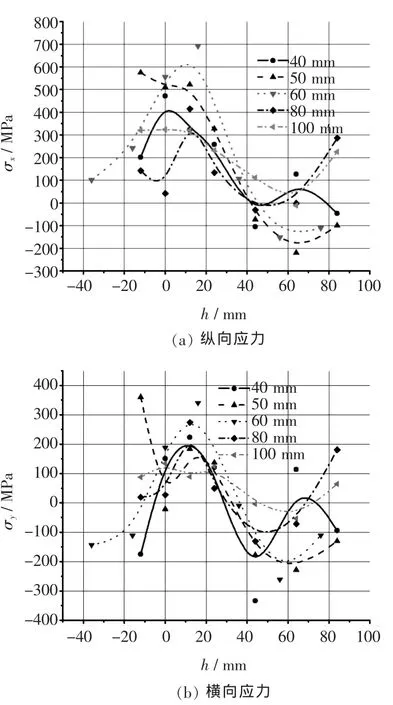
圖7 不同板厚對接焊沿垂直于焊縫的殘余應力分布
5 結論
本文通過對厚板焊接殘余應力的測試,討論了影響焊接殘余應力的幾個因素,可以得到以下結論:
1)大坡口面的焊接殘余應力要大于小坡口面的焊接殘余應力。因此,對于實際結構工程可以考慮將承受載荷較大的一面設計成小坡口;
2)約束焊產生的殘余應力要大于自由焊產生的殘余應力。除非對焊接變形有很高的要求,否則,建議焊接時采用自由焊。
[1] 周建新,徐宏,王俊勝,等.薄板焊接殘余應力尺寸效應[J].焊接學報,2006,27(3):96-100.
[2] BAHADUR A,KUMAR B R,KUMAR A S,et al.Development and comparison of residual stress measurement on welds by various methods[J].Materials Science and Technology,2004,20(2):261-269.
[3] 趙懷譜,印兵勝,王曉洪.機械法測殘余應力的歷史進展及盲孔法各種打孔方式簡介[C]//第十四屆全國殘余應力學術交流會論文,青島,2007.
[4] 王國凡.鋼結構焊接制造[M].北京:化學工業出版社,2004.
[5] 王世中,歐陽宇平.鉆孔法測量殘余應力過程中鉆孔附加應變[J].實驗力學,1990,5(3):336-340.
[6] 黃藍林,唐慕堯,孟繁森.焊接應力測量中A、B系數分級應用的研究 [C]//第六屆全國焊接學術會議論文集,第四集.北京:中國機械工程學會焊接學會,1990.
[7] ZHAO H Y,SHI Y W,PEI Y,et al.On the correction of plasticity effect at the hole edge when using the center hole method for measuring high welding residual stress[J].Strain,1996,32(14):125-129.
[8] VANGI D,ERMINI M.Plasticity efffcts in residual stress measurement by the hole drilling method[J].Strain,2002,36(2):55-59.
[9] 張小鵬,王娜.基于大型爐體焊接殘余應力測試的盲孔法研究[J].力學與實踐,2007,29(3):45-49.
[10]葛森.厚板焊接殘余應力試驗測量與計算[D].北京:北京工業大學,2002.
[11]譚伯聰,謝德,李榮鋒,等.超厚鋼板殘余應力剖析[J].鋼鐵研究,1993,(5):35-38,62.
Experimental Study on Welding Residual Stress of Thick Plate
Huang Jing1Liu Yu-guang2Zhang Tao1Xie Fan1
1 School of Naval Architecture&Ocean Engineering,Huazhong University of Science&Technology,Wuhan 430074,China 2 Binhai Municipal Construction&Development Co.,Ltd.,Tianjing 300050,China
With blind-hole drilling method,the welding residual stress of thick plate was measured under different welded joint types,plate thickness,and welding processes.Considering the plasticity effect,the distribution of welding residual stress in thick plate was obtained.Then,the effects of joint types,plate thickness,welding process,and groove dimensions on the welding stress distributions were discussed.The results show that:unconstrained structure can reduce the residual stress,and welding sequences adjustment can change the position of residual stress peak values,and proper groove dimensions can effectively reduce the effects of welding residual stress on the structure strength.
thick plate;welding process;structure strength;residual stress;blind-hole method
U671.83;TG404
A
1673-3185(2009)05-33-05
2009-05-13
國家自然科學基金項目(10702022)
黃 晶(1986-),男,碩士研究生。研究方向:水下工程。E-mail:huangjing0405@126.com
張 濤(1976-),男,副教授。研究方向:水下工程。E-mail:zhangt7666@hust.edu.cn
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25